



没有流道板,用单喷嘴注射流程比较大的注塑件,需要多个注射点。用单喷嘴注射多个型腔,更需要多个注射点。本节讨论单喷嘴多点注射的浇注系统。该系统必须与注射模的总体结构、注塑件的质量和注射模塑成本结合在一起考量。
1.多点注射的单喷嘴系统
主流道单喷嘴可直接注射成型塑料制品的型腔,没有流道板。在此注射模中,只有一个注塑件的型腔配一个浇口。另外一类的主流道单喷嘴的下游有多个注射型腔,需要分流塑料熔体。此外,对于较大的单型腔,要求分配熔料和缩短流程。实现这类多点注射,可以在单喷嘴的下游再设置冷流道浇注系统。用矩形浇口、潜伏浇口或针点式浇口,可让冷流道凝料与注塑件在两个分型面分别取出。实现多点注射也可用多针尖浇口的单喷嘴,但这种喷嘴的注射点之间间距较小。
省去热流道板的主流道单喷嘴如图5-12所示。图上各方案均省去了热流道板和分喷嘴,但多点注射时大都有浇注系统废料的产生。选择这类喷嘴时,要将总体效果与完全热流道系统比较,视注塑生产成本分析后决策。
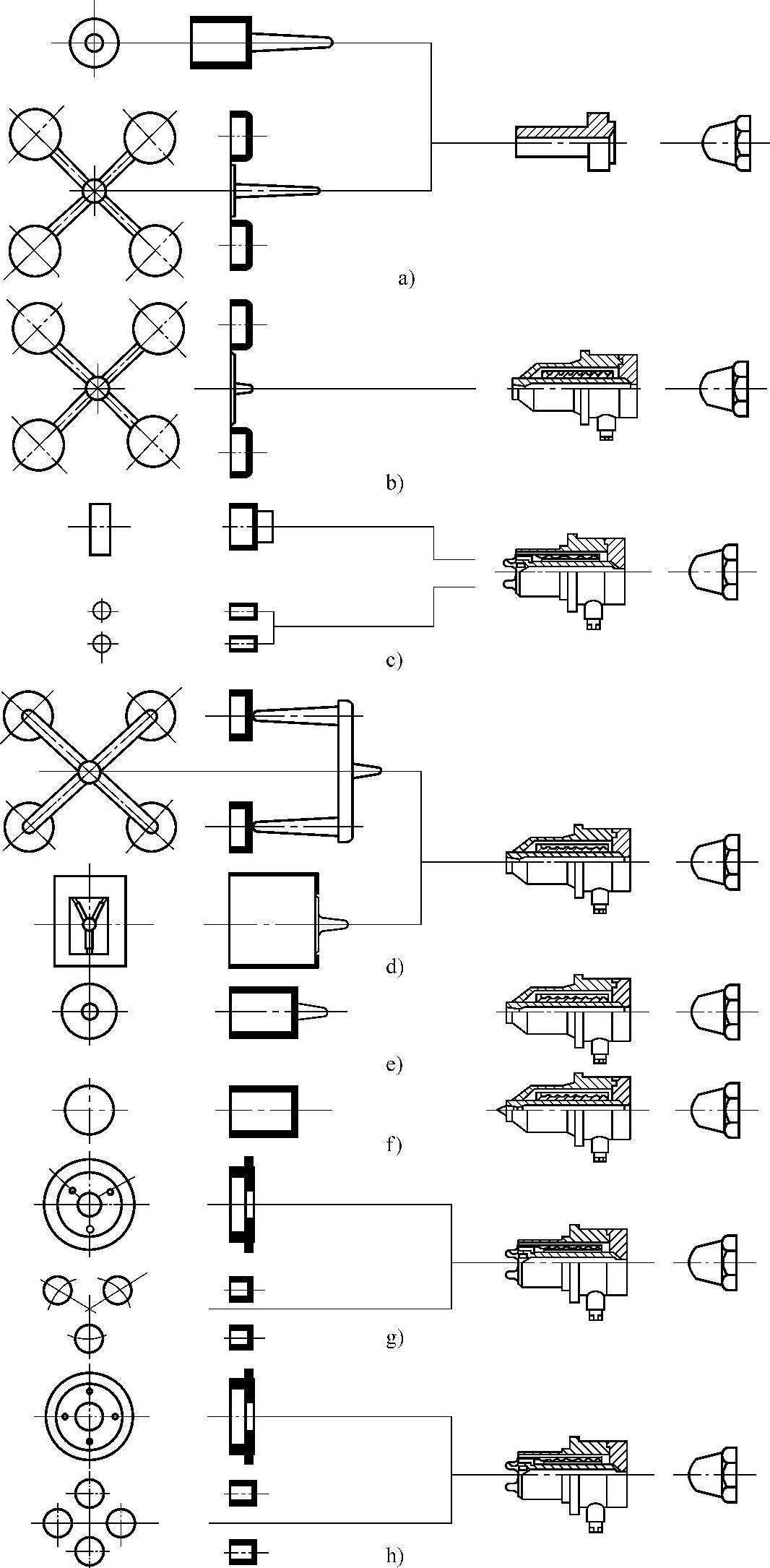
图5-12 省去热流道板的主流道单喷嘴
a)冷流道系统的主流道杯 b)单喷嘴和冷流道 c)两注射点的针尖式单喷嘴 d)单喷嘴和冷流道的针点式浇口 e)直接浇口单喷嘴 f)针尖式浇口单喷嘴 g)三针尖单喷嘴 h)四针尖单喷嘴
1)图5-12a所示为冷流道系统的主流道杯。这种杯分为两种,一种是注射大型深腔的注塑件,脱模后有直接浇口的凝料棒;另一种是一模多腔小型注塑件,塑件上是矩形的边缘浇口,脱模后需人工剪去。
2)图5-12b所示为单喷嘴和冷流道。其下游为一模多腔的冷流道浇注系统,没有流道板,可实现多点注射。
