



热管是高效的热传递元件,其在注射模和热流道系统中得到应用。热流道系统要维持注射温度,但它处于冷模具的包围之中,而采取的绝热措施不能完全避免热量损失,因此需要热管迅速传输热量,使流道板和喷嘴具有均匀恒定的工作温度。
1.热管的技术优势
热管是优良的导热元件,其导热效率为同样大小铜棒的数百倍甚至上千倍,称得上“热的超导体”。热管原理于1944年由美国通用电动机公司提出,1963年由美国Los Alamos科学实验室开发出热管,而热管的实用化最早是美国从开发宇宙飞行器中装载电子设备的散热与恒温开始的,以后发展到热交换器、大型发电轴的散热和太阳能受热板的应用。热管在注塑成型方面的应用,日本始于1975年。经过5年数万例实验研究,到1980年,日本的热管技术已达到商品化、系列化程度。从热管特性、等温性与热量自动分布来看,热管技术在注射模上的应用已显现出一系列优点,特别是提高了制品的合格率,易于获得高精度优质产品。其具体标志如下:
1)由于热管传热效率高,用于模具冷却至少可缩短30%以上注塑成型周期。
2)由于热管具有等温性,使模温均匀一致,因而制件变形非常小,基本上不产生内应力。
3)由于热管能将模温保持恒定,使塑件收缩率基本不变,故成形件尺寸精度高。
