



热流道喷嘴有标准系列化的输送通道直径。其上有加热线圈和测定温度的热电偶,末端的浇口调节注射的流量。大多数热流道系统有流道板,并有多个注射点。这些注射点的喷嘴称为多喷嘴或分喷嘴。热流道多喷嘴的作用是将熔体从流道板引向各个浇口。
1.喷嘴的分类
喷嘴是热流道系统中的复杂部件,好比“万花筒”,其种类和新品种繁多。热流道喷嘴分类条目如图5-1所示,其主要是按功能和浇口分类的。
1)以加热类型分类。喷嘴有外部、内部加热或者两者都使用的混合加热。较短的多喷嘴也有用流道板加热的。主流道喷嘴还有利用注射机的喷嘴加热的。
喷嘴外壳与模板安装孔之间的大部分面积用空气隙绝热。为防止喷嘴的浇口区对模具的热扩散,用塑料皮层作为隔热帽。喷嘴与模具的接触部位用不锈钢、钛合金或陶瓷材料绝热。这些支承和隔热零件在满足强度和刚度的前提下,可使接触面积最小。
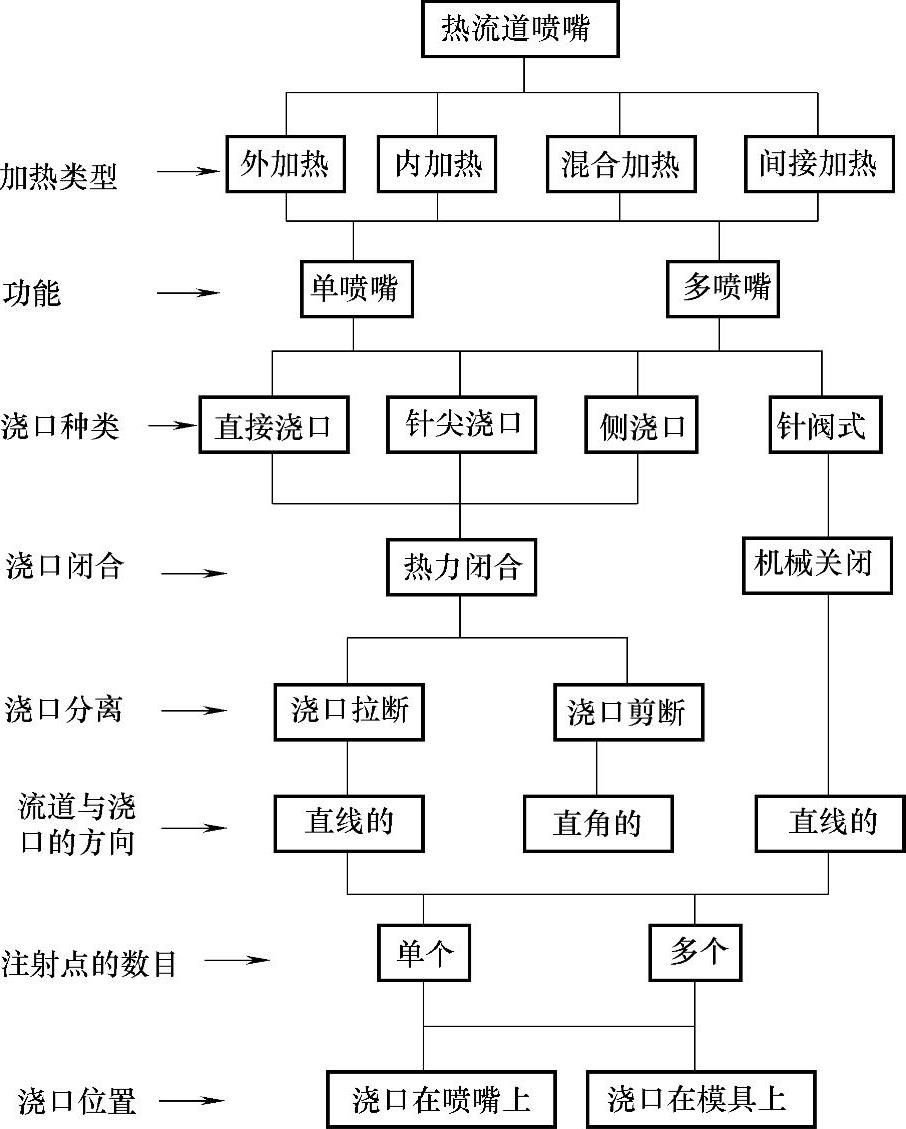
图5-1 热流道喷嘴分类条目
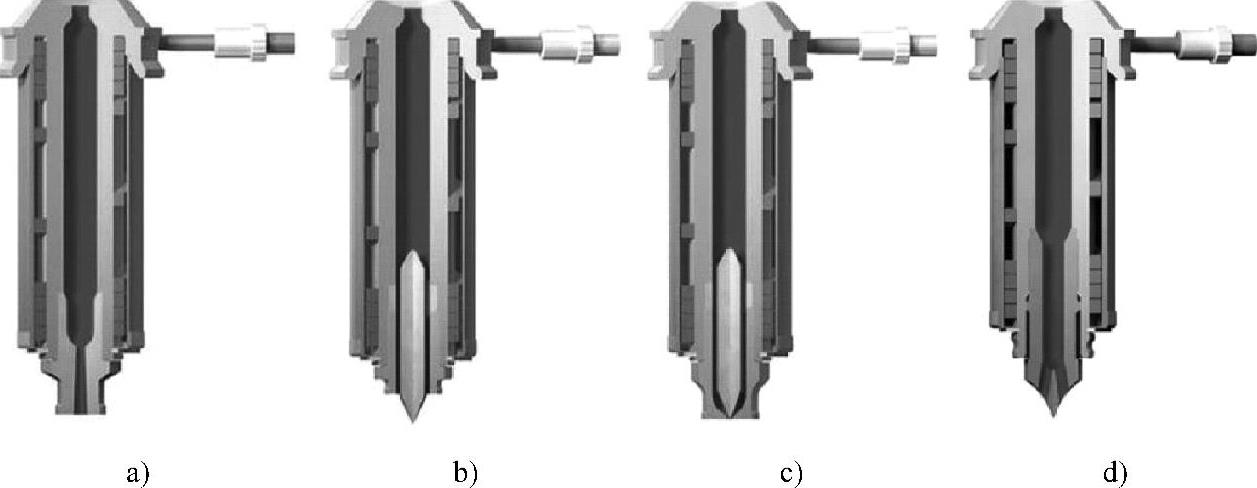
图5-2 各种浇口形式的单喷嘴
a)直接浇口单喷嘴 b)导流梭针尖单喷嘴 c)导流梭针尖整体单喷嘴 d)侧孔管道针尖单喷嘴
2)以功能分类。简单的热流道系统没有流道板。主流道喷嘴直接注射塑料件的型腔或者冷流道称为主流道单喷嘴或简称单喷嘴。它有各种输出的浇口。单喷嘴有四种常用浇口的形式。一种是图5-2a所示的直接浇口,直接浇口的单喷嘴允许塑料熔体有较长较粗的塑料熔体的通道,在塑料制件上留有较大直径的料柄。