



基本负荷型(基地型)天然气液化装置的生产容量稳步上升。这一方面是经济上合理;另一方面是现代LNG生产装置应用了比以往更大的设备。基本负荷型液化装置的液化和储存连续进行,装置的液化能力一般在106m3/d以上。基本负荷型天然气液化装置主要用于天然气的远洋运输,进行国际间LNG的贸易。它除了液化装置和公用工程以外,还配有港口设备、栈桥及其他装运设备。在相应的输入国,要建设LNG进口接收站,配备卸货装置、储罐、再汽化装置和送气设备等。
基本负荷型天然气液化装置由天然气预处理流程、液化流程、储存系统、控制系统、装卸设施及消防系统等组成,是一个复杂庞大的系统工程,投资高达数十亿美元。如年产600万t的LNG项目,从天然气生产、液化到LNG运输,不包括LNG接收和下游用户,投资约需60~80亿美元。项目建设一般需以20~25年的长期供货合同为前提。由于项目投资巨大,LNG项目大多由壳牌、道达尔等大型跨国石油公司与资源拥有国政府合资建设[1]。
对于基本负荷型天然气液化装置,其液化单元常采用级联式液化流程和混合制冷剂液化流程。20世纪60年代最早建设的天然气液化装置,采用当时技术成熟的级联式液化流程。到70年代又转而采用流程大为简化的混合制冷剂液化流程。20世纪80年代后,新建与扩建的基本负荷型天然气液化装置,几乎无例外地采用丙烷预冷混合制冷剂液化流程。
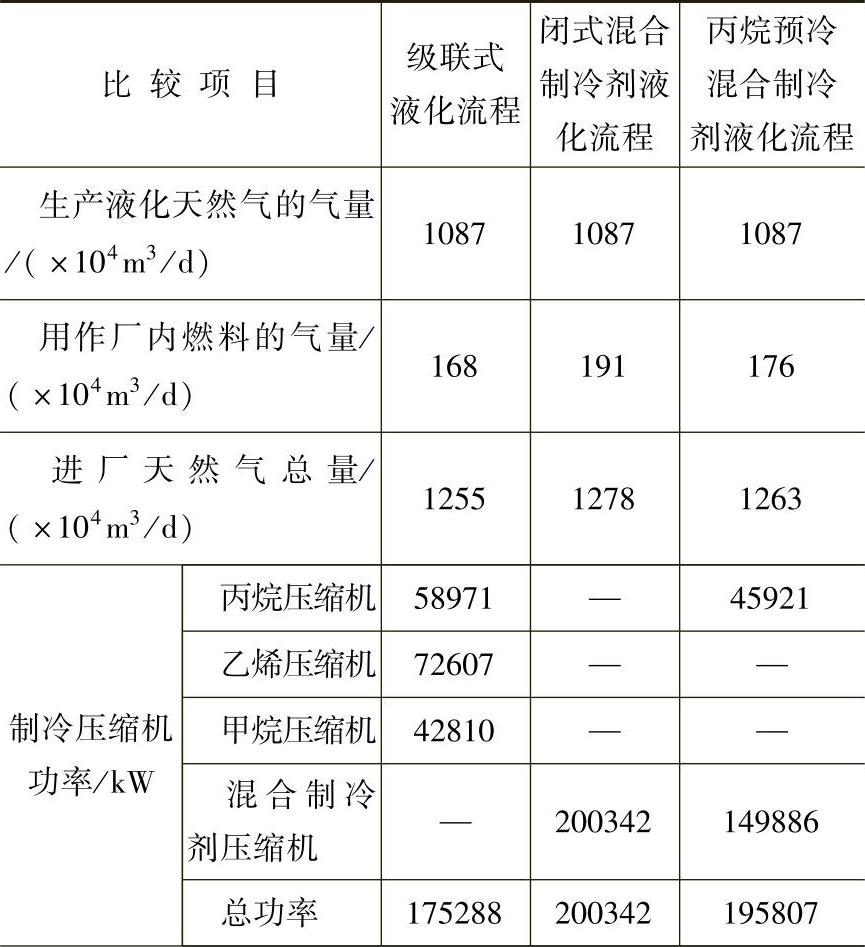
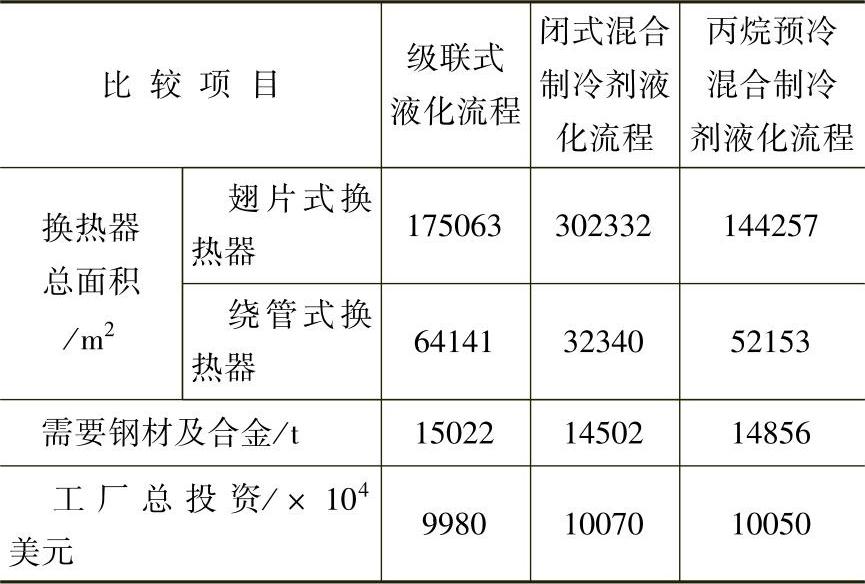
基本负荷型天然气液化装置主要采用上述三种液化装置,其主要指标的比较见表2-33。
表2-33 三种液化装置主要指标的比较
(续)
1.天然气预处理和重组分脱除
从油田和气田里生产出来的天然气通常含有杂质。为了满足LNG和天然气销售的要求,必须在一定程度上除去某些重烃成分和杂质。气流中常见的成分和杂质包括:烃类液体、二氧化碳、氮气、硫化氢、硫化合物(如COS,硫醇)、芳烃、水蒸气、汞等。
在液化设备内,二氧化碳、水蒸气和芳烃可在换热器表面结冰,从而降低了冷却效率并可能造成堵塞。汞是天然气中常见的恒量物质,会腐蚀低温换热器的常用材料铝。表2-34列出了基地型液化厂原料气中典型的杂质含量。
表2-34 LNG产品规格

(1)天然气接收和液态烃脱除 天然气接收设施除了接收原料气之外,还分离出在连接LNG厂的传输管道中形成的液体。这些液体包括游离水和重组分化合物,液体分离通常是通过陆上接收设施中的段塞流捕集器实现的。这些液态烃将根据其组分不同,被送往NGL蒸馏设备、凝析油稳定装置或储存罐;水则直接排放和/或送至处理设备。如果气田生产和LNG厂属于不同所有者,就需要在接收设施对气进行计量。如果输气管线压力大于LNG厂的操作压力,原料气则必须在此减压。在有些情况下,如原料气压力低,还需要进行压缩,以便达到LNG厂的操作压力。在设计液化厂时,LNG厂的操作压力是必须考虑的主要参数。
(2)脱酸气 通常原料气经处理后,达到的最大硫化氢的体积分数为(3~3.5)×10-6,二氧化碳的体积分数不超过50×10-6。原料气中可能还有一些其他含硫化合物,如硫醇、硫化碳,这些需要进行脱除,以满足规范要求。总含硫量应限制在30mg/m3。由于传统的胺工艺在管道气处理中已经得到了多种应用,酸气处理技术日益完善。其他专有溶剂,如亚硫酸酰和Ucarsol也可使用。对于酸气含量较高的原料气,可采取几种方法综合使用。
在基地型液化厂中,以下几种脱酸气系统已有应用:①脱MEA,MDEA系统;②脱Benfield Hipure系统;③脱MEA&UCARSOL系统;④脱亚硫酸酰系统;⑤脱DGA系统;⑥脱DEA系统。
酸气处理厂排出的气体可送往克劳斯装置中进行硫回收尾气处理,但硫回收的量必须足够大,以满足投资要求或者环保规范中要求硫回收的程度。含硫量较低的排出气常常用于燃烧或焚烧,严格的环保规范会禁止这种做法,并要求进行再处理。
(3)脱水 剩余的水蒸气必须从天然气中脱除,以防止其在设备的低温部位结冰。使用简单的空气冷却器或水冷却器,使天然气在高于水化物形成的温度以上进行预冷,游离水就会凝结并分离出来;然后将天然气送到分子筛吸附装置中,将水蒸气的含量降低到体积分数0.1×10-6以下。也可以使用TEG接触后使用分子筛脱水。
(4)脱汞 由于汞会对铝制或铝合金制的管线和设备造成腐蚀,所以必须在原料气进入LNG厂的低温区之前脱汞。铝是液化厂低温换热器的常用材料,脱汞设备有放置在酸气处理之前,也有放置在脱水装置和LNG厂天然气进入的低温区之间。脱汞最常见的方法是将活性炭与原料气接触。活性炭通常含有一种可以与汞化学反应的化合物,如硫,从而大大地提高了对汞的吸附能力。残余炭将掩埋,若环保要求不允许,则进行再生处理。