4)成形件外观好,色泽均匀。
5)由于热管是附加的,故模具仍能修补改进。
6)热管可安装在不易开设冷却孔的部位,并可消除水管冷却的弊端,如改善漏水、型腔内有凝水、通道内产生水垢等。
2.工作原理
热管是一种性能优异的导热装置。这种热管由铜管、铜线芯子、磷青铜弹簧以及工作液体(如水)所组成。热管的结构如图4-14所示。芯子利用毛细管现象起到抽吸作用。图4-14中的绝热部起输送作用,热管的工作由蒸发部(加热)、凝聚部(冷却)完成。
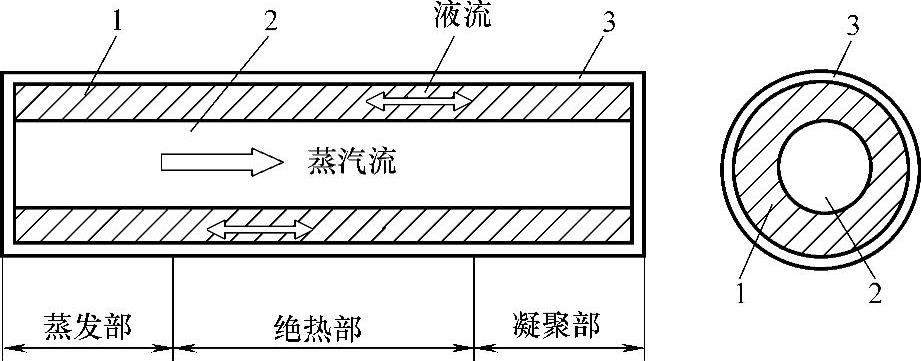
图4-14 热管的结构
1—型芯 2—蒸汽空间 3—密封容器壁
热管的工作原理如图4-15所示。借助加热,工作液体的蒸汽压升高,随之沸腾。蒸汽流有压力差,所以向凝聚部流动。由于是饱和蒸汽,因此即使是较小的温度差,也能凝聚成液体。由于蒸发部的液体饱和度减小,依靠芯子的毛细管作用,产生了液体自补偿。这种凝聚液体靠芯子的毛细管吸力(水平时)或重力(倾斜使用时)又回流到蒸发部,再次蒸发,蒸发流又进一步凝聚,这样形成循环。
