



液化天然气的工作温度是-162℃,这就要求LNG生产、运输设备及储罐的焊接金属与母材等具有较高的低温韧性、低热膨胀系数、低热导率、优良的焊接性。由于体心立方晶体(BCC)的材料在低温状态下,屈服强度与抗拉强度增高,伸长率降低,易产生脆性破坏,故尽可能采用在低温区呈面心立方晶格(FCC)的高延性材料,如奥氏体不锈钢、铝合金制作的低温构件。主焊缝用埋弧焊,部分焊缝用焊条电弧焊。
一般母体的材料是奥氏体不锈钢、质量分数为9%Ni钢、质量分数为36%Ni钢(又称殷钢)、铝合金等。0~-50℃的焊接结构采用以Mn为主要合金元素的低合金钢。在-50~-150℃时,主要采用质量分数为2.5%~9%Ni钢,-150~-200℃采用质量分数为9%Ni钢或奥氏体不锈钢。随着Ni含量的增多,钢的淬透性增强。通常控制C含量偏下限,以减少焊接过程快速加热、冷却所引起的微裂纹倾向。这种微裂纹往往是焊接构件低温脆性破坏的起始点。焊前一般预热至100℃。
焊接材料选择的标准是保证焊缝性能不低于母材,韧性指标应是注意的重点。埋弧焊时用镍基合金焊条,焊条电弧焊时需采用因科镍合金焊条。表6-45列出焊接材料形成的熔敷金属的化学成分和力学性能。埋弧焊生产率高,但因线能量大,易产生热裂纹,必须严格选择焊丝与焊剂的匹配,最好采用含Mo焊丝与碱性焊剂。焊接热影响区800~500℃阶段的冷却速度,对抗脆性破坏能力有很大影响。ASME要求冷变形超过3%的构件,要进行消除应力热处理,质量分数为9%Ni钢焊接后,经热处理(600℃)后不宜缓冷,以空冷为佳。
对应于LNG低温储罐的焊接,国际上采用的主要标准是ASME、API、NV、BS等。这些标准对焊接接头抗拉强度和冲击韧性的要求不尽相同。表6-46列出质量分数为9%Ni钢的焊接接头技术指标。
表6-45 焊接材料形成的熔敷金属的化学成分和力学性能(https://www.xing528.com)
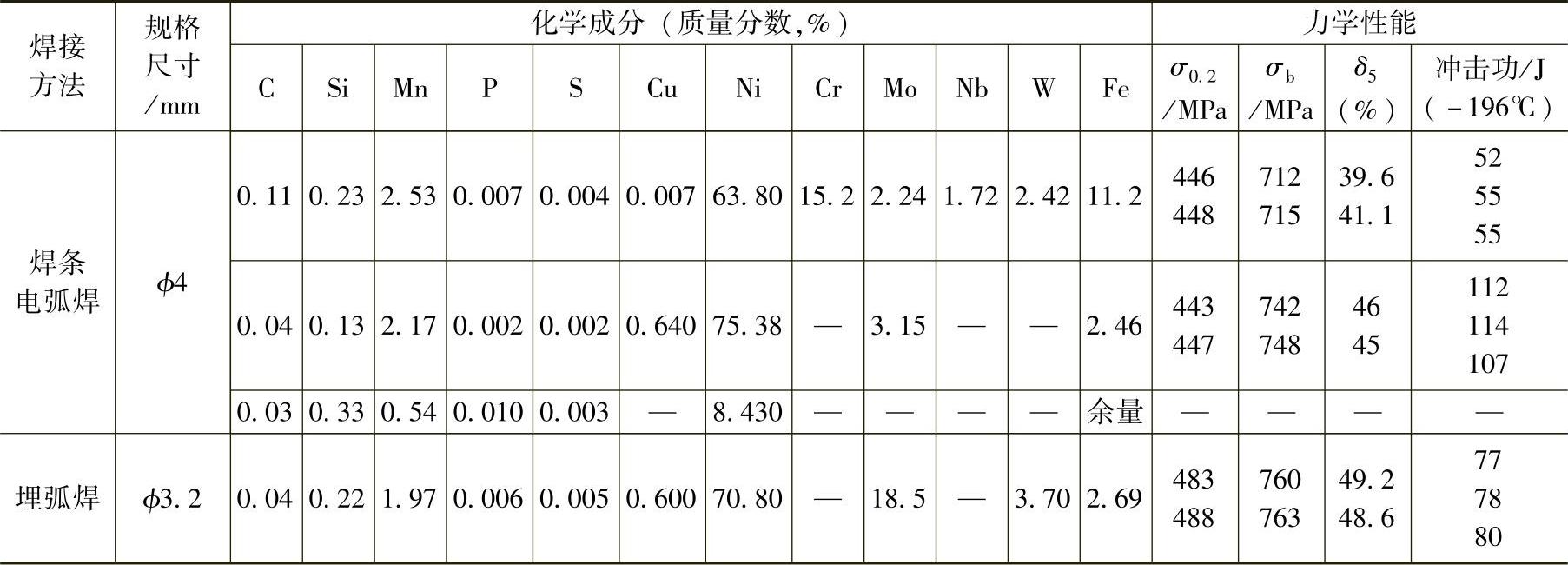
表6-46 质量分数为9%Ni钢的焊接接头技术指标

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。