(5)脱氮 要满足LNG产品规范要求,必须脱掉原料气中包含的多余的氮。LNG中氮含量过高将降低LNG的热值或不合格。如果原料气中含重组分多,可少脱氮以达到产品热值要求;如果要脱的氮量很少或者为零,则用主深冷换热器将LNG深冷到-160℃,并在输送到LNG储罐时减压。使用“深冷”方案,LNG被送往LNG储罐时,产生的闪蒸气很少。如果需要脱氮,则低温换热器中的LNG不进行彻底冷却,温度只降低到-150℃,温度降到-160℃的冷却通过减压到大气压来完成。减压膨胀会使部分LNG汽化,尤其是大部分氮会蒸发。闪蒸气经压缩并经换热器将冷能回收后,作为液化厂燃料使用,闪蒸后的LNG液体泵入储罐,这种方法称为“末端闪蒸”方案。“末端闪蒸”方案比“深冷”方案热效率更高,所需压缩功率也小,但需要的设备多,所以是否需要脱氮常常决定着是否使用末端闪蒸。
(6)液态烃提取 液态烃或NGL必须从原料气中分离,原因如下:
1)防止其在液化区冻结。
2)为液化工艺补充制冷剂。
3)控制热值以达到LNG买主的规格要求。
4)提供额外收入来源。
在原料气流冷却的过程中,重组分凝结并通过液体分离装置脱除。最初的“预冷”一般通过冷却来实现,这也是液化工艺的组成部分;也可通过在气预处理区加一个焦耳-汤姆逊减压阀,通过膨胀达到冷却。
重组分的脱除标准取决于原料气中NGL含量,NGL量较低的天然气(贫气),为防止冻结,可能只需要脱去戊烷和重组分;另外,天然气中含有轻质NGL(乙烷、丙烷、丁烷)可能很少,如不够对制冷剂的补充,液化厂需进口制冷剂。
将提取出的NGL产品进行销售,可以为LNG项目获得相当可观的额外收入。很多基地型LNG厂都配备了回收、输出NGL和凝析油的设施。回收的NGL再通过蒸馏塔分离乙烷、丙烷和丁烷,以便单独销售此类产品。
丙烷和丁烷可通过脱丙烷塔和脱丁烷塔的冷凝器,变成液体回收。这些液体既可以用来补充制冷剂,也可以输送到储罐和外输设备。脱乙烷塔顶气常用作液化厂的燃料气;塔上部的侧面取出的为液态乙烷产品,可作为制冷剂补充;剩余部分视LNG规格要求,也可加回到LNG产品中。
LNG厂脱乙烷塔顶气,除可作为工厂的燃料外,也可作为原料提供给附近的裂化装置。目前大多数LNG厂的设计,没有考虑将乙烷作为原料向裂化装置提供,只有斯基克达的LNG厂是例外,向附近的一座小型裂化厂供应乙烷。
如果LNG厂要将乙烷供给到世界级的裂化装置中,必须设计成能回收更多的乙烷。可以通过采用焦耳-汤姆逊阀门或涡轮膨胀机,降低洗涤塔和液化设施的操作压力来实现。可以在洗涤塔的上游增加制冷设备,但是,增加额外的设备会增加液化厂的成本,使液化厂降压,也降低运行的效率。这些成本只能从乙烷作为裂化原料的销售收入来弥补。还应注意,要回收更多乙烷而改变设计,也可能会增加LPG的回收量。
2.液化生产线
(1)LNG生产线的规模 许多因素会对LNG生产线的规模产生影响,例如:气田的规模;给LNG厂供气管线输送能力;液化工艺的驱动设备尺寸以及终端市场的大小。许多相对规模小的LNG生产线(<450万t/a)备受推崇,这是因为它们易于融资,可开发小规模孤立气田,并且可以扩建以满足市场需求的发展。已经投产的许多较大规模项目(>450万t/a),还有一些正在建设中,目的是实现更大的规模经济。
事实上,国际上最大的LNG开发商们已把目光投向了产能高的液化厂(500~800万t/a)。尽管生产线产能比过去大了些,过去十年的LNG生产线的年产规模在200~520万t。全世界LNG生产线规模的发展历史见图2-33。
(2)液化循环类型LNG厂的规模通常是根据其使用的设备和液化或冷却循环来确定。液化循环有三种主要类型:①复迭纯制冷剂循环;②混合制冷剂循环;③膨胀混合制冷剂循环。这三种不同类型有其共同特点,例如:在预冷循环中对原料气进行预冷;经常使用丙烷蒸气压缩循环,把丙烷作为制冷剂。由于三种液化循环具有不同的特点,在给定生产能力范围内,可以使用一种或多种制冷循环形式,因此,确定循环模式时应细心评估,以便使选择的循环形式最适合项目的特点。
由于LNG加工技术在不断改进,选择合用的技术还要看气田储量、市场需求、原料气质、厂址和投资情况。任何选择都要着眼于LNG产量最大化,成本最小化,提高项目的经济性。选择合适的液化技术和相关设备是提高项目可行性的关键。
(3)液化技术 液化工艺技术的选择可以在诸多技术的比较中进行权衡,并等待广泛深入的设计研究后再作出最终抉择。为了保持竞争,业主通常会对不同的工艺承担FEED研究的费用。任何一个LNG项目EPC承包商的最终选择,将依据对其项目经验、项目管理能力及建造施工等因素的综合考评。
1)纯组分制冷剂复迭技术
①基本复迭。图2-34示出纯组分制冷剂阶联工艺。处理过的原料气逐步经纯丙烷、乙烯和甲烷制冷剂冷却和冷凝。这三种制冷剂分别用在构成复迭的三个独立制冷循环中。
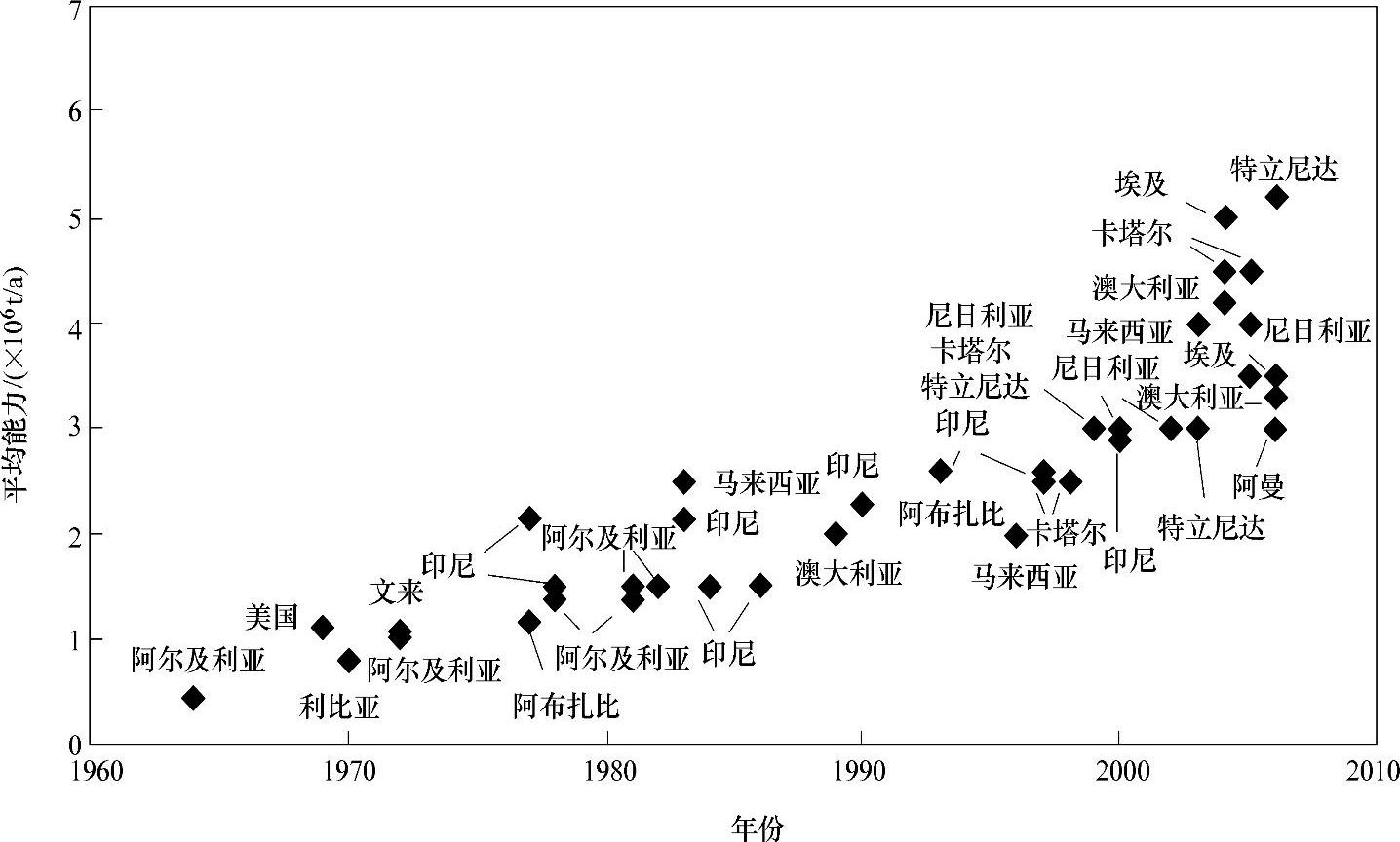
图2-33 全世界LNG生产线规模的发展历史
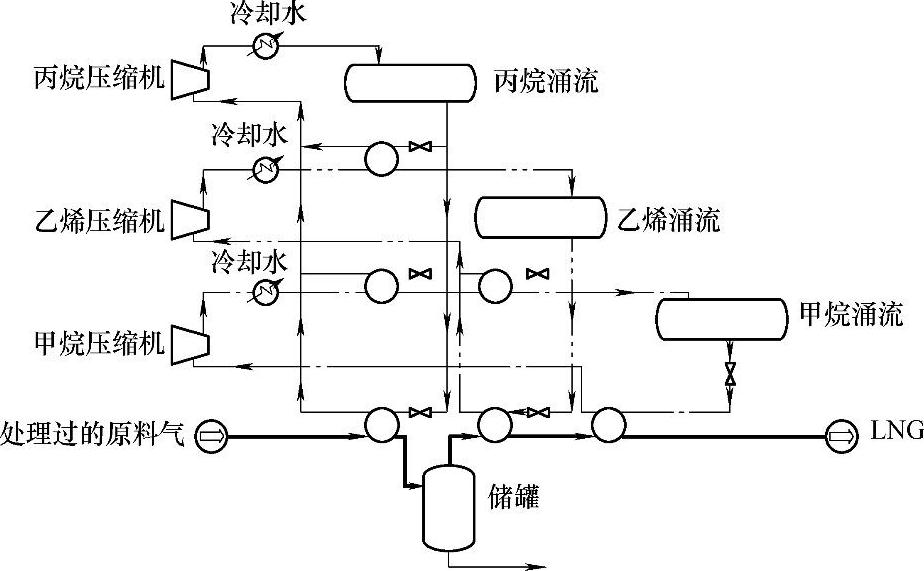
图2-34 纯组分制冷剂阶联工艺
主气流  甲烷制冷剂
甲烷制冷剂  乙烯制冷剂 丙烷制冷剂 HE1~HE6—换热器
乙烯制冷剂 丙烷制冷剂 HE1~HE6—换热器
在第一循环,高压丙烷通过水或空气冷却后冷凝。之后液态丙烷在减压(Joule Thomson)阀膨胀达到冷却并部分蒸发。部分蒸发的丙烷在通过一系列蒸发器后全部蒸发。用这些蒸发器制冷来冷凝第二级循环中的乙烯,同时也将天然气初步降温至-30℃。这时经这些蒸发器全部蒸发的丙烷经压缩又重新恢复到原有的高压状态。