这种利用蒸汽和凝聚所吸收的潜热就是热管的导热量,而蒸汽温度便成为了热管的温度。由于是蒸汽,它可到达管内各个部位,因此在热管的全长上呈现等温性。此外,在充入工作液前,管内抽成真空,所以液体易于沸腾蒸发。热管内的水,在压力为13.3Pa时,27℃就能沸腾。而实用的热管,要抽气到0.13Pa才行。但是水在0℃会变成冰。蒸汽压过低时,即使极力减压,变冰的温度也不会再低,也就是管中存在有固相,如图4-16所示出现三相点。在图4-16的临界点以上不能保持液相,而全部汽化,压力显著升高。在图4-17所示的导热方向中,在0~-10℃间导热的工作液是酒精、氟利昂、氨等。
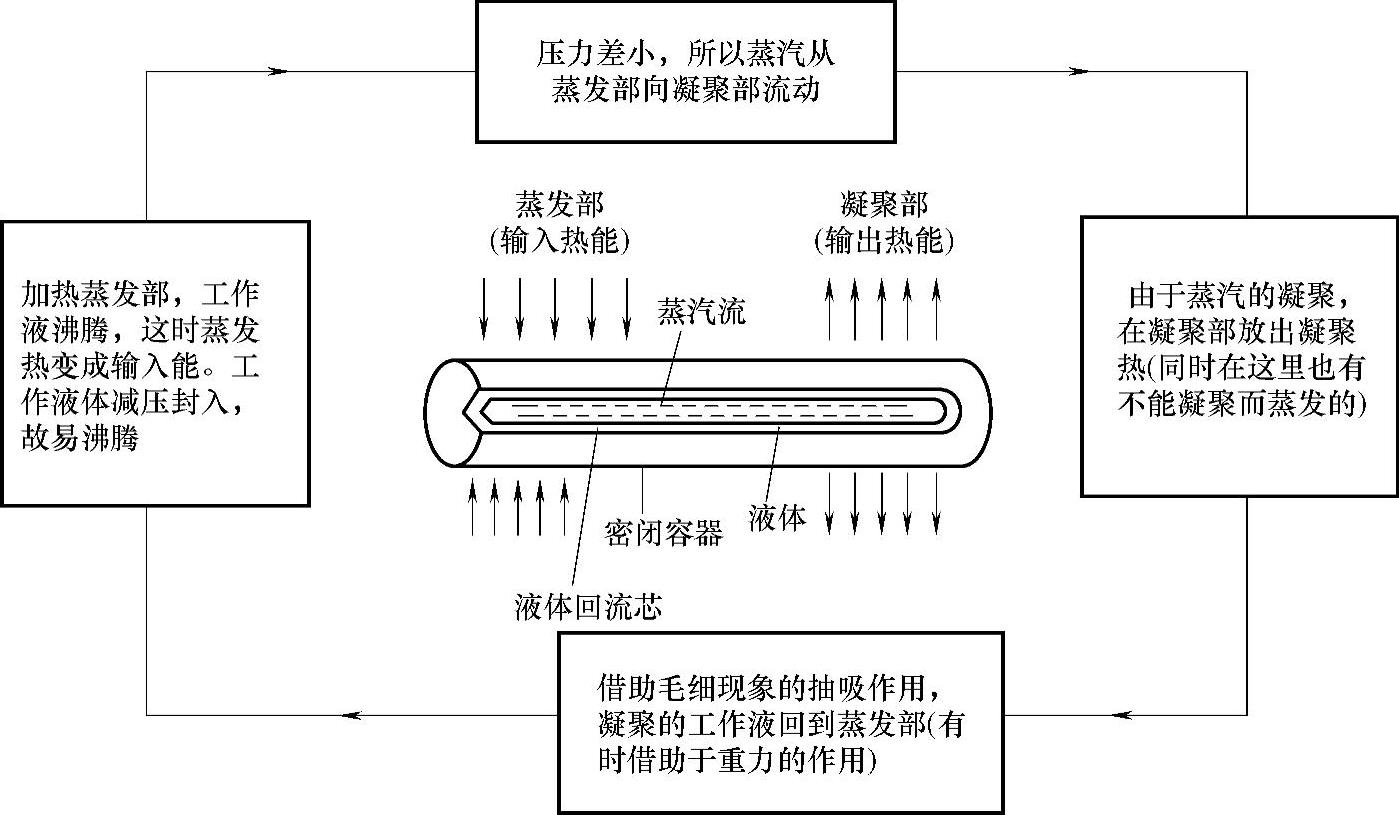
图4-15 热管的工作原理
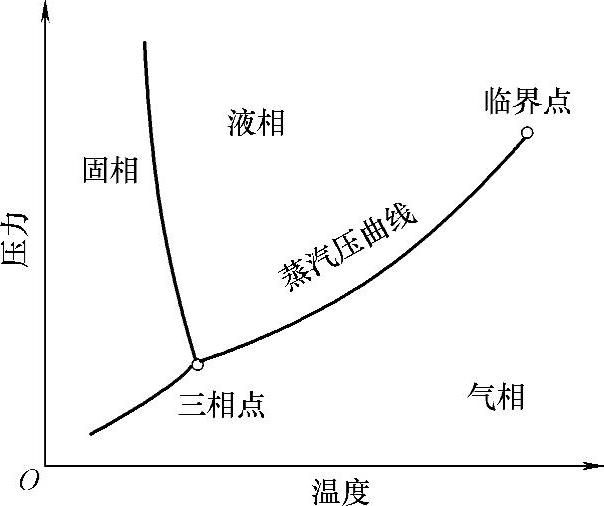
图4-16 一元体系状态图
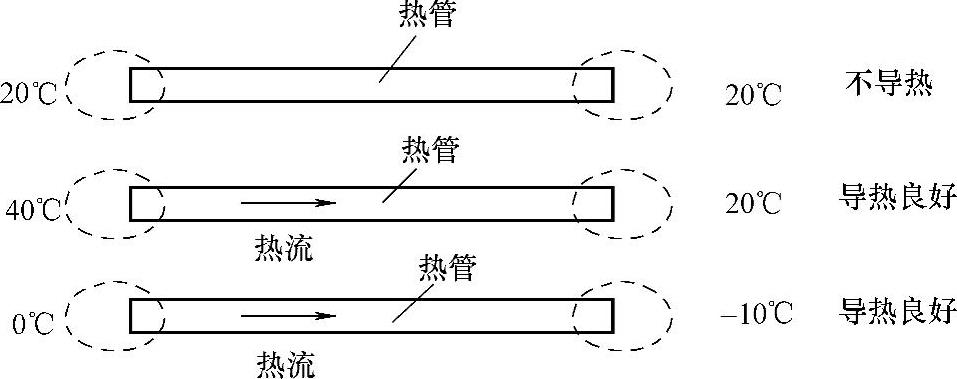
图4-17 热的传导方向
热管的工作特性如图4-18所示。若热管两端产生温差,沸腾是突然发生的,导热量急剧增加。比较而言,这与金属棒直线型的热传导是不同的。热管中由于芯子的种类不同,其吸力也不一样。即使是性能最好的细丝芯子(见图4-19a)当作上热型热管使用时,因为与重力方向相反,也必须把液体升高到顶部。