其余三种为针尖式点浇口,图5-2b和图5-2c所示为导流梭针尖浇口。其中,图5-2b所示的浇口在定模板上,而图5-2c上的浇口套在喷嘴上。图5-2d所示的喷嘴管道底有1~3个侧孔,可让熔体汇流到针尖浇口。还有针阀式主流道单喷嘴,将在本书的第6章中介绍。
主流道喷嘴与注射机的喷嘴直接作用,并与流道板的流道相通。主流道喷嘴也称为中央喷嘴或注射喷嘴。流道板下游的注射点喷嘴称为多喷嘴或分喷嘴。
图5-3所示为一模两腔的热流道注射模。由于定模固定板较薄,主流道较短,故可以采用不加热的主流道喷嘴。它与注射机的喷嘴直接作用,并与流道板的流道相通。主流道的温度维持靠固定加料的注射机的喷嘴和热流道板,由两者供热。流道板有一分为二的流道,装有两个开放式的直接浇口多喷嘴。
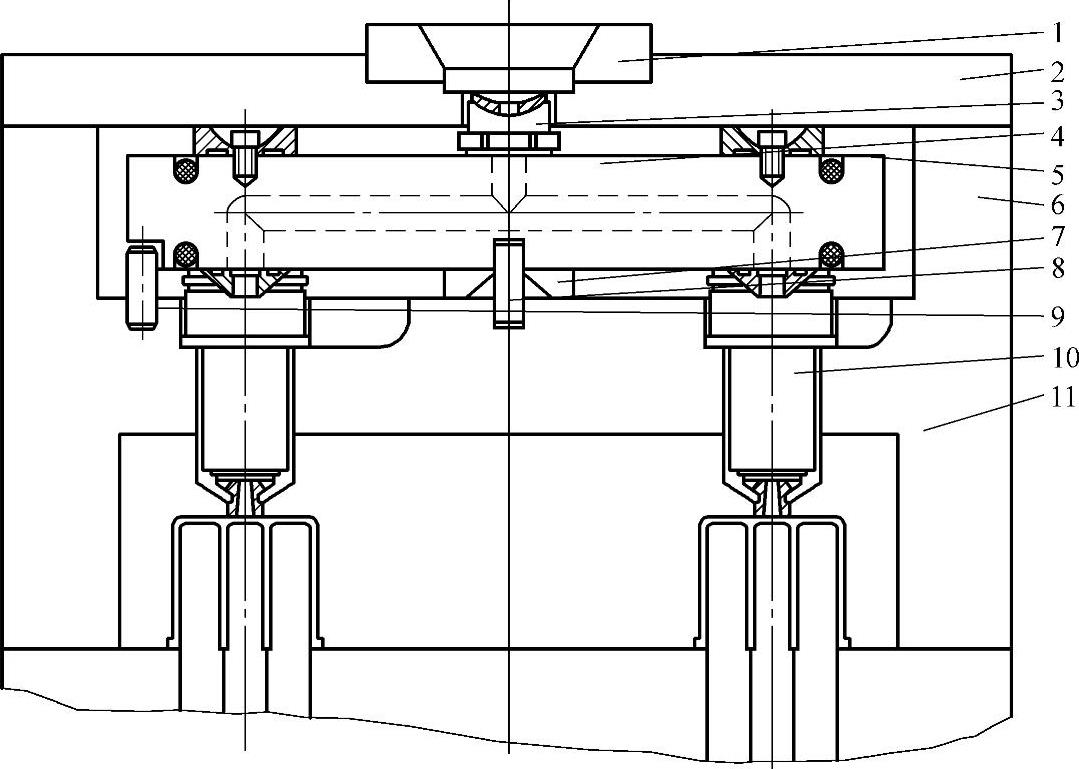
图5-3 一模两腔的热流道注射模
1—定位环 2—定模固定板 3—不加热的主流道喷嘴 4—流道板 5—承压圈 6—支承垫板框 7—支承垫 8—中心定位销 9—止转定位销 10—直接浇口喷嘴 11—定模板
图5-3所示的完整的热流道浇注系统的多喷嘴有各种输出的浇口。常用的有四种浇口形式。一种是图5-4a所示的直接浇口。其余三种为针尖式点浇口,图5-4b和图5-4c所示为导流梭针尖浇口。其中,图5-4b所示的浇口在定模板上,而图5-4c所示的浇口套在喷嘴上。还有针阀式分喷嘴,将在本书的第6章中介绍。
