



按储存方式的不同,LNG储罐的结构、材料和焊接方式有很大的差别。船载LNG储罐有常压储存和带压储存两种方式。带压储罐具有一定的压力承受能力,这就要求罐体材料有较高的强度、重量要轻,因此一般选择强度级别较高的高强钢。常压储罐要求的罐体材料具有的性能不是强度,而是很好的低温性能。
船载LNG储罐的建造法规,除了要符合压力容器制造的一般法规外,还必须遵循国际海事组织(IMO)制订的《散装运输液化天然气体船舶构造和设备规则》,拟入级的船级社的液化气体船规范中关于压力容器部分的要求。
本节以常用的带半球形封头的卧式圆柱形储罐为例,简要说明其焊接工艺。该卧式圆柱形储罐由玻璃钢支座支撑,罐体上装有气室、深井泵座和集水器等部件。
(1)材料选择 对于安装在船舶上的储罐,为提高传播承载能力,应尽量减轻其重量。为避免大罐体焊接后的热处理,根据国际上允许省略焊后热处理的规定,所用材料厚度不应大于38mm。通过强度计算,可以确定罐体厚度,并选用耐低温的奥氏体不锈钢、质量分数为9%Ni钢、质量分数为36%Ni钢。筒体和封头可以根据需要选用不同的材料。
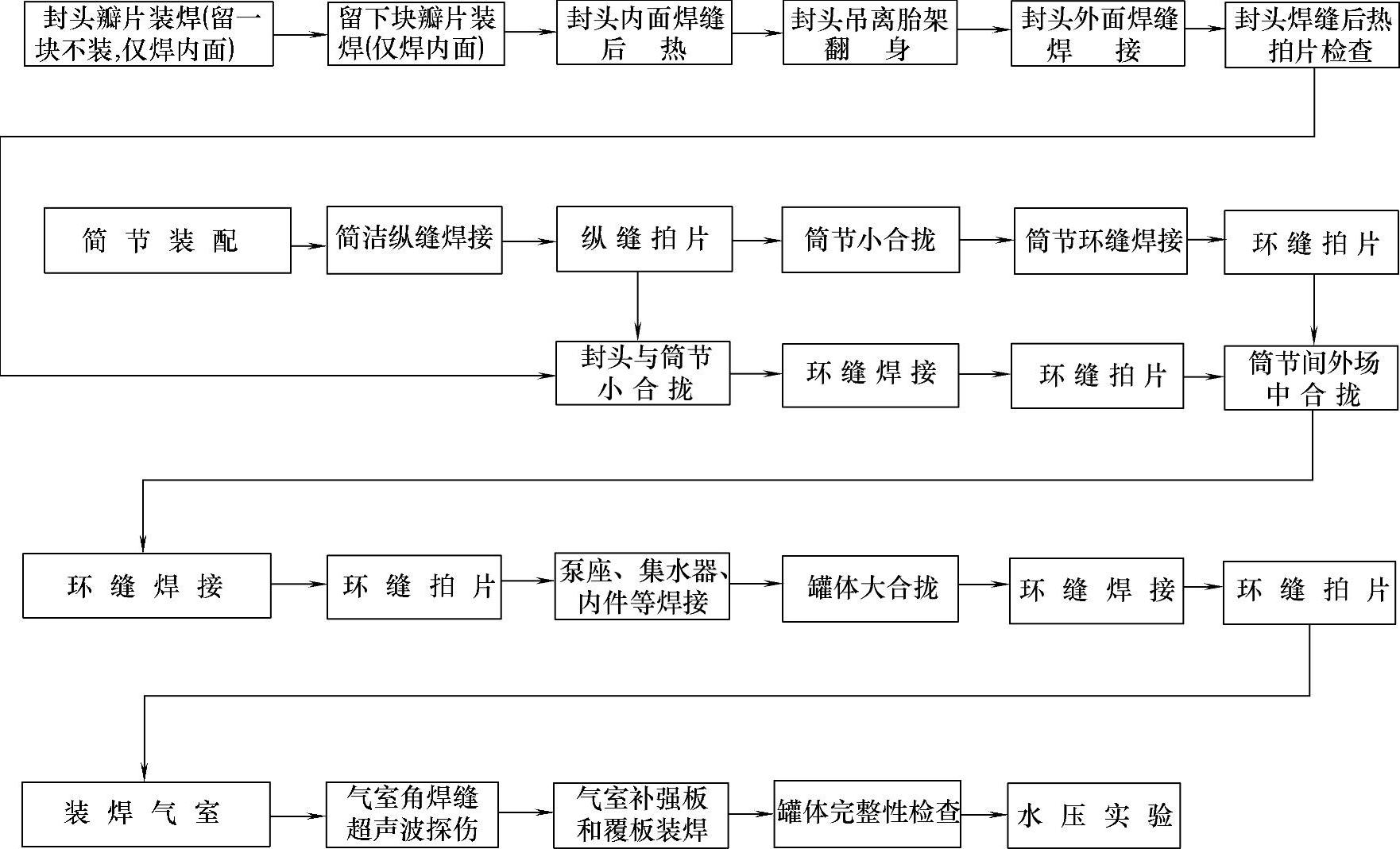
(2)罐体焊接 罐体焊接的主要工艺流程见图6-16。
1)根据罐体材料的强度和韧性特点,选择合适的罐体焊接材料(焊条),焊接方式(平焊、立焊、横焊等)。
2)确定焊接预热温度、层间温度、后热的温度及时间,参见表6-47和表6-48。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-16 罐体焊接的主要工艺流程
3)确定焊接线能量,因为其显著地影响热影响区的硬度和冲击韧性。
焊条电弧焊时,除焊接电流和电压外,一般很难控制焊接速度,习惯上以一根焊条施焊的长度与焊条熔化长度的比值AV来表示。通过下式计算焊接线能量E:

式中,L是焊条在t时间内所熔化的长度。这样就可得出E与AV之间的对应值。按规定选取合适的线能量,可求得AV值,从而计算出每种焊条应能熔敷的焊缝长度。采用这种焊接工艺参数所得到的焊接接头冲击韧性较好,并符合规定的硬度。
需要注意的是焊接顺序。焊缝应连续焊完,如因故中断焊接,必须立即进行后热处理。对于较厚的板,一次连续焊满应力较大,需采用分层焊接方式。每层均应采用退火焊道法。
(3)探伤检查和水压试验 罐体所有对接焊缝清根后,在预想状态下经100%磁粉探伤。整条焊缝焊满后,再经100%射线探伤。罐体大合拢后,经1.5倍设计压力的水压试验3h,无渗漏,变形。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。