在第二循环,高压乙烯由第一循环中丙烷蒸发制冷而得到冷凝。液态乙烯这时也会膨胀并部分蒸发。低温的、低压的乙烯将流入的天然气进一步冷却和冷凝至-100℃,同时也冷凝了第三循环使用的甲烷。乙烯相对于乙烷沸点更低,介于丙烷和甲烷的沸点之间,因而被选择在第二循环中使用。
在第三循环,甲烷被乙烯冷凝,在减压后蒸发制冷,同时将天然气流最终冷却至-160℃的液化温度。
②康菲优化复迭工艺。图2-35是康菲的优化阶联技术的简化流程图。康菲专有优化复迭工艺技术是在阿拉斯加Kenai液化厂项目应用的复迭工艺基础上进行了一系列改进,其中最主要的是甲烷制冷循环,Kenai液化厂最初采用的是甲烷闭路循环。优化工艺采用的是开放式甲烷制冷循环(或feed flash系统)。在乙烯蒸发器产生的冷凝产品与部分蒸发了的甲烷相遇后,进入开放式制冷循环,生成甲烷制冷剂回收气和LNG产品。液化厂燃料气从甲烷制冷压缩机下游提取,由此减少了一台单独燃料气压缩机的需求。在优化阶联工艺中,用丙烷制冷先将入口原料气冷却到水化物形成温度以上,以便去除大部分水。
在这一工艺中,每个制冷系统都配备两个压缩机并列工作,因而称作“二合一”概念。这为设备解脱和关停维护提供了灵活性,并且在一个压缩机出现故障的情况下,仍可将液化设施产能保持在70%~80%的运营水平,因此提高了液化厂上线率和LNG产量。这项技术允许在设计中采用不同规格合适的原动机,还采用了单位体积换热面积较大的模块化板翅式换热器,同时压降也随之减少,从而节省压缩能耗。
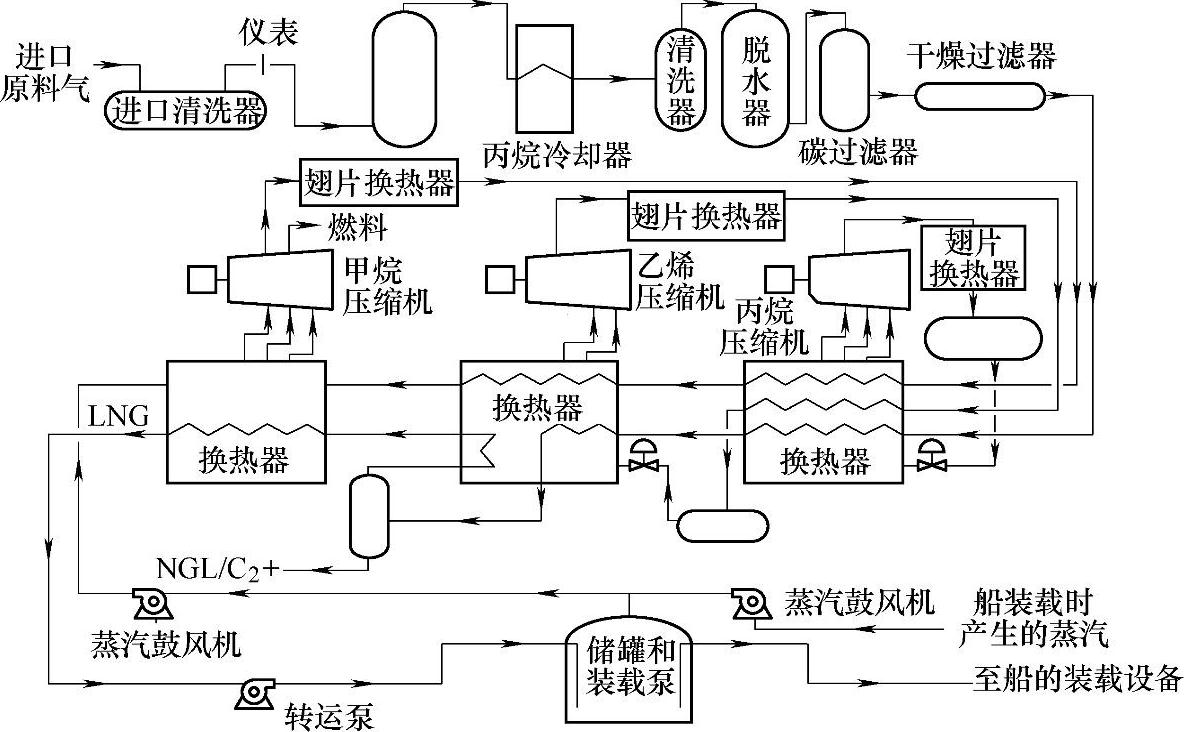
图2-35 康菲的优化阶联技术的简化流程图
目前已建成的生产线产量为每年360万t,该工艺如果使用三台Frame 9燃气透平驱动压缩组合(利用热回收产生蒸汽发电)构成的生产线,年产量可高达780万t。
2)单循环单压混合制冷剂技术(PRICO)。图2-36是PRICO(Poly Refrigerant Integrated Cycle Opera-tion)单循环混合制冷剂(Single MR)制冷技术的简化流程图。
这种技术在单一的制冷剂循环中放入包括甲烷、乙烷、丙烷、丁烷、氮,有时还有戊烷的混合制冷剂进行循环。
混合制冷剂在高压下经冷却水冷却并部分冷凝。制冷剂气体和液体分离并从深冷换热器顶部进入,分离后两相分配更容易。液态制冷剂通过换热器底部的阀门减压膨胀向上流动,与高压制冷剂和原料气流向相反,从而对其进行冷却和液化。高压制冷剂则流经整个换热器全程,并在此过程中被冷却和低温冷却。之后制冷剂完全汽化,并又重新被压缩至冷凝器压力。这种工艺使用铝板高温熔焊制成的板翅式换热器。在脱水设备上游用冷却水对天然气初始冷却,可以脱除大部分水。
3)单循环多压混合制冷剂技术。美国气体化工产品公司(APCI)开发并拥有此项专有技术。该技术应用了单循环多组分制冷剂多级压力制冷循环。图2-37示出APCI单循环多压混合制冷剂工艺。该工艺已被下面的APCI丙烷预冷混合制冷剂(C3-MR)工艺取代。
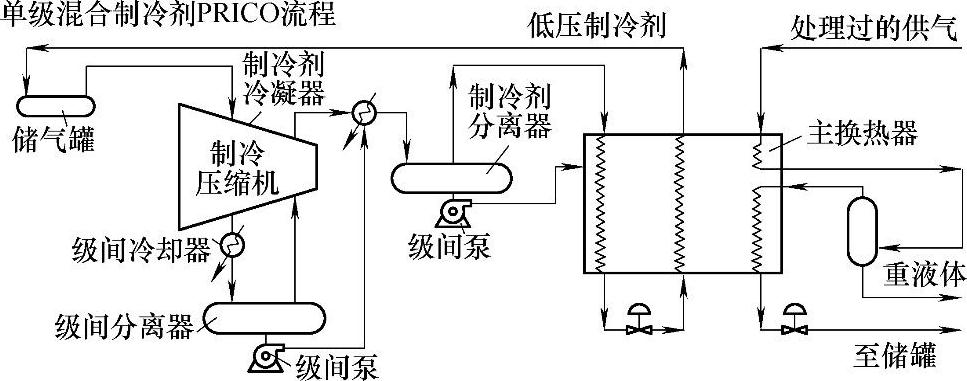
图2-36 PRICO单循环混合制冷剂制冷技术的简化流程图
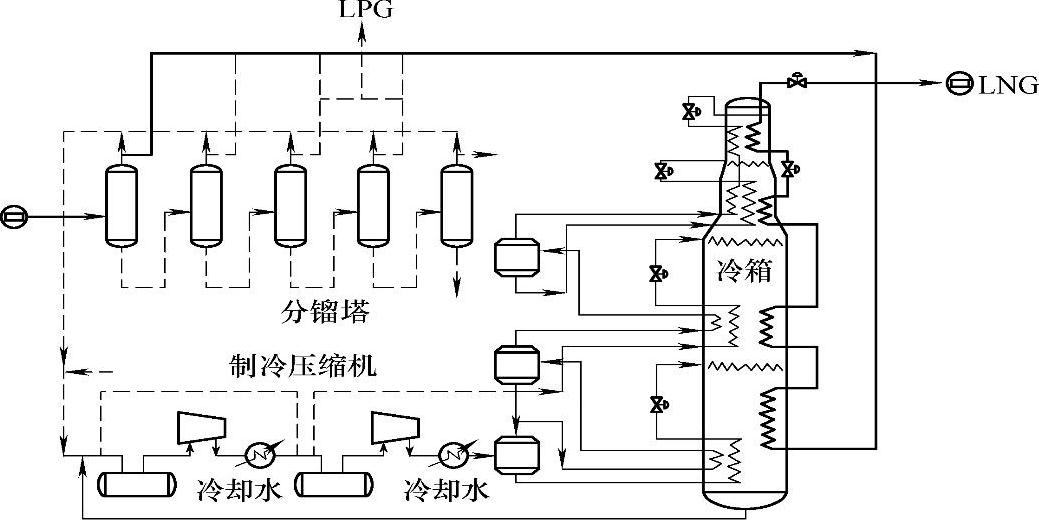
图2-37 APCI单循环多压混合制冷剂工艺
——天然气主流 ——混合制冷剂
4)丙烷预冷混合制冷剂技术(C3-MR)
①APCI C3-MR技术。美国气体化工产品公司(APCI)拥有的C3-MR的专有技术。APCI C3-MR技术如图2-38所示。该技术使用丙烷制冷循环和混合制冷剂循环阶联。高压丙烷在膨胀和部分汽化前先经冷却水(或空气)冷却和冷凝,随后丙烷被输送至不同压力工作状态下的三个蒸发器。用丙烷在-30℃的温度对原料气进行第一步冷却,并对MR循环中的高压制冷剂进行冷凝。蒸发器出来的丙烷完全汽化并又被重新压缩。
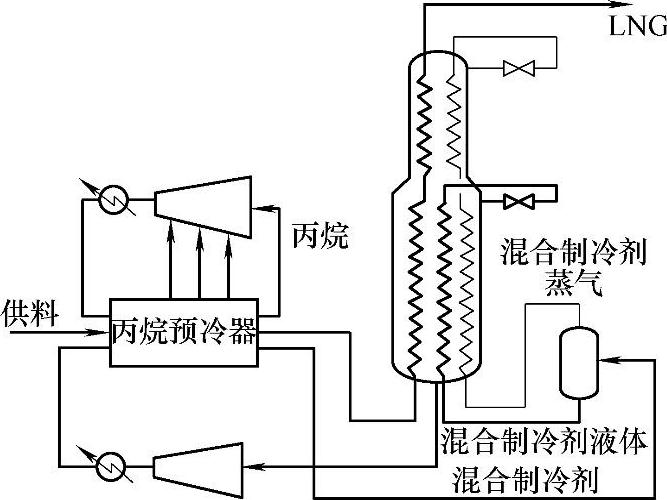
图2-38 APCI C3-MR技术
混合制冷剂组分根据原料气组分以及其他条件的不同而变化,但一般都会包括氮、甲烷、乙烷和丙烷。高压混合制冷剂首先经冷却水进行冷却,随后由丙烷进一步冷却,在离开最后一个丙烷交换器时被部分冷凝,并分成气流(轻MR)和液流(重MR),分别被送到绕管式深冷换热器中,气态流和液态流均流经绕管束。
重MR流在深冷换热器的底部或暖管束被深冷冷却,之后重MR从暖管束顶端流出,膨胀后冷却至-110℃,并在壳侧再次进入深冷换热器。这时膨胀后的重MR与从深冷换热器上部或冷管束降下来的轻MR液体及气体混合到一起,在延深冷换热器上部或冷管束下行过程中汽化。此混合制冷剂对原料气第一步冷却。
高压分离器中出来的气体或轻MR流经过暖管束下部,再经过深冷换热器的上部冷管束,并在该过程中被冷却达到完全冷凝,经过膨胀制冷,并在-170℃的温度下被部分汽化,随后从深冷换热器顶端壳侧再次进入,最后该混合制冷剂对原料气流进一步冷却和液化。MR混合物在深冷热换热器的壳侧完全蒸发,并再次返回到混合制冷压缩机。