因比,工作液是水的情况下,细丝芯子的高度只能到15cm。倾斜时为长L×倾斜度=高(15cm)。热管内部蒸发和凝聚起主要作用。如果液体不回流到蒸发部,导热作用将停止。停止导热的主要原因有两个:一是顶热的缘故,芯子的吸力不足,液膜不能到达蒸发部;另一个是如图4-18所示的干输出,热管两端的温差过大,输入热的热流束大,液膜被气泡阻止,回不到蒸发部。
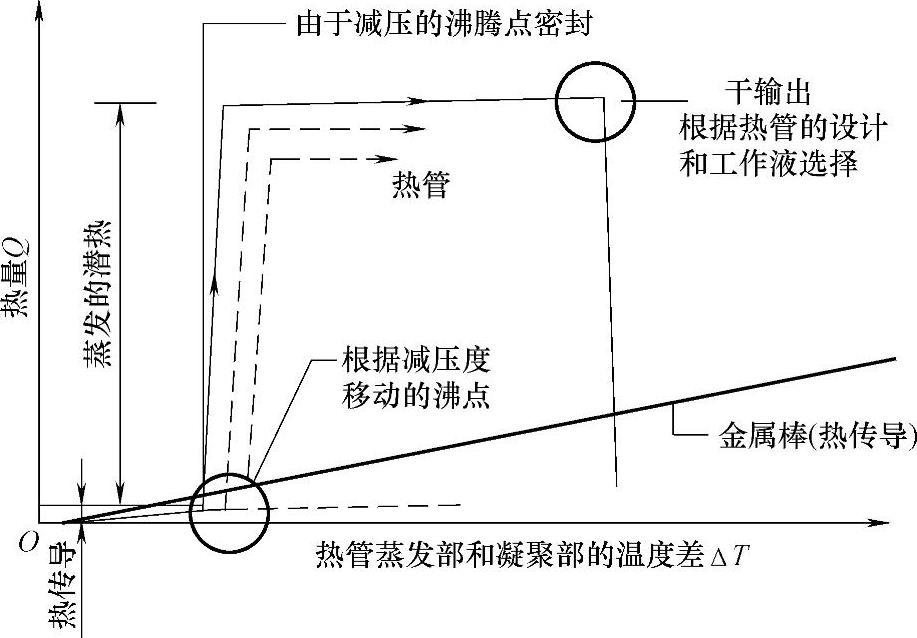
图4-18 热管的工作特性
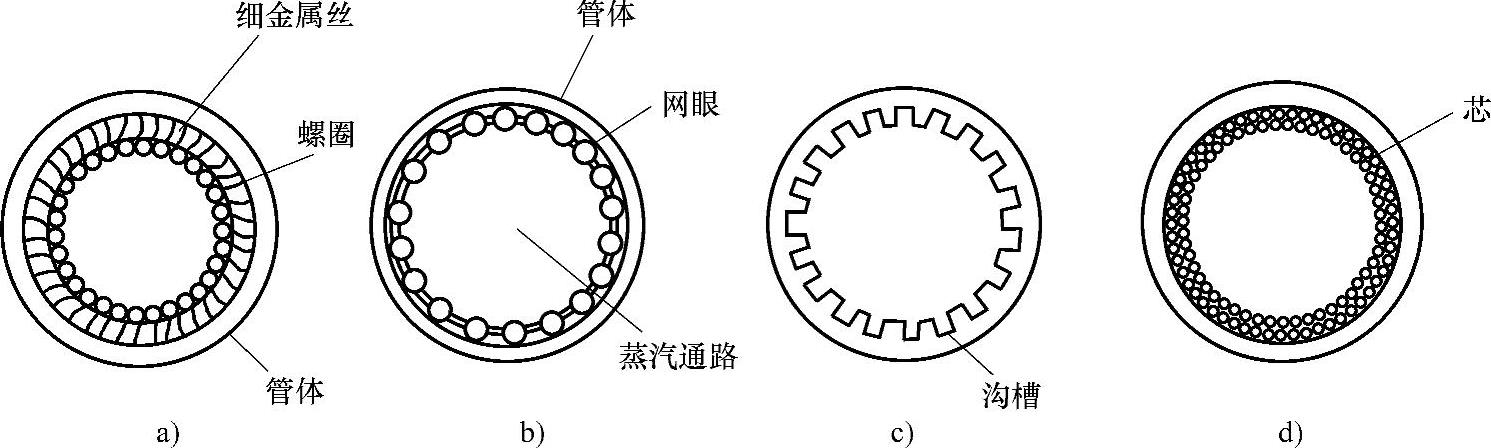
图4-19 热管细丝芯子
a)小直径用细金属丝与螺圈管芯 b)常用的网眼芯 c)大容量的槽芯 d)专用烧结芯
制造热管时应当按照真空容器加工,使用时按压力容器对待。但由于热管直径小,故不受制造压力容器的标准限制。热管两头的结构有密封端(见图4-20),保证真空化。作为压力容器,两端需要包铅焊锡或用罩保护。
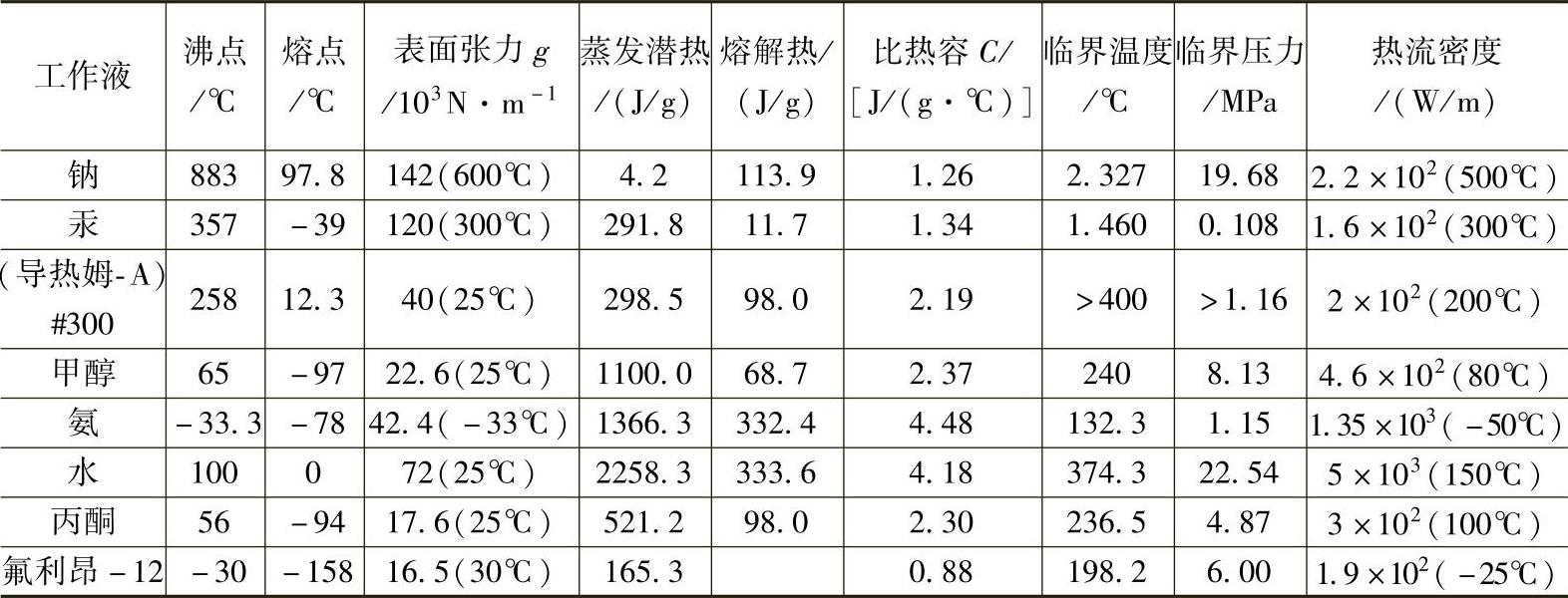
