



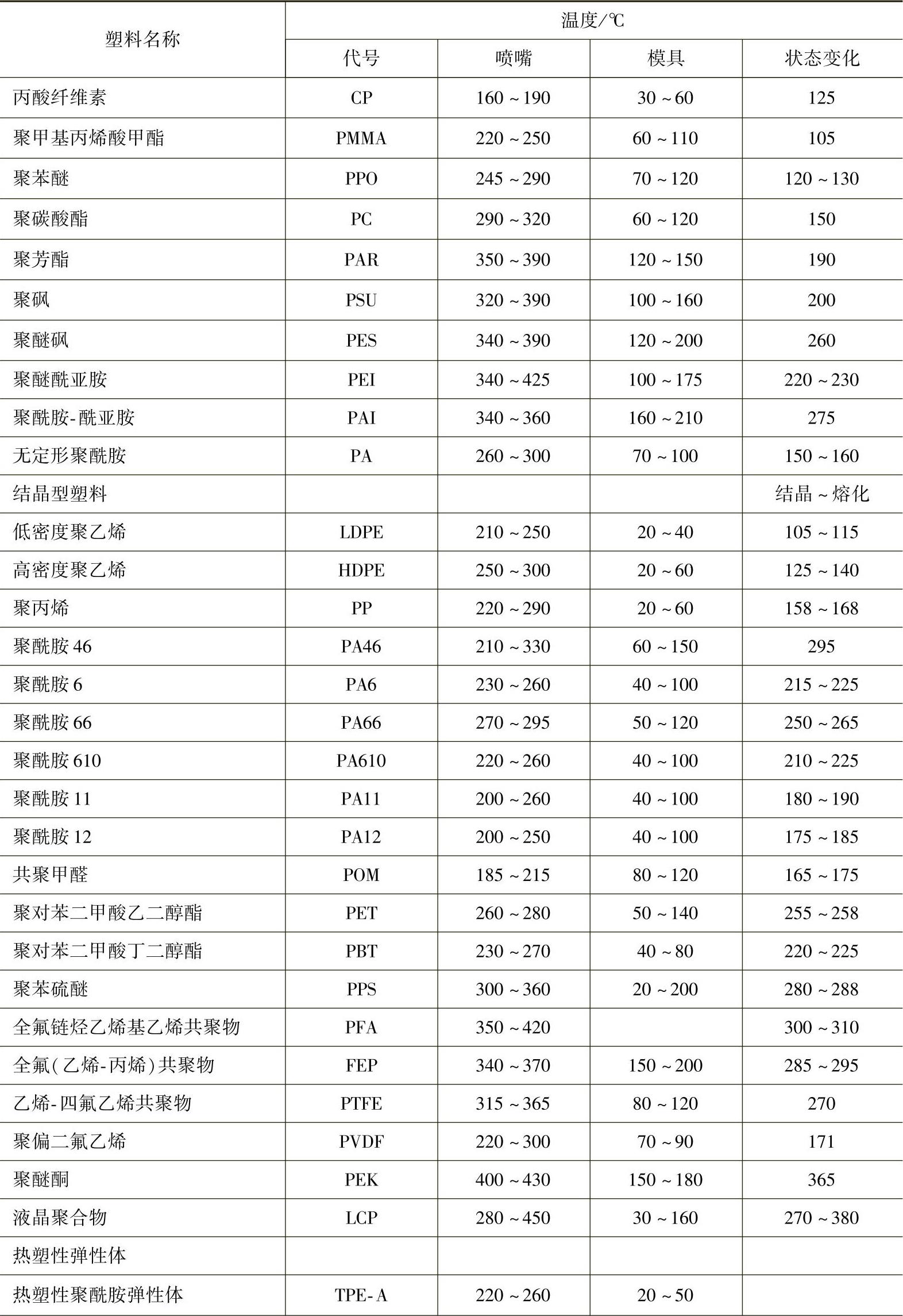
无定形塑料、结晶型塑料和热塑性弹性体的状态转化时热性能不同,所以考虑热流道系统的喷嘴、流道和浇口的加热的准则也有区别。表2-9列出了热流道技术的温度范围。
表2-9 热流道技术的温度范围

(续)
(续)
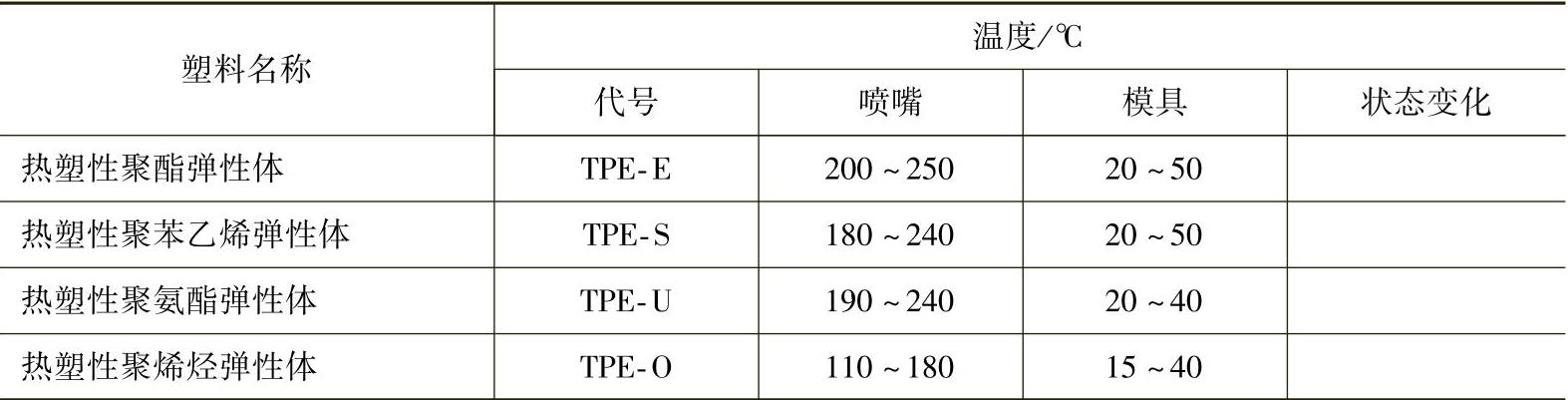
注:1.注射机喷嘴温度等于热流道喷嘴温度。
2.状态变化栏中,前者是固化或结晶的温度,后者是熔化温度。
下面根据塑料热状态的分类特征,对表2-9中的热流道技术的温度范围做进一步说明。
(1)无定形塑料
1)除了注射PVC和CA,整个热流道系统允许有较大的温度波动。
2)喷嘴的浇口会将热量传递给模具型腔,如果喷嘴的接触表面太热,会使注塑件表面变形,甚至烧伤。
3)浇口中塑料固化需要浇口区域有较低的温度,因此需选用对冷却敏感的材料制造浇口。
(2)结晶型塑料
1)保压期间要保持浇口开放。为阻止浇口快速固化,需要高温的浇口区。喷嘴的顶端应设置绝热区。(https://www.xing528.com)