3)图5-12c所示为两注射点的针尖式单喷嘴。其同样没有热流道板,可注射单型腔,也可注射多型腔。它简化了流道系统。
4)图5-12d所示为单喷嘴和冷流道的针点式浇口。由于注射多个型腔,附加了冷流道系统,故采用直线浇注的针点式浇口。为了将浇注系统凝料脱模取出,注射模的基本结构是双分型面的三板模。其中活动的中间板也称为冷流道板。此方案适合改成有热流道板和多喷嘴的二板模。图5-12d所示的另一方案是附加冷流道的多个矩形浇口。冷流道凝料与注塑件一起脱模取出,注射模设计成单喷嘴多注射点的二板模。
5)图5-12e所示为直接浇口单喷嘴。它用于注射大型深腔的塑料壳体。采用这种带有浇口套的整体式喷嘴,会在注塑件上留有浇口套和浇口痕迹。
6)当要求浇口痕迹较小时,可采用图5-12f所示的针尖式浇口单喷嘴。由于浇口在模板上,故只有很小的浇口痕迹。
7)图5-12g所示为不带浇口的三针尖单喷嘴。这种浇口设置在模板上。浇注圆筒塑件时,大多采用均匀的三点。
8)图5-12h所示的四针尖单喷嘴有四个注射点。四个注射点较适合矩形盒的注射。
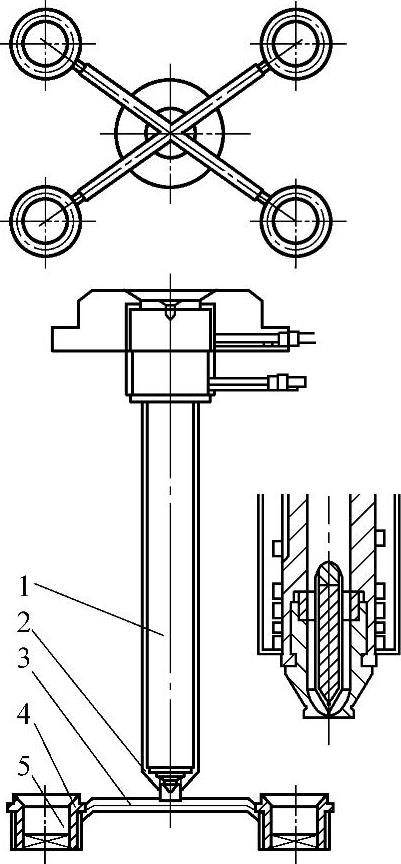
图5-13 单喷嘴注塑一模四件
1—针尖式部分单喷嘴 2—直接浇口镶块 3—冷流道 4—潜伏式浇口 5—玻璃纤维增强聚酰胺螺母(https://www.xing528.com)
2.多点注射单喷嘴的模具结构
多点注射单喷嘴的模具大多采用直接浇口,并要求具有冷流道浇注系统。它的优点是热屏障可靠,冷浇口和注塑制品离开主流道单喷嘴的高温区较远,可以缩短冷却注射周期,注塑件的浇口痕迹小,浇口附近塑件取向小,质量有保证。其适用于高精度注塑件注射模塑。单喷嘴所占模具空间小,有利于模具上设置定模脱模机构,或在动模上设置侧向分型抽芯机构,因此适用于结构复杂的注塑件注射模塑。