APCI公司的C3-MR工艺可设计为由两台Frame7涡轮机驱动的LNG液化生产线,年产量达450万t。
②壳牌的丙烷预冷混合制冷剂(C3-MR)技术。壳牌也提供一种丙烷预冷混合制冷剂工艺的专有技术,在文莱的LNG厂得到第一次应用。该项目于1972年投入运营,并使用了蒸汽轮机作为压缩机驱动机。壳牌的C3-MR工艺如配备两台Frame7燃气轮机驱动,单条生产线年产量可上升到450万t,其中一台驱动丙烷压缩机,另一台驱动MR压缩机。液化厂使用此工艺,其产量由于丙烷压缩机流量有限而不能进一步增大,功率利用受到限制。壳牌的C3-MR液化生产线其年产量可通过使用分体丙烷技术增加至500万t,该技术将4个压力级的丙烷压缩分在两个壳体,一个机壳将低压和高压丙烷压缩,另一个机壳则处理中压和高压流体。
5)双压力混合制冷剂技术(Teal)。Teal双压力制冷工艺流程如图2-39所示。该技术使用多组分制冷剂在两级不同压力条件下运作。绕管式换热器通过(1~2)×105Pa低压制冷剂,经过换热器冷却并液化天然气;而(5~6)×105Pa条件下的高压循环制冷剂,经过换热器冷却混合制冷剂。制冷压缩靠一台单轴压缩机完成,由一部蒸汽轮机驱动。
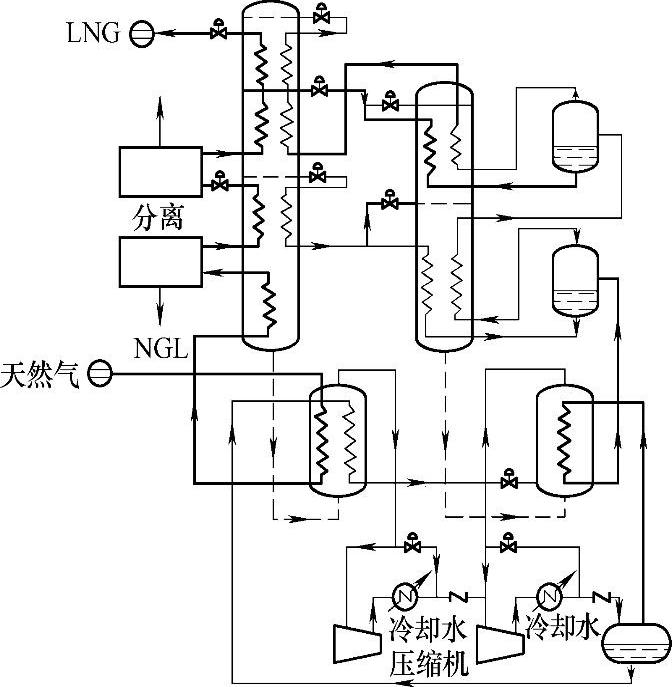
图2-39 Teal双压力制冷工艺流程
——主气流 ——MR流
1、2—分离器3—绕管式换热器 4、7、10—换热器 5、6、8—汽液分离器 9—压缩机
最初的Teal工艺已由APCI公司买断,之后用于基地型液化厂时已不再以此名称出现。
6)双循环混合制冷剂技术(DMR)
①Tealarc-DMR技术。如图2-40所示的Tealarc DMR工艺使用双循环混合制冷系统,一个循环用于预冷,另一个循环作于液化。预冷和液化分别采用不同的换热器,铝制板翅式换热器用于预冷阶段,绕管式换热器则用于液化。混合制冷剂的具体组分随实际情况,如原料气成分和环境条件而变化。一般混合制冷剂中主要包括用于预冷循环的重组分(乙烷、丙烷、丁烷);用于液化循环的轻组分(甲烷、乙烷和氮)。
最初的Tealarc技术由法国天然气公司和法国石油研究院收购,现已由Axens优化,冠名DMR工艺由Axens推出。
②壳牌-DMR技术。此技术使用二阶混合制冷剂循环(见图2-41),并将每个循环的压缩驱动机并联配置。这种并联方式除能提高液化厂上线率外,电动机驱动配置还提供了较宽连续功率选择范围,允许第一循环中的混合制冷剂使用较小型的冷凝器,这样就解决了丙烷压缩机的瓶颈问题。该项技术已选择用在Sakhahlin LNG项目,设计年产520万t的LNG。
典型的混合制冷剂包括氮、甲烷、乙烷和丙烷。这样的混合物可以使绕管式换热器内的温差更加一致。但必须注意的是液化生产线配套使用的电动机需要电力,因而也将增加安装成本。
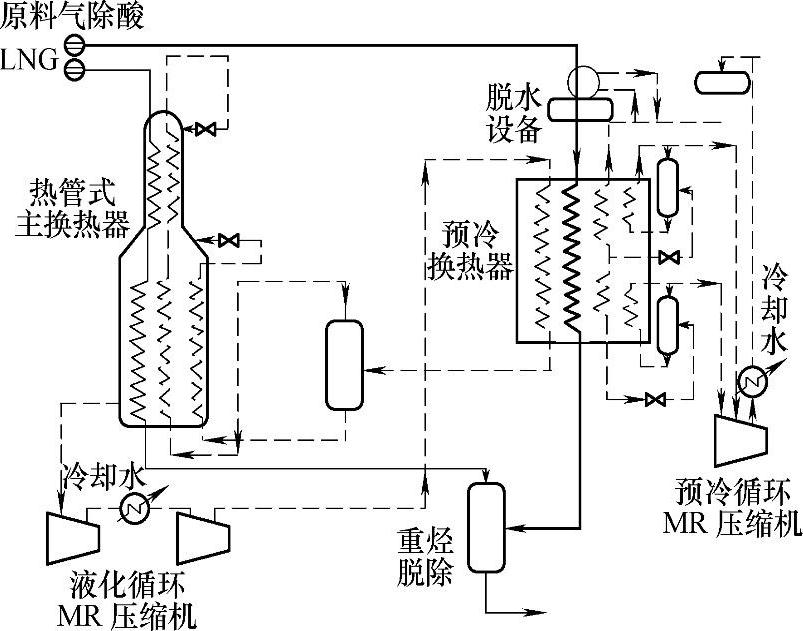
图2-40 Tealarc DMR工艺
——主气流 ——混合制冷剂 ——预冷工质 S1~S3—分离器
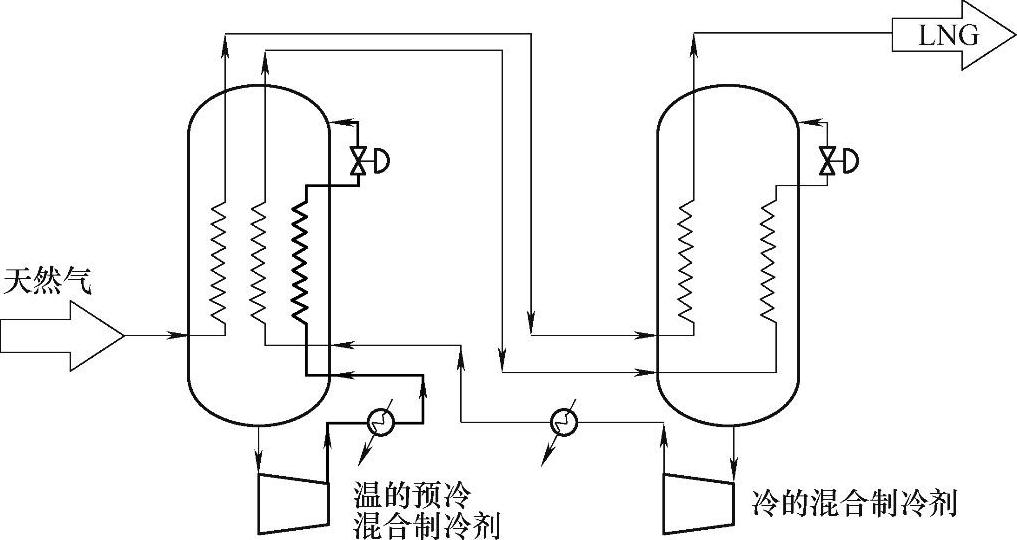
图2-41 二阶混合制冷剂循环
③Axens-LiquefinTM-DMR。图2-42是Axens Liq-uefinTM-DMR专利技术的简化流程图。这项工艺到目前为止还没有实际应用到大规模工程中,所以没有具体设计或建造数据供参考。该技术采用二阶混合制冷剂循环。二阶循环的能量消耗相等,可使用相同规格驱动机带动压缩机,因此具有很大成本优势。该技术把天然气从常温冷却到深冷液化温度只使用板翅式换热器(PFHE),也降低了整个液化设备管线要求。板翅式换热器单位体积的热交换面积更大,从而压降较小,这样就减少压缩能耗。此外,板翅式换热器的供应商也较多,交货周期比绕管式换热器的也短。
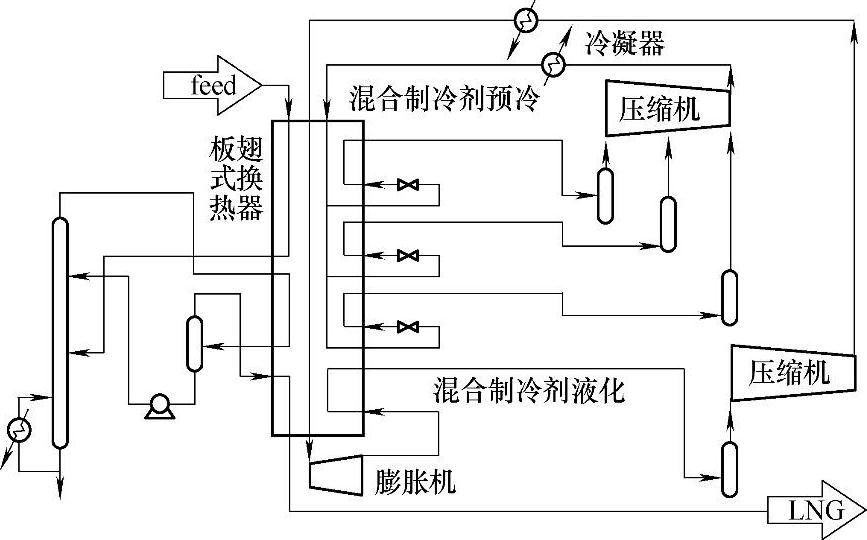
图2-42 Axens LiquefinTM-DMR专利技术的简化流程图
对所有在第一循环使用混合制冷剂的工艺来说,主要冷凝器都比较小,且第一循环的压缩机马赫数也较低。在混合制冷剂循环中,现有的商用轴流压缩机可以达到更高的LNG产能。对于年产400~800万t范围的LNG液化厂,电力驱动方式或机器驱动方式都可以考虑。另外混合制冷剂在预冷循环中在三种不同压力下蒸发,能与LNG冷却曲线靠得近,也比常规双循环工艺工作温度低。混合制冷剂被冷却到-50~-80℃,该温度下制冷剂可达到完全冷凝,因此不需要再进行相分离,且对混合制冷剂量的需求也大大减少,减少了工艺流程中对设备和管线的需求。
7)混合制冷剂复迭技术(Statoil-Linde MFC®)。图2-43为挪威国家石油公司-林德(Statoil-Linde)共同开发的混合制冷剂复迭技术(MFC)的简化流程图。该技术以其适应较低冷却水温度的能力、采用相当成熟技术以及能生产适合美国市场的贫LNG产品,被Snoh-vit LNG项目第一次得到实际应用。