3)以浇口的类型分类。浇口是浇注系统的终点,也是热流道系统关键的功能区。浇口是喷嘴的组成部分,它调节塑料熔体对型腔的注射充模流动,控制着对型腔内塑料的保压补缩时间。
热流道行业常以浇口的类型来命名喷嘴,如图5-2和图5-4所示,有直接浇口喷嘴、导流梭针尖喷嘴、管道侧孔针尖喷嘴。它们在注射保压后,在温度和压力下降过程中冷却凝固,封闭了热流道中熔料的淌出(称为热力闭合)。直接浇口的流通截面大,有利于保压补缩,但是浇口冻结过程的时间长。图5-2和图5-4中的后三种浇口都可称为针尖式浇口。针尖式浇口里的熔体凝固快,但是浇口通道小,不利于补缩。
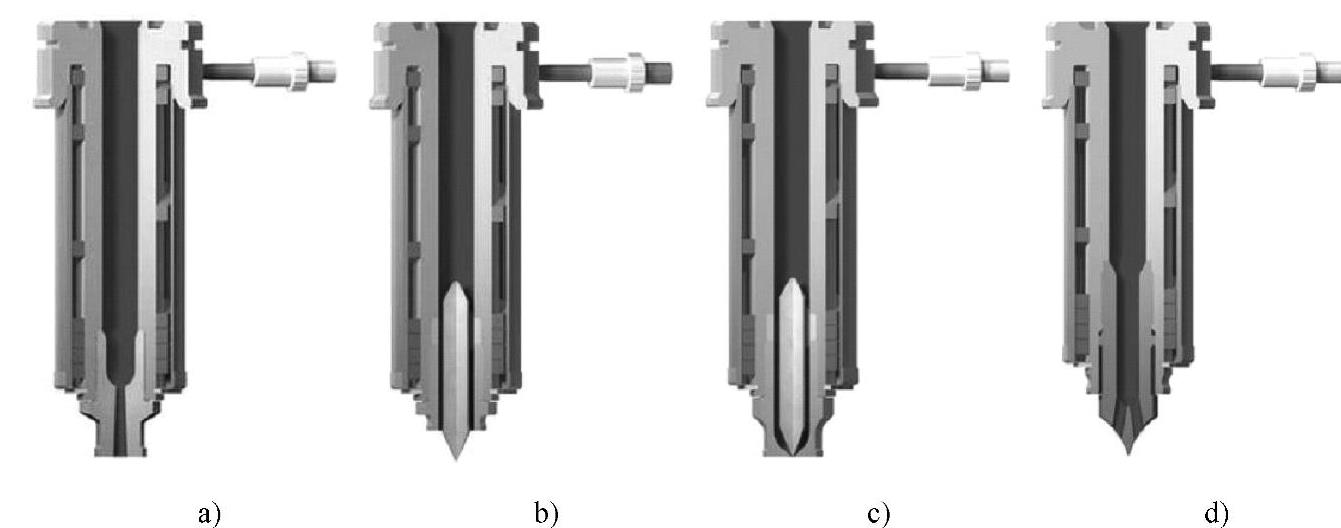
图5-4 各种浇口形式的多喷嘴
a)直接浇口多喷嘴 b)导流梭针尖多喷嘴 c)导流梭针尖整体多喷嘴 d)侧孔管道针尖多喷嘴
①开放式浇口喷嘴。热力闭合的开放式浇口有两类:一类是直接浇口,另一类是针尖式浇口。图5-5a所示为直接浇口,浇口拉断后为倒锥柱的大料柄,必须用工具切除。图5-5b所示为针尖式浇口,使用时浇口的断裂处仅留下短小痕迹。习惯上将口径2.5mm或3.0mm以下浇口称为针尖式浇口或小浇口。
②针尖式浇口喷嘴。图5-5b所示的针尖浇口所留下的痕迹可以很隐蔽。常见的针尖式浇口中央有导热和导流的针尖,一种是图5-4b和图5-4c所示的导流梭针尖浇口的喷嘴,另一种为图5-4d所示的侧孔管道针尖浇口的喷嘴。(https://www.xing528.com)
③边缘式浇口喷嘴。图5-5c所示为注塑件侧面位置的小浇口,也称侧浇口。它属于开放式浇口,有针尖式和直接对接式,类似冷流道系统的隧道式潜伏浇口。这种浇口经剪断后留下较小的痕迹。