2)为保持POM和PA等料温在较窄的温度范围内,热流道喷嘴应有良好的导热性。为此设计多个区域的精确的温度控制系统。
3)在这些浇口中都有冷料柱塞头,它将与塑料熔体一起注射到型腔。
(3)热塑性弹性体
热塑性弹性体的加热温度在玻璃态转化温度以上,固化是逐渐演变的过程,有较低的硬度和很高的断裂伸长率。
1)浇口直径应较小,并有锐边促使浇口凝料破裂分离。
2)可使用针阀式喷嘴,避免在浇口断开位置上有凹陷。
表2-10列出了塑料的温度特征和流动性的比较。通过表2-10可进一步了解塑料加工的温度范围、浇口区的温度特征和塑料熔体的流动性(表中的塑料名称和代号可对照表2-9)。
表2-10中的注射温度为熔体最高注射温度,倘若进一步升温,会使高分子链分解,塑料会因过热被破坏。无定形塑料在玻璃态转化温度以上时逐步软化,处于高弹态时可进行热成型等加工,但注射加工要达到表2-9所列的熔化温度以上。表2-10中的加工温度范围是从玻璃态转化温度开始,计算到最高注射温度,如ABS,从110℃到250℃,ΔT=140℃。实际上热流道注射加工时喷嘴和浇口的温度范围为180~250℃,ΔT=70℃。无定形塑料的注射加工温度范围大于结晶型塑料。大多数结晶型塑料的注射加工温度范围ΔT小于60℃。结晶型塑料PA66的喷嘴温度范围为285℃~255℃,最高注射温度与结晶温度之间的加工温度范围较小。