这一工艺与普通复迭工艺类似,区别是将三个制冷循环中的纯组分换成了混合组分。Statoil-Linde MFC®这项专利技术包括三阶混合制冷剂循环系统。在预冷循环中的乙烷与丙烷的混合物由压缩机C1压缩,经过海水冷却器CW1和板翅式换热器E1A分别被液化和深冷,其中一部分被节流达到中间压力,并在E1A中制冷,其余部分在板翅式换热器(E1B)中进一步得到深冷。这使得深冷换热器中的温度更为接近,同时换热器的表面和功率也得到优化。其他二个循环使用的是绕管式换热器。
此工艺中使用的制冷剂和换热器如下:
①预冷循环。乙烷和丙烷的混合物(板翅式换热器)
②液化循环。乙烷、丙烷和甲烷的混合物(绕管式换热器)
③深冷循环。氮、甲烷和乙烷的混合物(绕管式换热器)
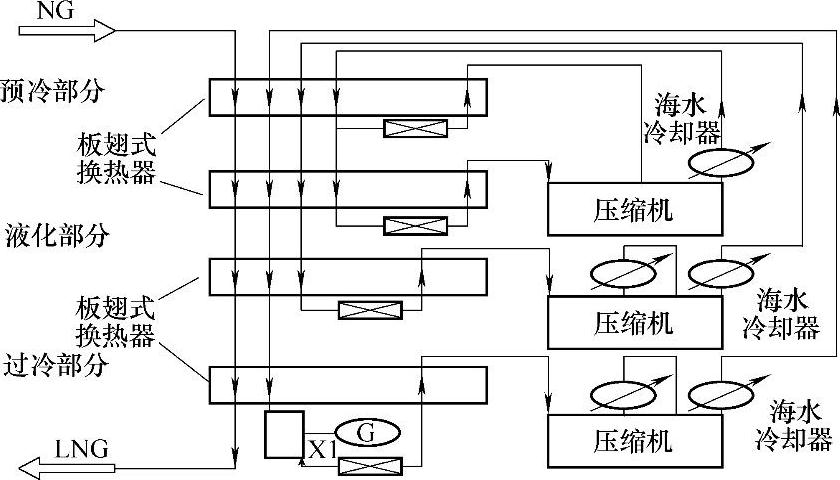
图2-43 混合制冷剂复迭技术(MFC)简化流程图
这一工艺可以使换热器中的温差更为接近,优化了换热器的表面和功率,因而这一技术可以用于年产量在600~800万t LNG的液化生产线中。
8)氮双膨胀机技术(BHP)。图2-44示出了BHP氮膨胀工艺流程。这一工艺在采用一台两级压缩机,将氮制冷剂从2MPa压缩到5MPa,并保留了LNG调峰厂所采用的氮循环的简单性。一般用海水进行中间冷却和后冷却,然而根据液化厂所处位置(岸上或海上)及环境条件的不同也可以选用空气冷却。两级氮压缩为一体的离心压缩机,由一台由燃气轮机驱动。如用于海上也可以选用电动机驱动。
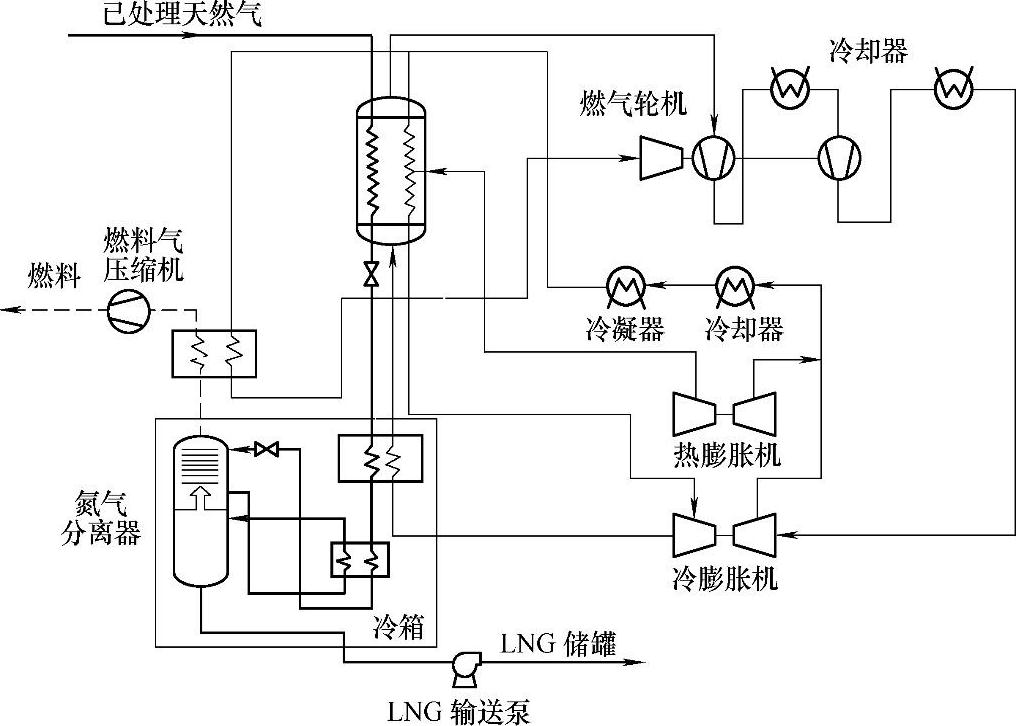
图2-44 BHP氮膨胀工艺流程
——主气流 氮——制冷剂  ——料
——料
原料气从绕管式换热器(SWHE)顶部进入,而氮制冷剂从绕管式换热器壳侧部进入,将原料气冷却至-90℃左右。冷却后的高压天然气在换热器的诸多芯管中压力下降,并通过温度最低的氮制冷剂得以深冷。如果天然气中含有大量的氮,可在该工艺中加入氮洗涤塔和再沸器,将生产的LNG中的氮的摩尔分数降至1%。从氮洗涤塔顶部流出的闪蒸气与氮制冷剂进行热交换而回收冷能,然后被重新压缩至燃料气压力。
氮制冷剂通过热/冷膨胀机/增压机进一步压缩至高压状态。之后高压氮被海水和冷却水冷却至10℃左右。冷却的高压氮在绕管式换热器的管中流动时,受到第一管束中的低压氮预冷。此后冷氮流被分成两部分,其中较大部分通过暖膨胀机/增压机后减压降温。
低温氮流入主绕管式换热器的壳侧,为天然气和高压氮制冷剂进行大量制冷。而另一小部分冷却的高压氮,则在主绕管式换热器中的输氮管道中被进一步冷却。低温高压氮随后流过制冷膨胀机/增压机,经减压降温到约-150℃的低温,因而对进入冷箱的天然气进行低温冷却。
离开冷箱后的氮与热膨胀机/增压机单元中释放出来的大量氮汇合,流入主绕管式换热器的壳侧。
9)C3-MR+氮(APCI APXTM)技术。2001年,APCI注册了AP-XTM专利,利用该技术在不增加并联丙烷或混合制冷压缩机设备的前提下,单条LNG生产线的年产量提升到500~800万t。这种技术在三阶制冷循环中分别使用丙烷、混合制冷剂和氮。AP-XTM工艺中使用的制冷剂和换热器如下:
①预冷循环:丙烷(鼓式换热器)。
②液化循环:乙烷、丙烷和甲烷的混合物(绕管式换热器)。
③深冷循环:氮、甲烷和乙烷的混合物(绕管式换热器)。
这项新工艺用在卡塔尔在建的项目中,简化流程见图2-45。
混合制冷剂和丙烷压缩机装置在供应商所能提供的规模范围内合理地增加,主深冷换热器规模的增大不会超出目前制造商的生产能力。AP-XTM循环还保留了现有混合液体制冷剂循环工艺的优点,即可在不同原料气组分和每日/季节温度变化的情况下保持灵活高效。
AP-XTM循环还利用氮膨胀机制冷系统来实现LNG低温冷却,从而拓展了C3-MR循环,并提高了LNG产能。氮膨胀机系统分担了制冷负荷,有效地解决了丙烷和混合制冷压缩机的瓶颈问题,降低了安装更大更多丙烷和MR系统设备的要求。
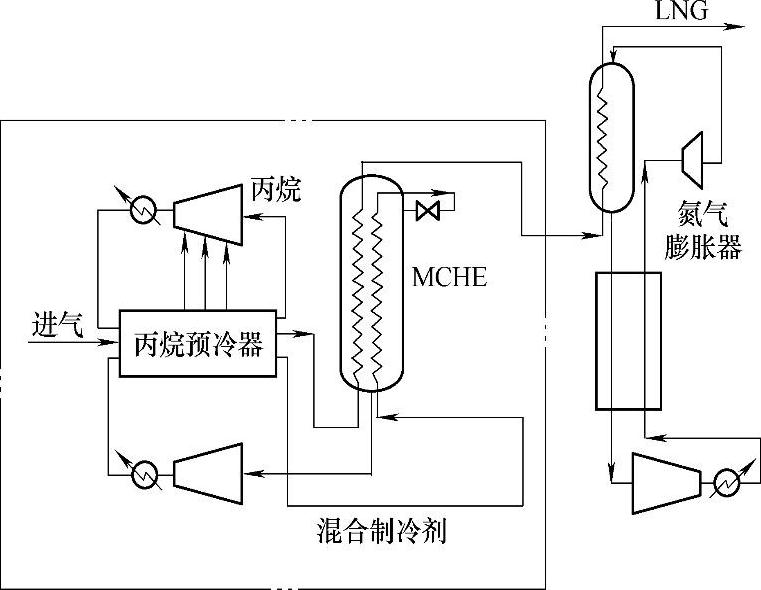
图2-45 APCI AP-XTM工艺流程
AP-XTM工艺专利中包括的氮系统,同样体现了对二阶混合制冷循环在LNG深冷的提高。
10)并联混合制冷剂技术(壳牌PMRTM)。这一工艺是在双循环混合制冷剂工艺基础上的优化改进。PMRTM概念采用了包括一个预冷循环和两个混合制冷剂(MR)液化循环并行的三循环制冷工艺。其中,丙烷或混合制冷剂可用作两个并行混合制冷剂循环之前的预冷循环的制冷剂。两个并行液化循环中,流出的低温制冷流在末端闪蒸系统汇合,出来的闪蒸气被压缩后,作为液化厂燃料气使用,LNG被输送到常压储罐储存。图2-46中显示的流程是用丙烷预冷,与上游NGL设备配合工作。
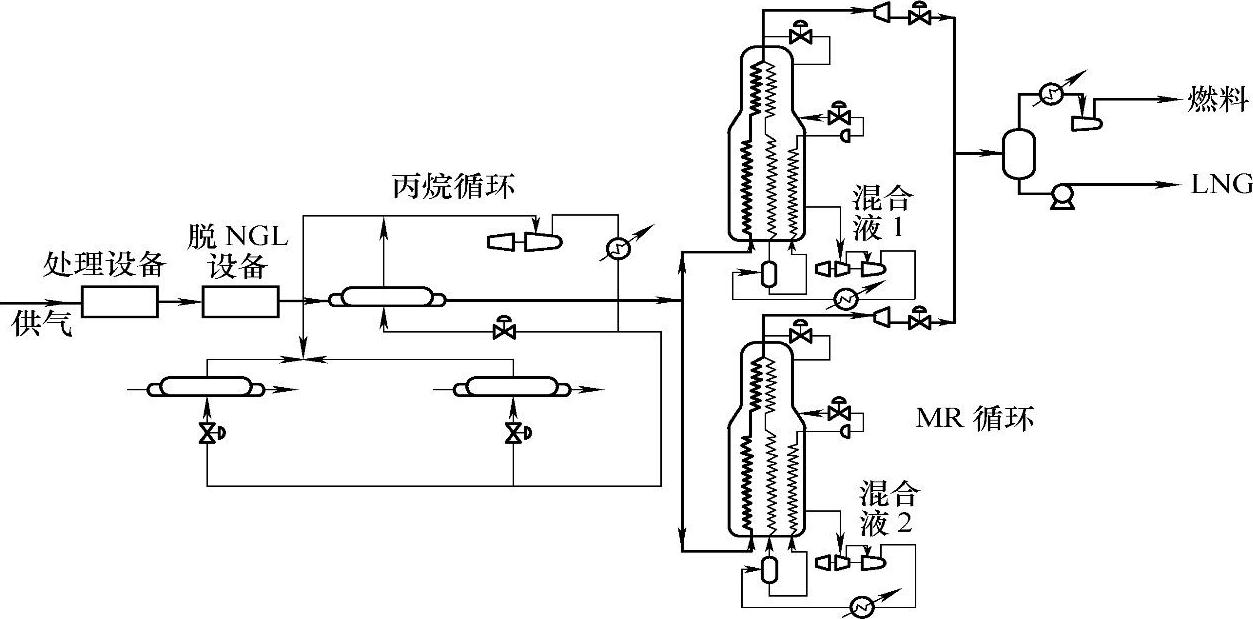
图2-46 壳牌PMRTM工艺流程
壳牌的PMRTM是为大型LNG生产线开发的技术,采用成熟的设备,例如绕管式换热器,燃气轮机等,并不需要进一步增大现有设备规模。两条并行而独立的液化混合制冷剂循环,在其中一套设备出现故障时仍能保证以60%的产能不间断生产。在建造期间工期延误时,液化厂并列的二个液化循环可分期投产。(https://www.xing528.com)