④针阀式浇口喷嘴。针阀式喷嘴利用气缸或液压缸驱动阀针,机械开闭浇口通道。这种浇口的启闭可靠,很少受熔体温度和压力以及模具温度的影响。
4)以浇口的闭合与分离分类。图5-2和图5-4所示的各四种浇口可统称为开放式浇口。后来,发展了各种大小浇口通道的针阀式喷嘴,它利用阀针的机械启闭控制浇口的开通和闭合。
直接浇口和针尖浇口凝料是拉断分开。直接浇口会留下短柱料头,如图5-5a所示。针尖浇口留下很小圆环痕迹,可以做得很隐蔽,如图5-5b所示。图5-5c所示的侧浇口凝料需剪切分离,仅留下小痕迹。针阀式浇口在半固化状态下割离后留下圆痕迹,如图5-5d所示。
5)以喷嘴通道与浇口的方向分类。大多数喷嘴的通道轴线与浇口射出的方向相同,但侧浇口喷嘴的通道方向与浇口垂直。
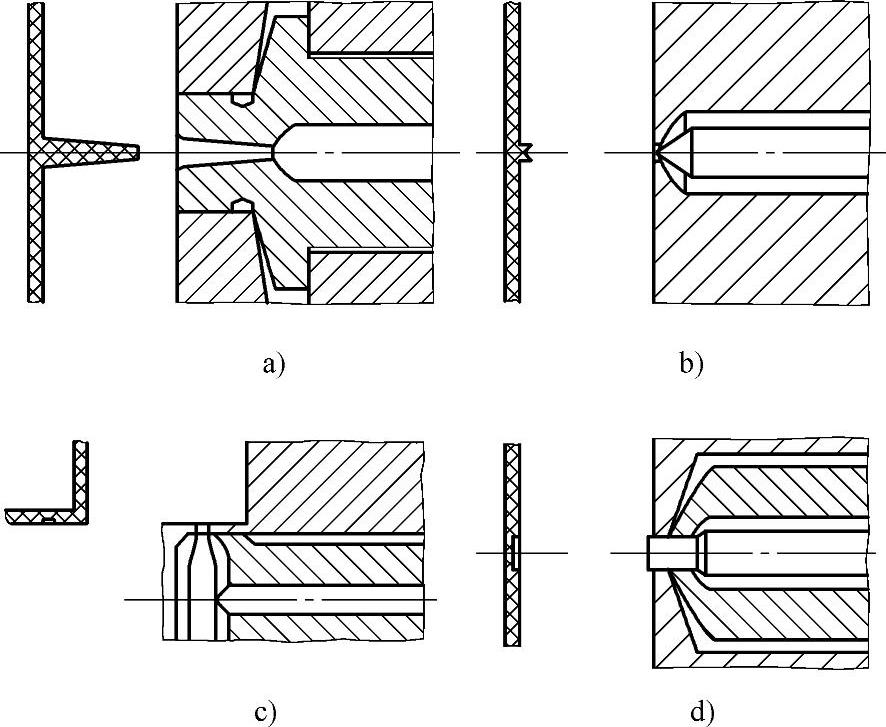
图5-5 喷嘴与浇口的基本种类
a)直接浇口 b)针尖式浇口 c)侧浇口 d)针阀式喷嘴浇口
6)以注射点的数目分类。流道板上有2~8个,甚至更多的喷嘴。使用多个喷嘴时,随着喷嘴的数目增多和流道板的扩展,热流道系统的成本上升。多浇口的喷嘴,如双浇口的边缘喷嘴的应用,可方便安置多型腔的小型塑件的浇注,如图5-68所示。多个浇口的喷嘴称多点喷嘴,如图5-63所示。