1)单喷嘴注塑一模多腔。图5-13所示的单喷嘴浇注系统一次可成型四个塑料螺母。螺母材料为PA66+35%RF,注射温度为300℃。螺母外径为28mm,高为32mm,有M25内螺纹,每个螺母重14g。单喷嘴流道直径为12mm,总长达285mm,熔料重量为9g,故有三段加热线圈。单喷嘴为导流梭针尖式,其浇口直径为2.0mm。直接浇口镶块设置在定模上,直径为12mm,高9mm。其直接浇口锥孔高6mm,大端直径为4mm。PA66是快结晶塑料熔体,直接浇口锥孔短小,能促使快冷凝固,热针尖能防止拉丝。
此单喷嘴注射模有复杂的螺纹脱模机构。潜伏浇口在螺母上剪断。单喷嘴用冷流道分流。有足够空间设置定模脱模机构,让冷流道浇注系统在定模开模时坠落。
2)单喷嘴注塑多注射点型腔。图5-14所示为多注射点单型腔的主流道单喷嘴。它的注射模结构如图5-16所示。该聚碳酸酯PC注塑件重14g,长为274mm的圆筒,壁厚为1mm。不规则椭圆的直径为20~21mm。圆筒塑件外形有平台和凹槽,在四个方向都有侧向分型抽芯机构。斜导柱安装在定模板上,滑块在动模上滑动。圆筒塑件的内侧也有凹槽和小孔需要成型,在四个方向都有斜顶杆机构。在主分型面C开模后,注塑件留在动模型芯上。脱模机构运动时,将注塑件顶出。
图5-15所示的针尖式单喷嘴安装在图5-16所示的注射模上。该单喷嘴的流道直径为8mm,为标准系列产品。浇口内是侧孔管道针尖,浇口直径为2.5mm。它是整体式单喷嘴,直接浇口套直径为13mm,高为16mm。PC的注射温度为280~300℃。浇口套的形体高大能保温,热针尖能防止拉丝。浇口套的圆柱嵌入流道成型面1mm。
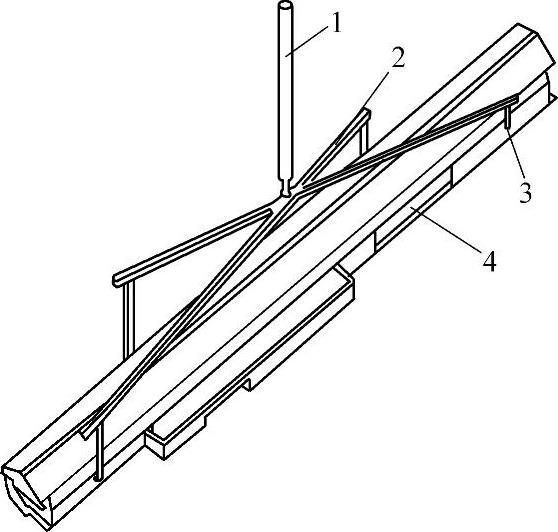