表2-10 塑料的温度特征和流动性的比较
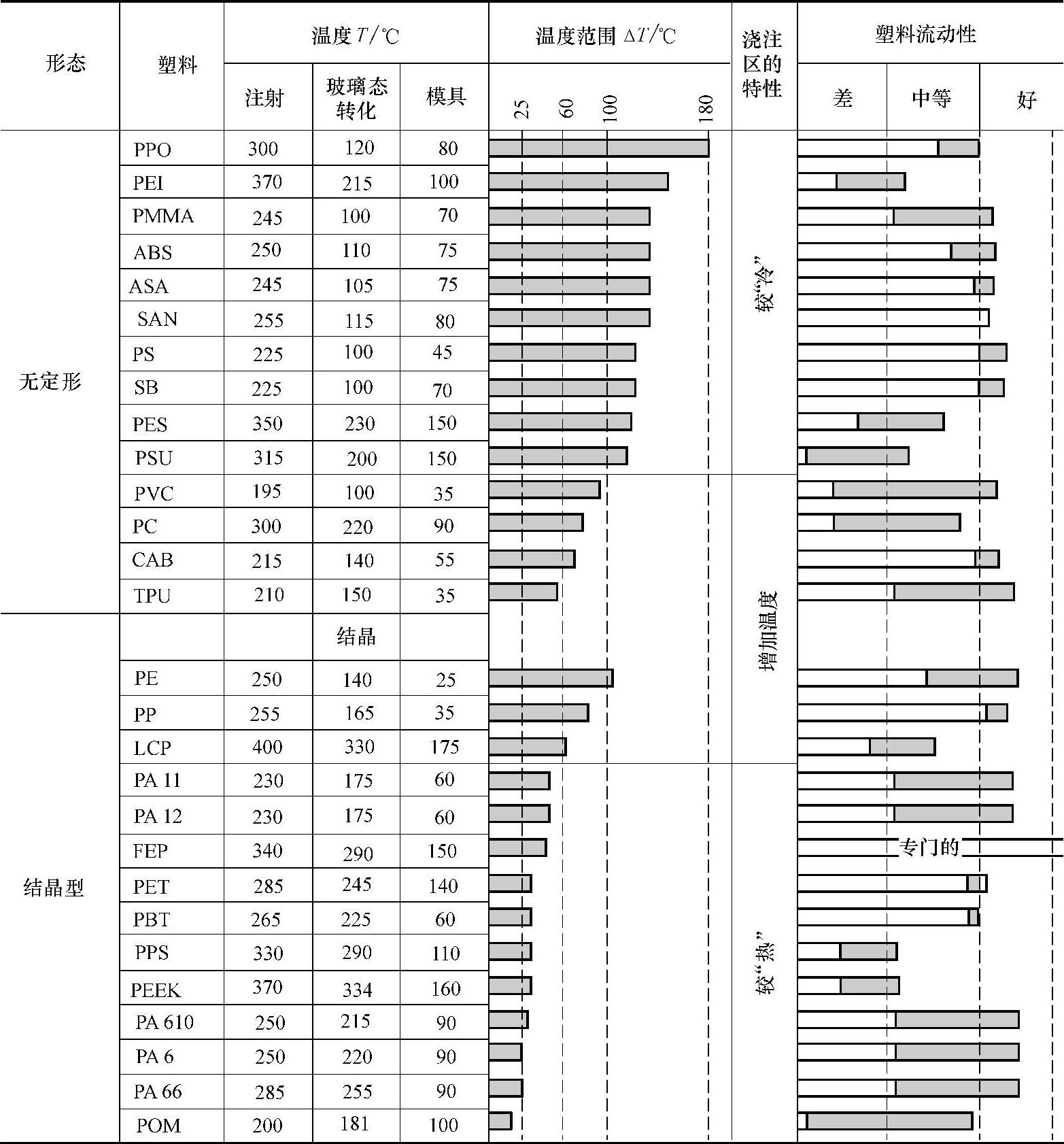
表2-10中排列在前的大部分无定形塑料的注射加工的温度范围较宽,塑料熔体的冷却固化较慢。浇口区域要求有较“冷”温度,以使浇口冻结较快,缩短注射循环时间。
表2-10中排列在后的大多数结晶型塑料的注射加工的温度范围较窄。浇口区域要维持较高的温度才能避免过早冻结,从而保证“热”浇口慢冷,让制品受到充分的保压补缩。
对于表2-10中的PVC、PC、TPU、PE和PP等塑料,注射时浇口区域需“温”,以适宜温度使浇口在保压补缩后及时凝固。
在热流道浇注中,要区别两类不同固化速度的结晶型塑料。一类是快速结晶固化的POM和PA等塑料,排列在表2-10的下半部分,其浇口区域要“热”;另一类是固化较慢的PE和PP等塑料,其浇口区域要“温”。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。