7)以浇口布置和喷嘴的壳体分类。浇口可与喷嘴做成一个整体,作为部件供应给注射模制造企业。浇口也可以开设在模具的零件上,有喷嘴流道将熔体导入到末端位置,或者由导流梭引导到该处。浇口孔加工在模具的定模板上。许多购置的注射点的喷嘴没有浇口套,如图5-4b和图5-4d所示。这种喷嘴需由模具制造者将浇口加工在定模的成型面上。有浇口套的喷嘴称作整体式喷嘴(见图5-2c和图5-4c),主要用于结晶型塑料注射成型。喷嘴上有完整浇口将物料浇注到模具的型腔。喷嘴的注射端面是型腔的组成部分。不带浇口套的喷嘴称为部分式喷嘴,主要用于无定形塑料。
2.对喷嘴的要求
喷嘴是热流道注射模中的复杂部件,它有许多高难度的要求。
1)对喷嘴加热、绝热方面和注射工作的基本要求如下:
①喷嘴的加热温度分布特性应该接近直线,避免产生峰值。浇口区的温度要合理控制。浇口中熔体的热力闭合稳定,机械闭合可靠。
②热喷嘴与冷模具之间有良好的热绝缘。
③熔料从模具塑件的浇口位置分离,要清洁且重现稳定。浇口是喷嘴或型腔的一部分,是热流道系统的重要临界位置。浇口熔料不应该有任何拉丝、下垂和流涎。
④熔体在喷嘴通道中层流推进时,压力损失尽量小,无死点,无滞留降解,且换色容易。
2)对喷嘴的结构、装配和寿命的要求如下:
①喷嘴制造材料应耐热、耐腐蚀、耐磨损。喷嘴加工精良,有与注射模注射加工相同的工作寿命限期。
②喷嘴壳体有足够的壁厚、良好的热疲劳强度。
③在喷嘴与流道板之间应保持可靠连接,喷嘴与流道板间无熔体泄漏。
④喷嘴壳体与浇口套之间螺纹连接可靠,无熔体泄漏。导流梭和浇口套能调换。
⑤清洗、拆卸和调换损坏零件等操作容易。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。