图5-14 多注射点单型腔的主流道单喷嘴
1—针尖式浇口的单喷嘴 2—冷流道浇注系统 3—潜伏浇口 4—长圆筒注塑件
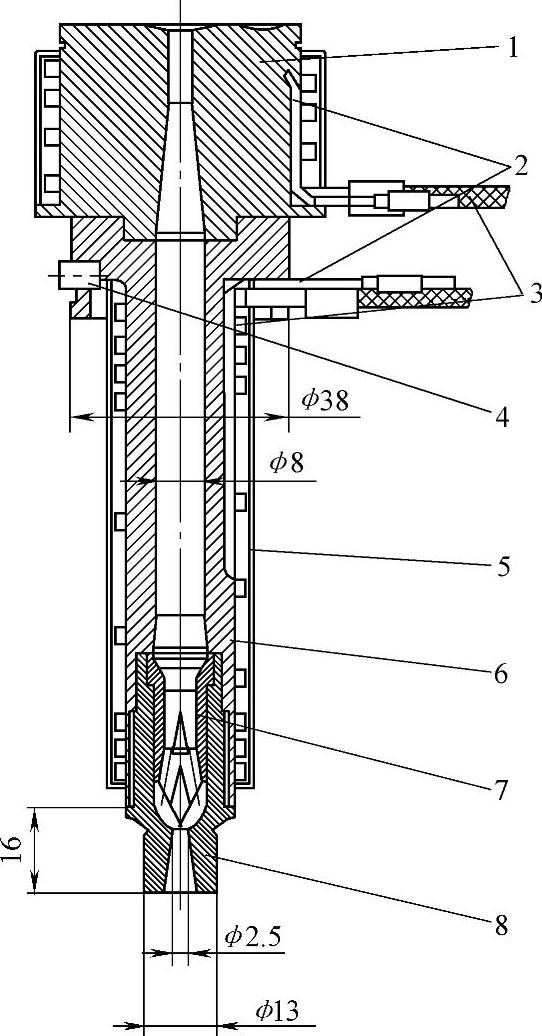
图5-15 有导流侧孔针尖直接浇口的单喷嘴
1—喷嘴芯 2—热电偶 3—加热圈 4—止转销 5—保护管 6—喷嘴壳 7—侧孔管道针尖 8—浇口套
图5-16所示的单喷嘴注射模闭合高度为440mm,模具面积为350mm×500mm。开模后摆钩拉板1拉动顶出板5。A分型面有10mm间距,足以使冷流道浇注的主流道凝料从喷嘴口拉断。同时,四个注射点的拉杆将潜伏浇口凝料剪断。在塑胶管拉紧器8牵引下,定模板6与动模闭合一起移动。顶出板5在定距小拉杆7作用下止停,B面分型。开模空间足以让使冷流道浇注的流凝料坠落。顶出板5和定模板6重量由四导柱定距拉杆4承受。
图5-16所示的注射模用单喷嘴,没有流道板,使注塑件的四周有足够的空间。该注射模设置了四个侧向分型抽芯机构,在单喷嘴的四周及在顶出板、定模板和滑块中设置冷却管道。单喷嘴与注塑件之间有良好的热屏障,可以保证制件质量。四个潜伏浇口合理布置在注塑件的两侧面上。
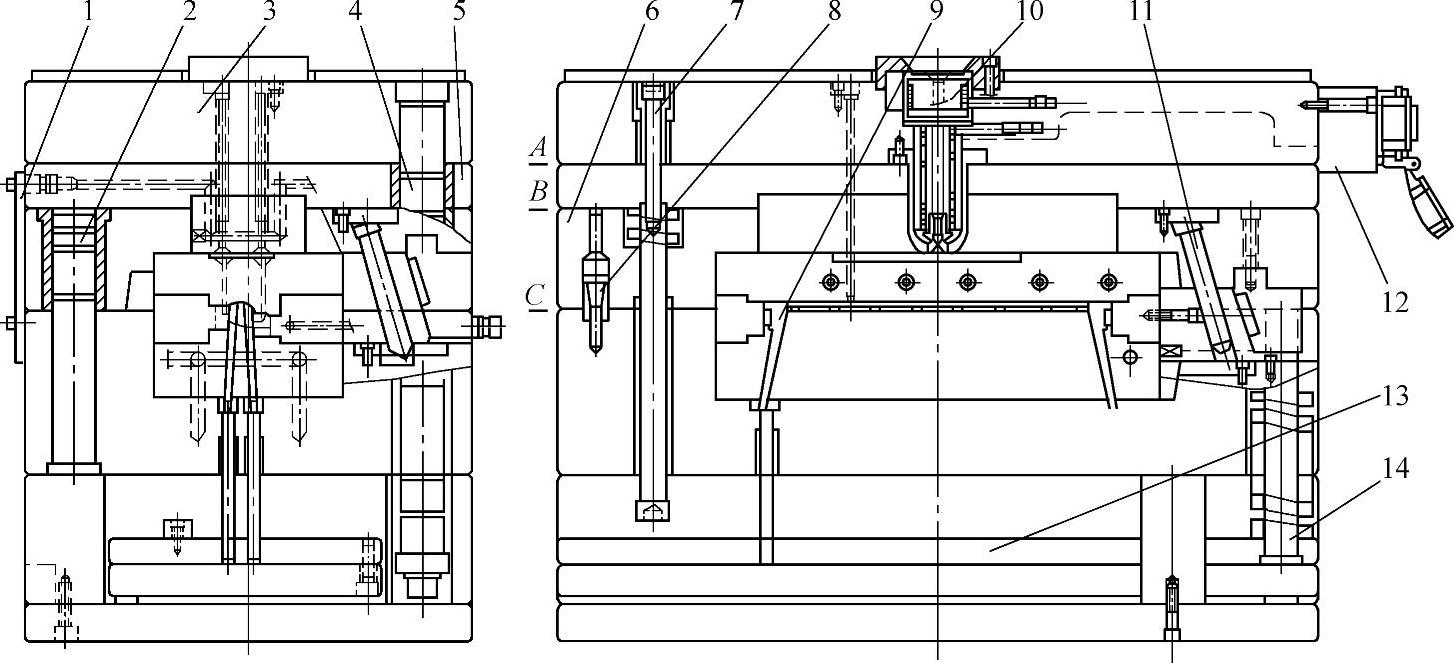
图5-16 多注射点单型腔的单喷嘴注射模
1—摆钩拉板 2—四导柱导套 3—定模固定板 4—四导柱定距拉杆 5—顶出板 6—定模板 7—定距小拉杆 8—塑胶管拉紧器 9—内侧斜顶杆机构 10—热流道单喷嘴 11—斜导柱侧向分型抽芯机构 12—电气接线盒 13—脱模机构 14—弹簧回程杆
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。