当选用丙烷作为预冷循环制冷剂时,壳牌丙烷分体技术(SplitpropaneTM)还能提高工艺性能及上线率,并提高产能。壳牌PMRTM工艺设计,也可以按照满足LNG产品的不同规格配置NGL提取和蒸馏设备。PMRTM工艺使用3台配有起动/辅助电动机的GE frame-7涡轮机,使液化厂LNG年产量达到800万t。
(4)液化生产线主要组成 天然气液化需要巨大能量和低温,这就决定了基地型天然气液化厂属于资本高度密集型。技术发展一直在关注降低单位成本、增加技术可靠性和扩大生产规模。基地型液化厂通常会设计多条生产线,但根据供气量和需求情况不同,每次可能安装一条或几条生产线,而产能也可能不同。除了供应量和市场需求以外,衡量液化生产线规模的主要标准还有设备能力的限制以及运行可靠性的要求等。
液化生产线最大产能受到其中主要设备能力的限制,主要就是旋转设备和深冷换热器。技术开发一直都致力于提高主要设备能力,以尽可能地提升单条生产线的产能。大型生产线可发挥规模经济并减少生产线的数量,同时所需设备数量也应相应减少。直到20世纪90年代末,通常生产线的年产能仅250~350万t。目前世界上LNG生产线的年产能已达400~500万t,年产量700~800万t的生产线不久也将投产。
制冷系统组成主要包括:①制冷剂,包括纯单一组分和混合组分;②深冷换热器,包括板翅式换热器、绕管式换热器、管壳式换热器;③压缩机驱动方式,包括蒸汽轮机、燃气轮机(双轴和单轴)、电动机、航改发动机;④制冷压缩机;⑤液体膨胀机。
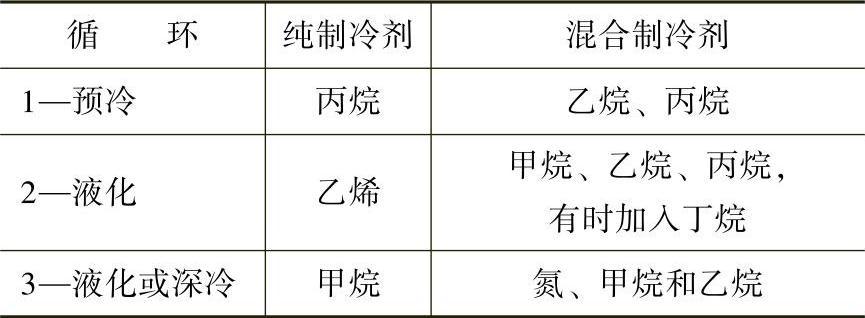
1)制冷剂。在选择冷却或预冷制冷机时,需考量的两个最主要特性是沸点和临界温度。沸点是指冷却液体能够达到的最低温度。临界温度是指液态和气态不能明显区分的温度,在此温度下,冷却液沸腾也不能提供制冷。在天然气液化厂中主要使用两种制冷剂:用于复迭或优化复迭工艺的单一或纯制冷剂;用于双循环的混合制冷剂。表2-35列出了纯制冷剂和混合制冷剂在不同循环中的应用。表2-35说明,沸点较高的重组分用在预冷循环和天然气液化循环中;而甲烷和氮之类的轻组分则在液化和深冷循环中使用。
表2-35 纯制冷剂和混合制冷剂在不同循环中的使用
①备选预冷剂。备选预冷剂可以用来更好地平衡预冷和液化阶段之间的功率分配,同时也能提高寒冷气候条件下的生产能力。一种选择是利用丙烯或乙烷替代广泛使用的丙烷作为预冷制冷剂。丙烷、丙烯和乙烷的沸点见表2-36。丙烯的沸点比丙烷低,因而在相同压力下丙烯能将原料气预冷到更低的温度,而这也有助于均衡预冷和液化循环之间的功率分配。乙烷的沸点比丙烷或丙烯的还低,因而能将原料气冷却至更低的温度。但是,乙烷的临界温度和环境温度很接近,这在环境温度较高的情况下会成为问题。
表2-36 预冷制冷液的沸点

②制冷剂的相对性能。使用制冷剂将天然气冷却和液化的基本原则是要将原料气的冷却和加温曲线相互匹配,这样热力循环效率才能更高,并减少生产LNG所需的单位能耗。如果项目的原料气差异很大,或位于季节和昼夜温差很大的地区,这些项目对于流程的工艺适应性要求就更高,应倾向于选用有调节制冷剂组分灵活性的技术。
图2-47示出纯制冷剂和混合制冷剂的冷却曲线。在预冷循环中用混合制冷剂代替丙烷,其优势之一在于能有效地解除丙烷压缩机的瓶颈问题并提高其生产能力;但使用混合制冷剂则需安装专门的混合设备,不仅增加费用,而且增加启动和关停次数。因此,需要在增加压缩机效能和选用复杂液化工艺之间作出选择。
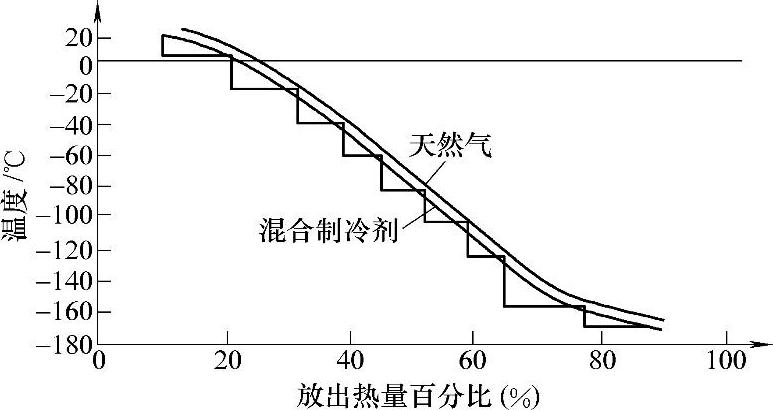
图2-47 纯制冷剂和混合制冷剂的冷却曲线
表2-37列举了纯制冷剂和混合制冷剂的优缺点。
③制冷剂运行复杂性的比较。表2-38列出了各种LNG技术所包含的制冷循环中,所使用的不同制冷剂的数量和种类。表格最底部注明了必须外购的不同制冷剂的总数,并给出了复杂系数。复杂系数与每个循环所需制冷剂数量有关,1.0表示复杂度最低。制冷剂运行的复杂性通常会使整个项目生命周期中操作费过高,以及制冷剂混合和储存的额外成本支出。
表2-37 纯制冷剂和混合制冷剂的优缺点
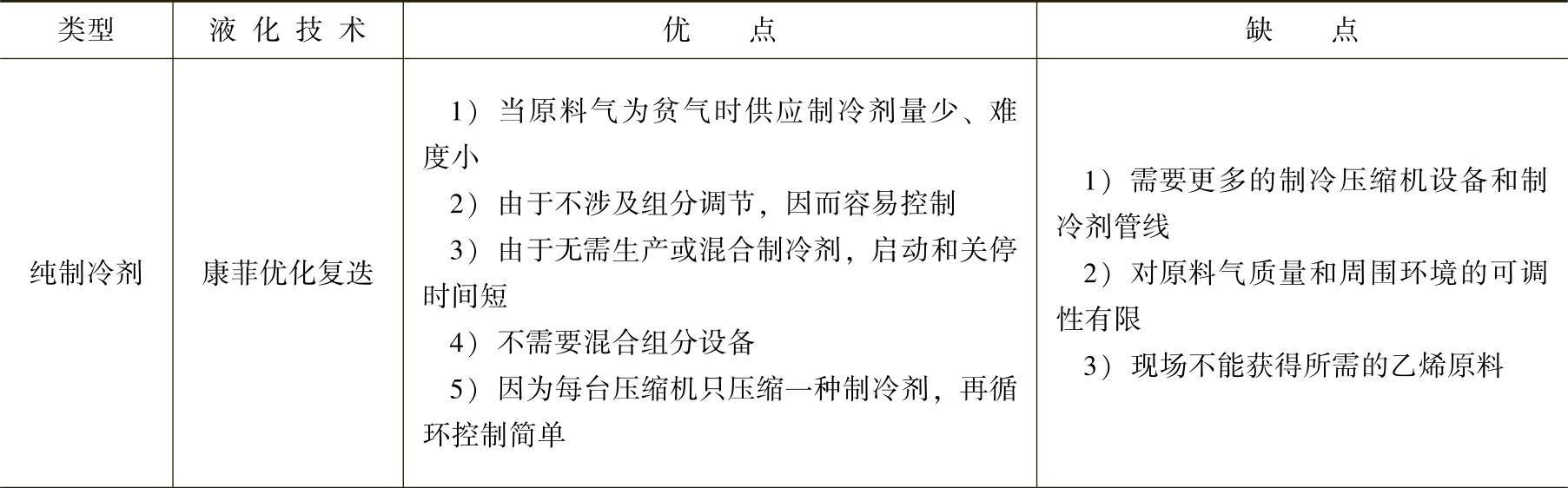
(续)
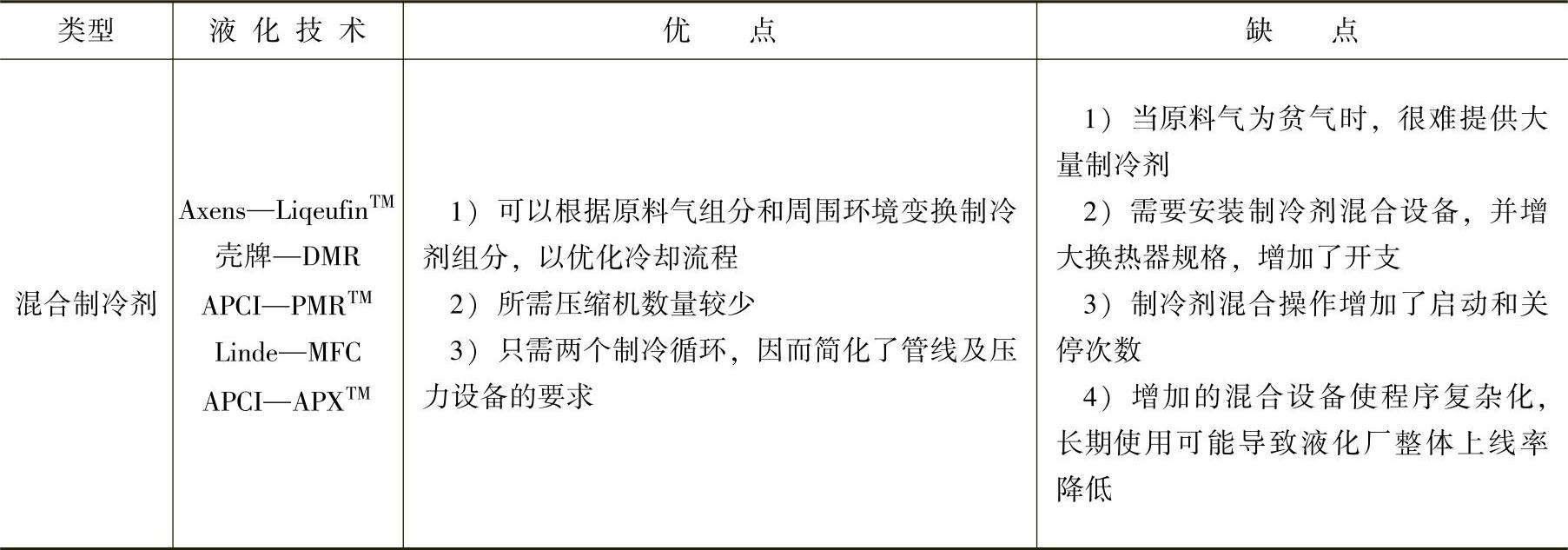
表2-38 制冷剂运行复杂性的比较
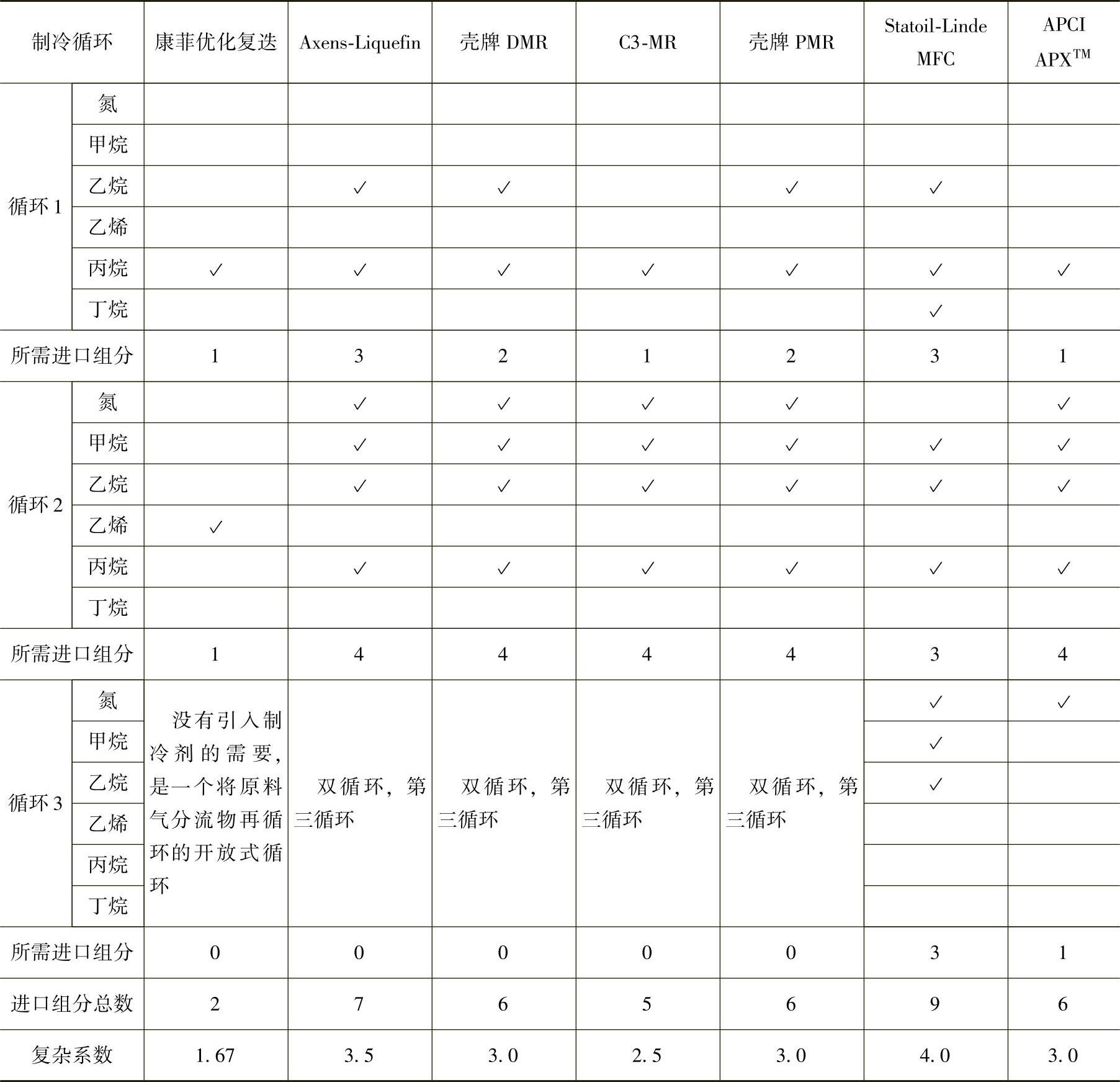
从表2-38中可以看到,康菲优化复迭制冷循环的复杂系数最低,因为其所需的制冷剂为纯制冷剂,第三冷却循环是开放循环,其制冷剂是从原料气中回收的。Axens-LiquefinTM和Statoil-Linde MFC制冷循环复杂系数较高,因为它们在预冷和液化循环中都使用了混合制冷剂。Statoil-Linde MFC技术在第三冷却循环中也使用混合制冷剂。
④与制冷剂有关的上线率问题。单一组分制冷剂有关的上线率问题:
a)每台制冷压缩机只运行一种制冷剂物质,所以简化了再循环系统控制,最终提高了LNG液化厂的整体上线率。
b)纯制冷剂的特性已知,可以通过验证的状态方程进行计算,简化了制冷循环的操控。