热管的实用温度范围如图4-21所示。热管工作液的性能见表4-4。用水作为工作液时,水温从0℃升高到100℃需要418.7kJ/kg的热量,而将100℃的水变成100℃的水蒸气,则需要潜热2258.8kJ/kg,约为前升温热量的5倍。热管之所以能以极小温差迅速输送热量,就是利用了工作液相变时的潜热交换作用,且内部热阻很小。由此可知,与大气压下的沸腾温度相比,降低气压能在较低温度下沸腾蒸发和凝聚的热管,就是极好的导热热管。标准热管是铜管和水的组合,管内的热导率为4900~8100W/(m2·K)。热管安装位置应使蒸发部处于温度较高的位置,凝聚部处于温度偏低的区域,以便可以达到温度均匀分布,精确度可以达到±0.5℃。
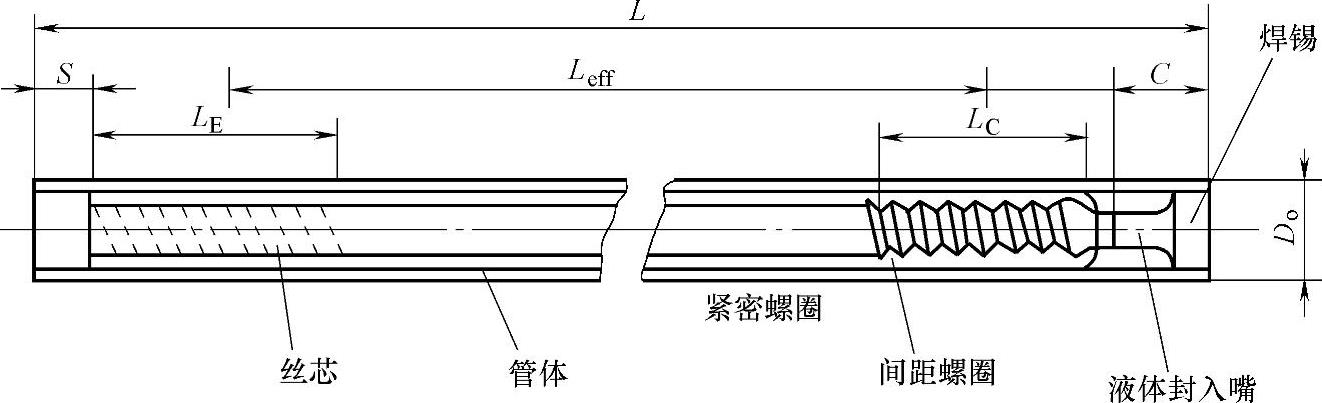
图4-20 热管的工作结构(https://www.xing528.com)
L—全长 LE—受热蒸发部长度 LC—放热凝聚部长度 Leff—有效长度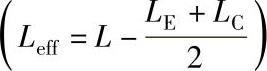 DO—外径 S—加热端密封长度 C—冷端密封长度
DO—外径 S—加热端密封长度 C—冷端密封长度
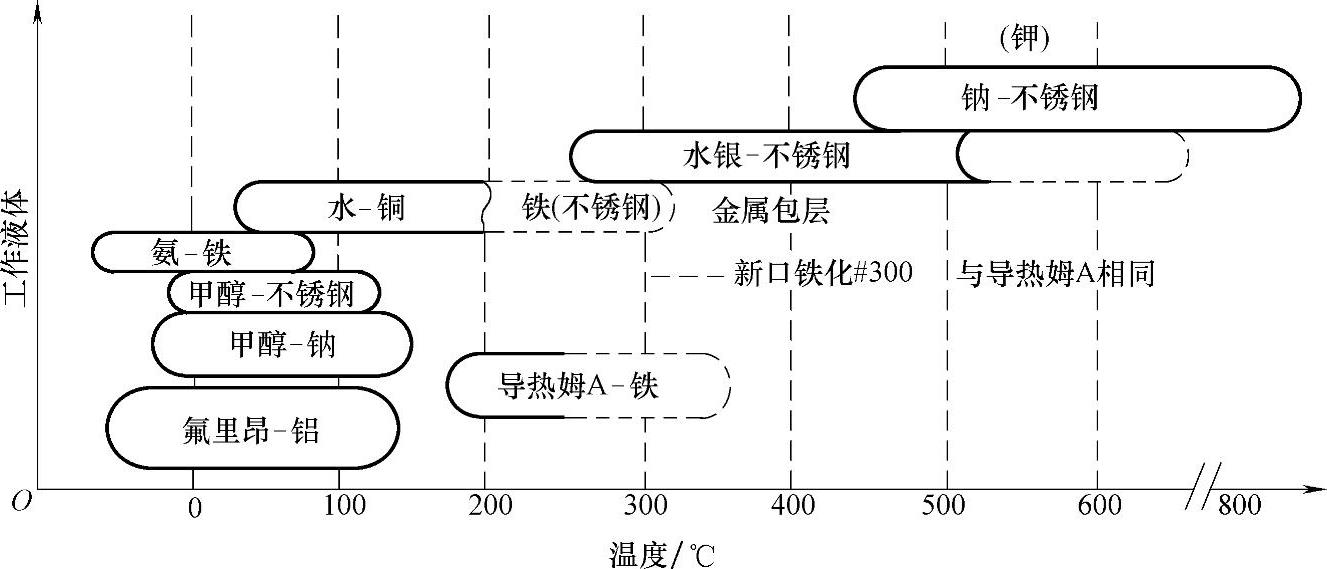