c)无论原料气组分如何,制冷压缩机操作始终用同一控制系统控制。
d)如果使用乙烯作为制冷剂,通常大部分需依赖外部供应,对液化厂上线率产生不利影响。
混合制冷剂有关的上线率问题:
a)不用乙烯作为制冷剂会减少对外界供应的依赖,避免了该制冷剂船运或交货延误问题,而这些问题都会对液化厂整体上线率产生影响。
b)混合制冷剂由于需要制冷剂混合设备,增加了复杂性,有时也会降低液化厂整体上线率。
c)混合制冷剂系统需要的压缩机数量较少,这对缩短液化厂建设和维护时间有好处。
2)深冷换热器。LNG液化厂使用的换热器,其主要功能是对天然气进行液化;此外换热器还用于完成原料气预冷及酸气去除、分馏及公共设施等不同用途的冷却任务。最常用的换热器有绕管式换热器、铝制板翅式换热器和管壳式换热器。
①绕管式换热器。如图2-48所示,绕管式换热器内,数以千计的绕管在封闭的圆柱壳内以直径50cm的芯管为圆心,螺旋缠绕几层,每层间由导线隔离。在大型液化厂使用的绕管式换热器中,每根管长度约为100m,外径10~12mm。绕管式换热器的技术要求很高,因为绕管根数、绕管长度、盘绕角度和管层数量和层间间隔等因素,都会影响到换热器的传热能力和压降,甚至性能。另外,由于输入流和输出流温差较大(大于100℃),一定要根据原料气组分和环境条件来评估最佳的内部几何结构。绕管式换热器第一次是在阿尔及利亚的Skikda基荷液化厂运用,此后便得到普遍推广。虽然有很多厂商可以生产绕管式换热器,但是只有APCI和Linde AG两家公司专门生产基地型液化厂混合制冷剂循环换热器,因为这样的设备对生产技能要求很高。因此做基地型液化厂设计时,这种类型换热器费用贵和交货周期长是主要需考虑的问题。
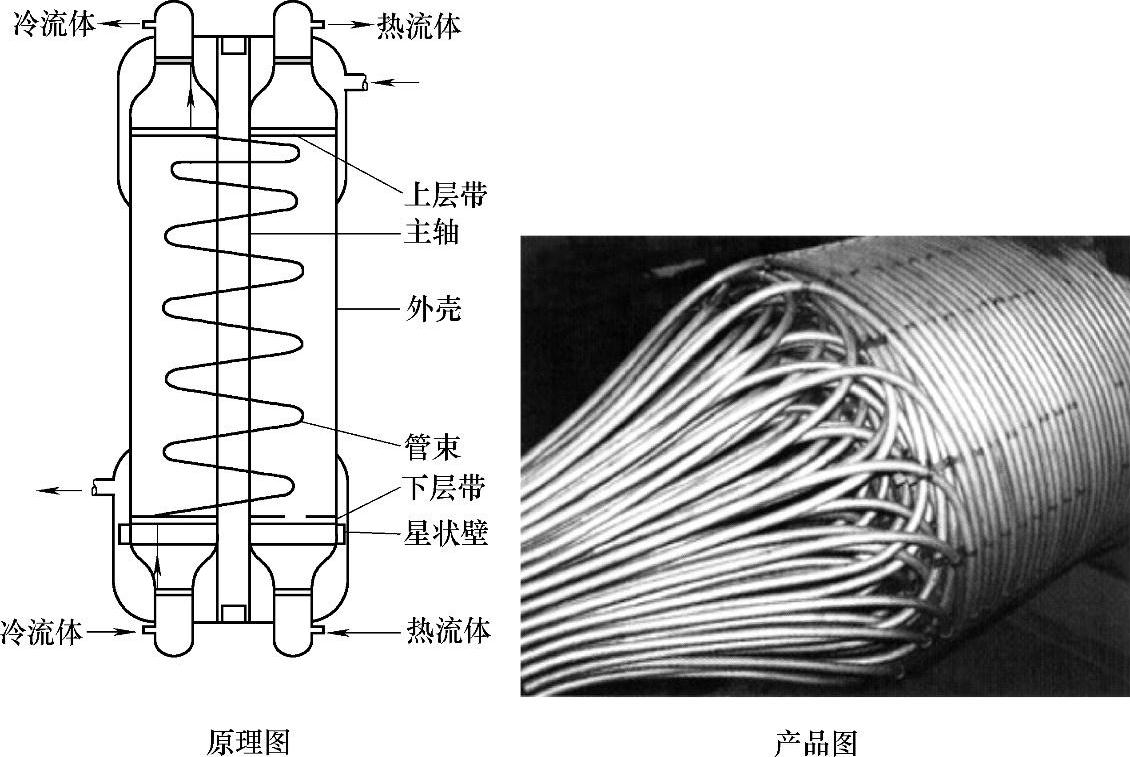
图2-48 绕管式换热器
近期LNG液化技术的发展,导致对大型LNG生产线设备的需求增加。以前最大规模的绕管式换热器直径为4.6m,最大重量约310t。随着生产、船运和运输设备的改进,APCI已经将换热器的直径增大至5m,总重约430t。这些大型换热器与大型压缩机驱动机一起,使得新LNG液化厂的产能在现有设备能力的基础上更上一层楼。
然而,绕管式换热器也有其缺陷,例如供应商少,这就无形中减少了供货竞争,使其价格昂贵。规模不断扩大而导致潜在能效欠佳,也降低了这种换热器在超大规模生产线中使用的可能性。一种可能的解决办法是并联使用两套绕管式换热器,但成本和交货时间将会因此增加,这就降低了工艺成本竞争力。
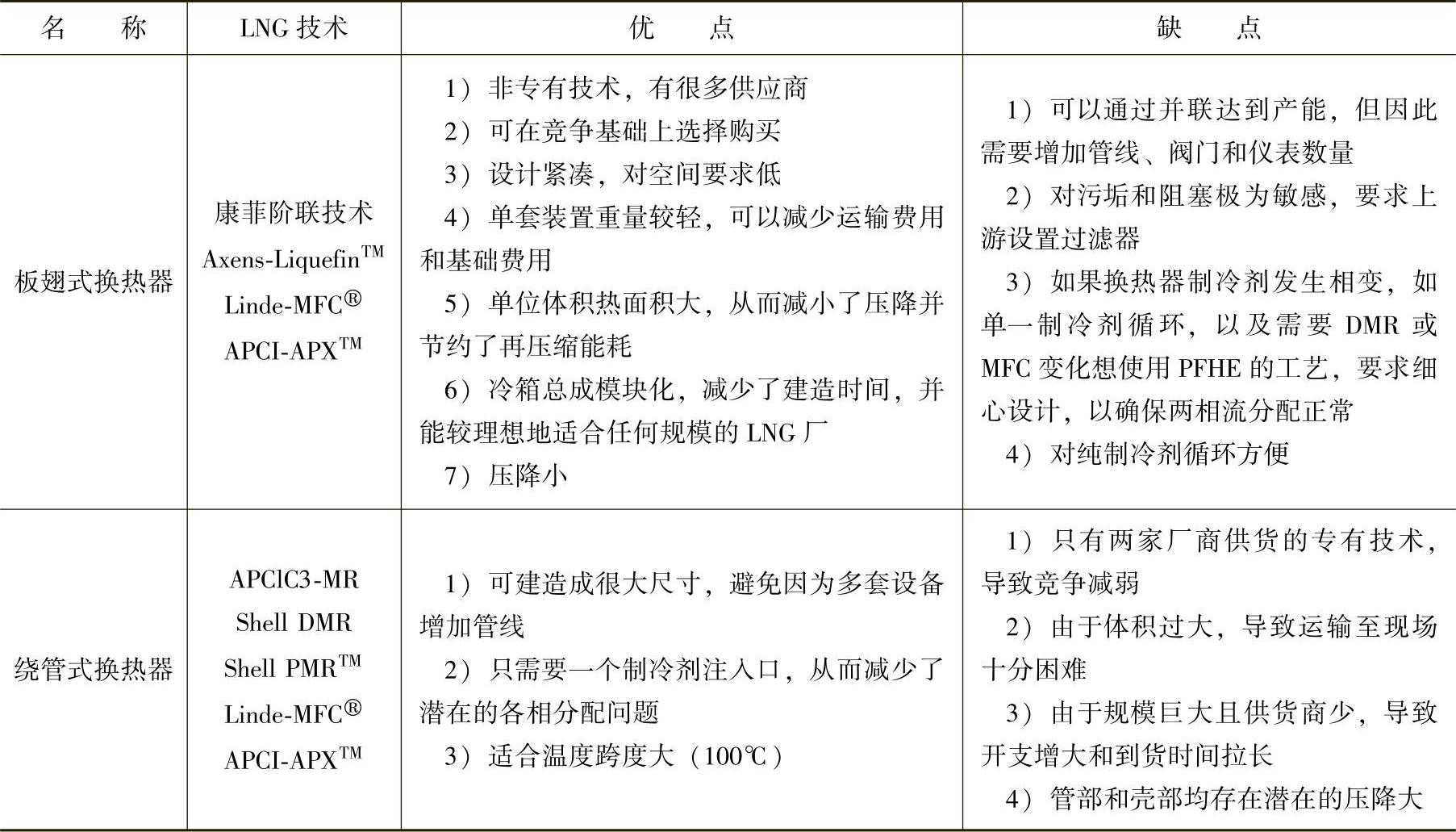
②板翅式换热器。铝制板翅式换热器理论上可以替代绕管式换热器进行天然气液化,其结构如图2-49所示。该设备主要由散热片和隔离板集合而成,放置在通常被称作冷箱的绝热良好的箱体内。这种铝制板翅式换热器目前有很多厂商能生产,可用于基地型LNG液化厂。板翅式换热器(PFHE)用于纯制冷剂冷却循环中,例如康菲的液化技术和APCI C3-MR技术的预冷循环。但是,新的天然气工艺设计,比如LiquefinTM,正在考虑将该设备用于混合制冷剂循环,因为板翅式换热器的模块化建造,使其可以为任何规模的液化厂配套使用,且除了现场可用空间的大小限制外,基本不受任何规模条件的制约。
图2-49 板翅式换热器
板翅式换热器单位体积传热面积高达2000m2/m3。这就能够在天然气和制冷剂间的较低温差下设计得更为紧凑,从而降低占地面积和重量,进而减少成本。
除了(冷箱总成)模块化可降低建造人工时进而降低了成本以外,冷流热流还可以在不同压力下同时进行热交换。同绕管式换热器相比,这也是板翅式换热器一项很大的优势,因为绕管式换热器只允许一个制冷剂股流在壳侧蒸发。
在大型液化厂中使用的板翅式换热器(PFHE)可能会受到设计压力的封顶限制,以及单个板翅换热器的生产规格限制,所以需要多套设备并联运行,这就要增加管线、阀门和仪表的数量,也需要更大占地面积和更多的资金投入。此外,板翅式换热器对污垢和阻塞非常敏感,这就要求必须安装过滤网和过滤器。
③管壳式换热器。诸如壳压、直径和管长等限制了在LNG液化厂中使用管壳式换热器的规模和能效。这些限制可以通过并联多个壳体系统来克服。但是,就像板翅式换热器的情况一样,这就需要更多的管线和控制系统。管壳式和鼓式换热器通常在基地型LNG液化厂的丙烷预冷回路中使用。
④不同种类换热器比较。表2-39中列举了当前两种主要深冷换热器的优缺点。
总而言之,板翅式换热器和绕管式换热器的能力和性能相当,但是用于混合制冷剂系统的绕管式换热器安装成本较高。
⑤换热器的潜在问题及其解决方法。主深冷换热器提供了把处理的原料气进行冷却和液化的手段。换热器和压缩机一样,都是基地型LNG液化厂液化部分的核心设备,因此对LNG产量都有重大影响。
板翅式换热器对LNG产量的潜在影响如下:
a)单相和两相流的分配不均导致热能效降低。解决办法可设定足够裕量以包容液流分配不均问题;也可以通过安装分离器,将液态和气态分离后分别注入换热器。
b)由机械故障和腐蚀引起的泄漏。可以通过试验来呈现金属疲劳和操作不当造成的不稳定情况来研究对策。