图4-21 热管的实用温度范围
表4-4 热管工作液的性能
热管是导热元件,不能贮存热能,但能将热源沿长度方向转移。热传递能力:液体凝聚的传递>液体蒸发热的传递≥纯金属固态的热导>流体的强制对流热传递>自然对流热传递>辐射热的传递。热管综合利用了热传递的基本形式,即传导、对流和辐射。
3.热管应用
1)热管应用的要点。热管是一种能迅速从热源沿长度方向转移的工具,因此可将热管用于注射模的冷却和热流道流道板和喷嘴的加热。热管的形状和尺寸见表4-5,标准形状热管的是两端密封的铜管,还有带散热片的热管及特殊形状的热管。
热管可以插在注射模的拉料杆里或嵌在细长的型芯里。注射模采用热管冷却可避免水管冷却的一些弊病,如铁锈和水垢阻塞水管,水流不稳定和压力损失大。热管冷却使注塑件的厚壁部位散热较快。散热平衡使制件残余应力小,减小翘曲变形,质量提高。
表4-5 标准形状的热管的形状和尺寸 (单位:mm)
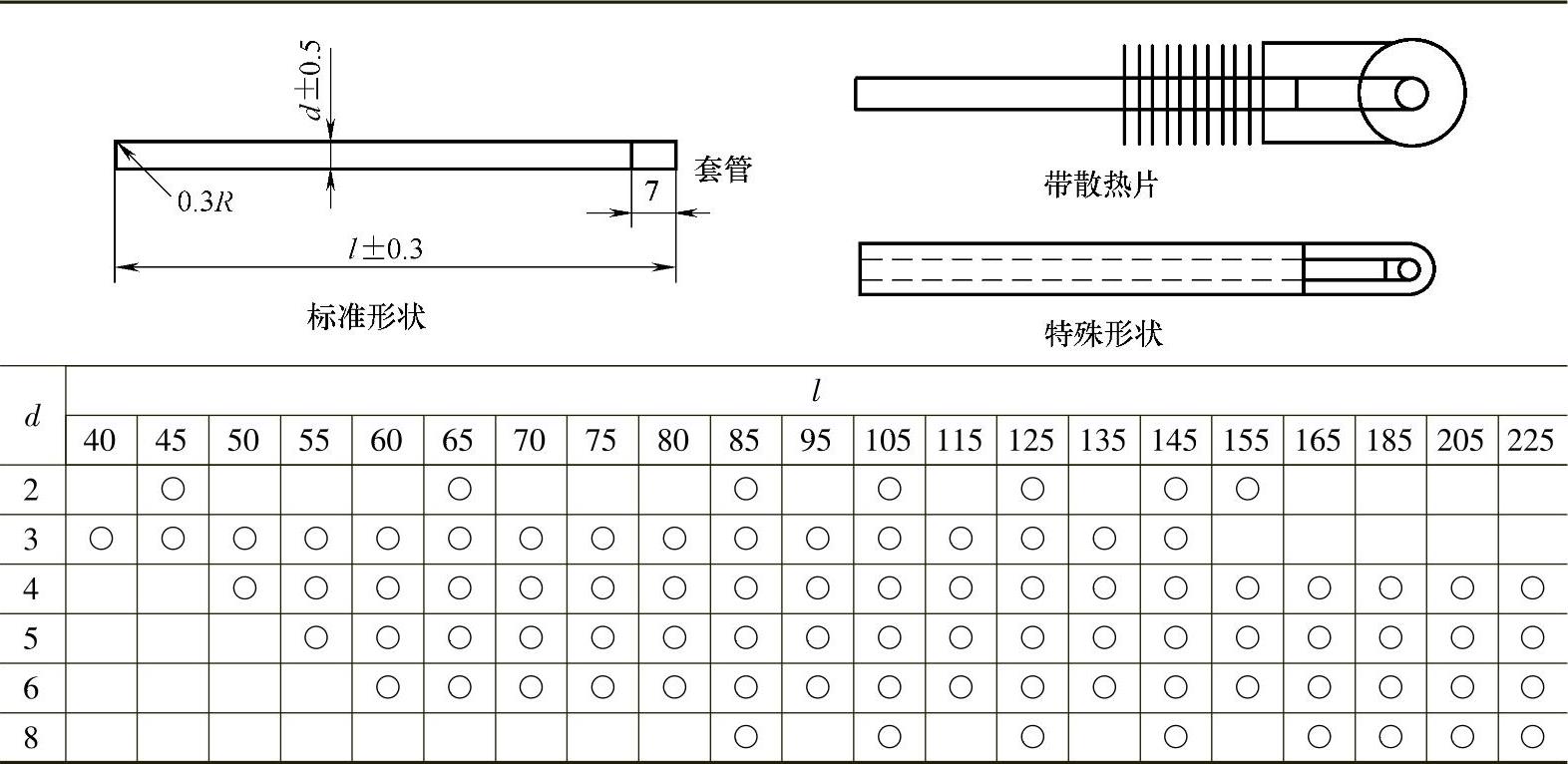
注:○表示有该规格。
水平布置的热管,其直径与输送热量(Qmax)的关系如图4-22所示,有效长度(Leff)与输送热量(Qmax)的关系如图4-23所示。一端卷绕加热丝,另一端强制空冷时,图4-23中的LE∶LC取7∶3可大致达到标准。由图4-22和图4-23两图可知,细径的热管不宜取太长。
热管对热流道流道板的热均衡起着决定性的作用,见图4-24。模板温度差一般为几摄氏度。热管能够克服螺钉、承压圈和支承垫的散热的作用。根据不同的加热温度采用不同的热携带介质,比如水和苯醚等(见表4-4)。水适用于加工温度为50~300℃。热管的有效性还取决于它们的位置。如果热管安装在竖直位置上,有以下两种极端情况:①热源在热管底下的蒸发部,凝聚部凝结的液体在重力作用下回流,效率最高。②高温在热管顶上的蒸发部,凝结的液体在重力作用下向相反方向回流,效率可能为零。
不管热源和热损耗的位置如何,将热管安装在水平位置上会达到最优的效率。
如图4-25所示,单喷嘴的内嵌式热管需要直接加热。现代品牌热流道公司,开放式浇口的分喷嘴已有热管导热的系列标准产品。不但有与流道板压力连接的分喷嘴产品,也有与流道板螺纹连接的热管分喷嘴产品。这类热管导热的喷嘴最高工作温度可达343℃。喷嘴长度大于50mm,通常需要额外加热器。4.1.3节所述的由流道板导热的分喷嘴,内嵌热管后间接加热的喷嘴长度提高了数倍。
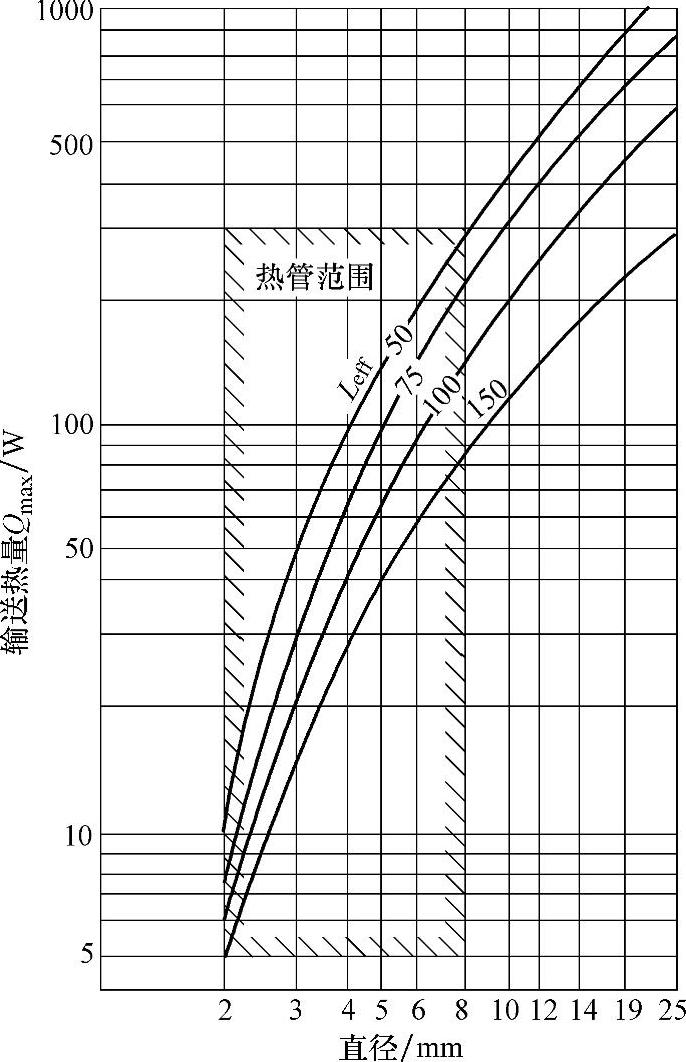
图4-22 热管的直径与输送热量的关系
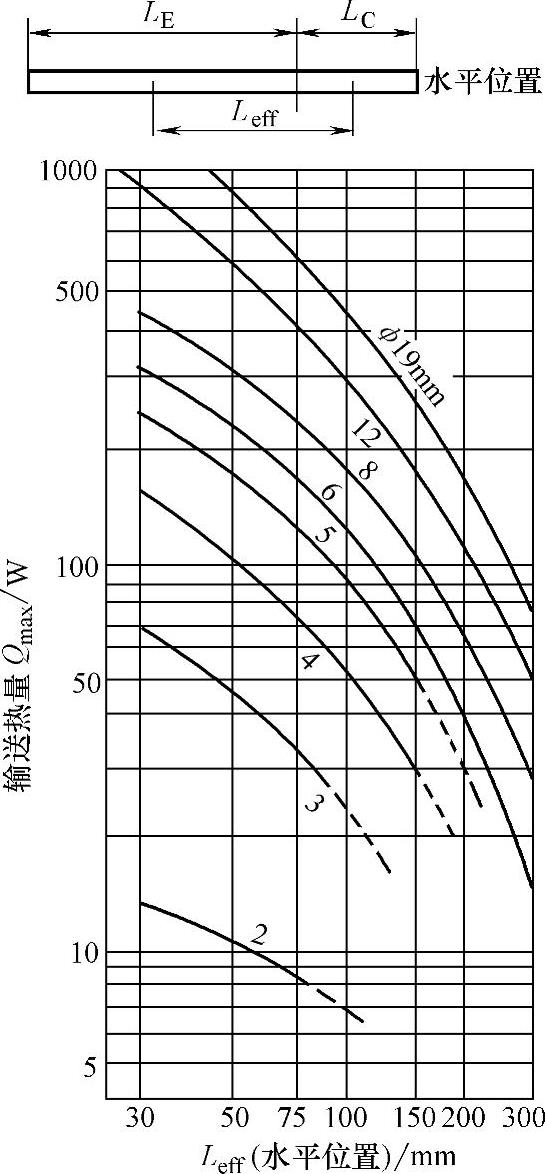
图4-23 热管的有效长度与输送热量的关系
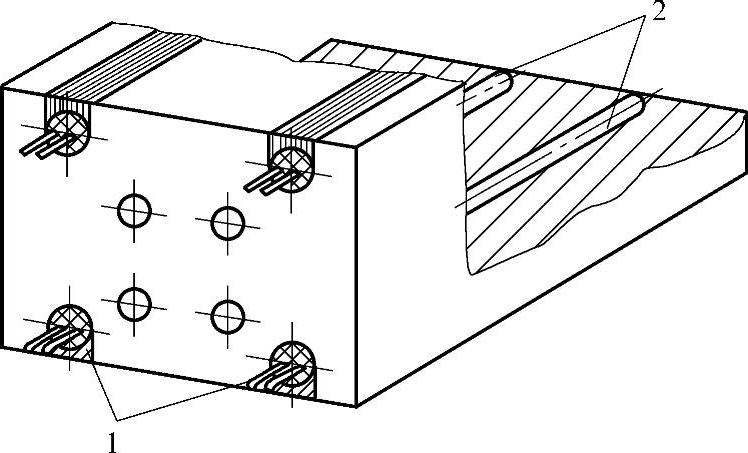
图4-24 热管用于流道板
1—筒棒式加热器 2—热管
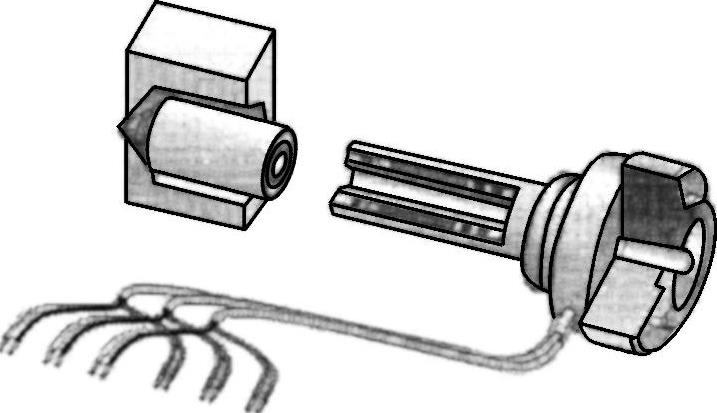
图4-25 热管用于单喷嘴
2)热管用于热流道系统的优越性。
①由于热管在长度方向上实现了温度自动调节和补偿,故流道板和喷嘴的温度均匀一致,升温快。流道板一般仅需20min便可达到工作温度。喷嘴头与热源的温差在2℃内。
②装嵌热管的流道板和喷嘴,单位体积功率仅需1.2W/cm3,而现用的电阻加热器的单位体积功率需1.8~3.0W/cm3。
③可减少加热区和温控点,简化结构和线路,减少温度控制系统的装置。
④流道板和喷嘴加热效率提高和温度均匀,保证了塑料熔体温度的精度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。