c)热应力会导致管头箱和喷头接口断裂。可以通过把股流之间的温差调节到40℃以内,降温速度每分钟3~4℃的情况下,用动态模拟系统来评估瞬态运行参数。
表2-39 两种主要深冷换热器的优缺点
绕管式换热器对LNG产量的潜在影响如下:
a)由于出口喷嘴气体喷出速度过快而使导管振动,引发金属摩擦。可以通过改进输出喷嘴,以减缓天然气速度。
b)注入流的冲击能量过大,导致入口分流板受损。可以通过将导管加固,以改变其振荡频率;但是,如果这样导致管束下垂则会使情况更糟。
c)关停和启动造成制冷剂冷凝管泄漏。可以通过增加入口喷嘴的尺寸来降低气体速度;也可在系统设计时,考虑导管裕量,以便一定比例导管封堵后还保持全产能生产。
⑥换热器可获得性问题。板翅式换热器的可获得性问题:
a)板翅式换热器冷箱总成的模块化可减少建造时间,这对EPC合同工期有积极影响。板翅式换热器的模块化可以适应于任何规模的液化厂,除现场要有足够可用空间以外,没有特别的规模限制。
b)板翅式换热器单位体积重量比绕管式换热器的轻(1000kg/m3对1500~2000kg/m3),将设备运输至偏远工作现场的运输限制较少,因此EPC工期延误可能性就小。
绕管式换热器的可获得性问题:
a)绕管式换热器由于生产要求特殊而交货周期较长,这会对EPC合同工期产生负面影响。
b)绕管式换热器设备较大,运输到边远地点难度也较大,这有可能会导致EPC合同延期。
3)压缩机驱动机。如图2-50所示,在液化天然气工业早期,大多数基地型LNG液化厂设计都使用蒸汽轮机驱动制冷压缩机,而近些年建设的基地型LNG液化厂,都使用燃气轮机驱动。发生如此更新换代的原因之一,就是去掉蒸汽发生设备和锅炉给水处理设备而减少了开支;另外,燃气轮机被广泛用于发电,也是由于其在基地型LNG液化厂的可靠性已得到了充分改善。由于LNG液化厂需要经济地开采孤立天然气藏,通常优先考虑使用天然气驱动压缩机,但由于天然气的价值不断上升,现在情况已开始转变。
在最新发展中,可以看到燃料效率更高的航改型燃气轮机和各种电动机都已被用于基地型LNG液化
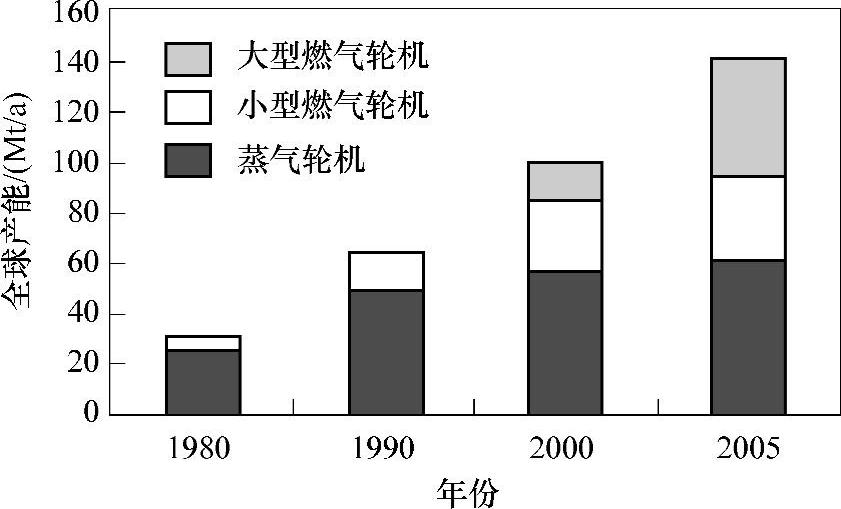
图2-50 压缩机驱动机的类型
厂。它们相关的性能和优点如下。
由于受设备能力及可靠性的限制,基地型LNG液化厂通常都建设多条生产线。然而最近一段时期,技术的发展开始转向增大主要设备的能力,例如采用燃气轮机驱动压缩机,开始关注大型原动机配置对LNG生产线成本和可靠性产生的影响。图2-51示出设备规模与LNG厂投资关系。
需要注意的是燃气透平的型号规格是一定的(如Frame 5,Frame 6,Frame 7,Frame9),因此制冷循环的设计必须按照可用的燃气透平功率进行设计,而不能根据制冷循环确定涡轮机规格。透平的排号大,其功率也就大。
虽然技术进步可使生产线达到较大规模,LNG液化厂的设计者和开发商仍有必要了解大型设备和较小型设备相比,在成本和可靠性方面有何差别。设计使用较大驱动机的压缩系统,占地面积小、设备台数少,但需要把多套复杂制冷设备放置同轴驱动;而设计使用多套小规模驱动机,通过冗余结构可获更高的可靠性,但也会需要更大的占地空间。
①燃气轮机。按结构有两种:单轴燃气轮机和双轴燃气轮机。
a)单轴燃气轮机比双轴燃气轮机功率大,因为它们匀速旋转系统惯性好而增加了系统的可靠性和效率,通常用于发电。使用大型燃气轮机可减少液化生产线使用的驱动机台数,因而可以减少资金投入。一台大型燃气轮机可以驱动液化流程中串联排列在单轴上的多台压缩机。由于单轴燃气轮机启动时需要的动力较大,需要启动电动机(通常也称为启动/辅助电动机)来启动,在正常运行时可辅助燃气轮机做功。
b)近年来,双轴燃气轮机在液化生产线上广泛地安装使用。常被选用的压缩驱动机为双轴燃气轮机(Frame5,近年来更多地使用Frame7/9),因为燃气轮机驱动制冷压缩机的动力速度可分开控制,不同于驱动发电机的速度控制。这样在面对工艺变化时,就具备了灵活性。
可获得的燃气轮机的型号功率是一定的,因而制冷剂循环必须根据可选燃气轮机的功率进行设计。从本质上讲,LNG液化厂的生产能力受驱动机的型号以及机器配置限制。
Frame9燃气轮机传动产生的动力,比Frame7燃气轮机多50%,因为它在相对较低的速度3000r/min运行,在达到空气动力极限前,压缩机的设计流量远比使用Frame7大,这就可以在不增加设备的前提下提高生产能力。
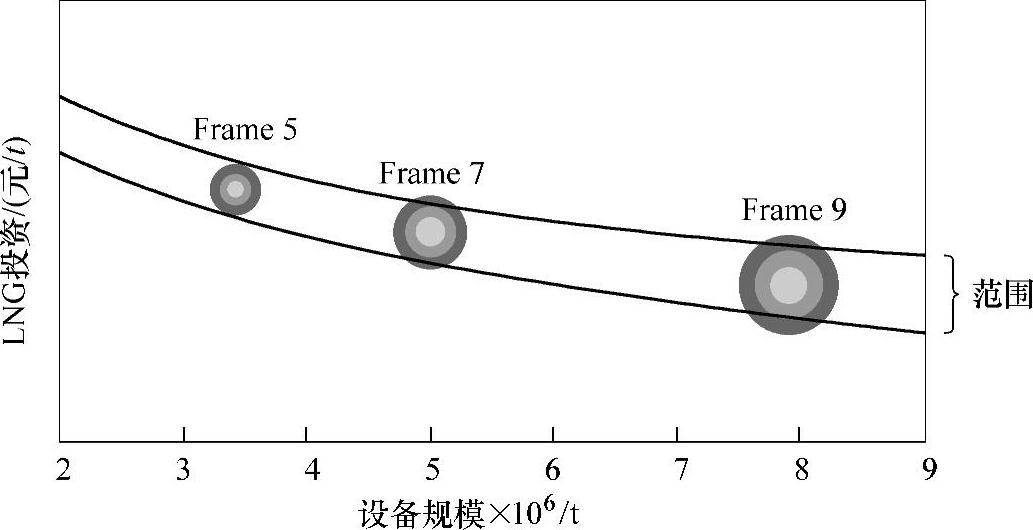
图2-51 设备规模与LNG厂投资关系
图2-52示出压缩机的转速与生产线产能的关系。大多数正在执行的采用丙烷预冷混合制冷(C3—MR)工艺的项目,都使用了Frame7燃气轮机,在3600r/min时,ISO功率约87MW。使用三台机器时,单线LNG年生产能力达620万t;如使用三台Frame9燃气轮机,LNG年生产能力可增至790万t。
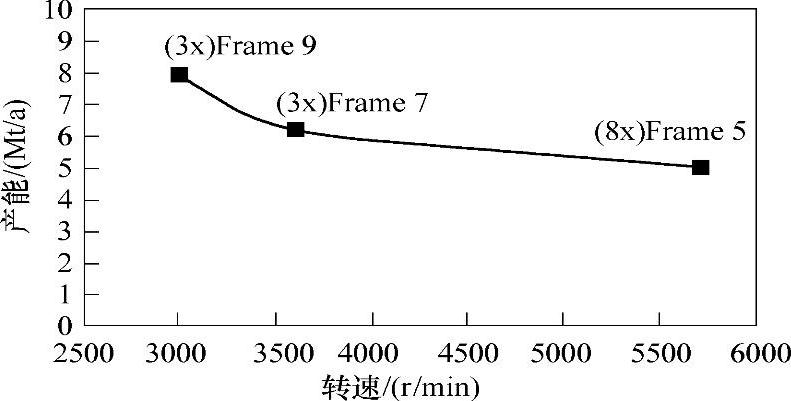
图2-52 压缩机转速与生产线产能关系
Qatar LNG项目是LNG行业有史以来建设的单线能力最大的。第一条Qatar生产线于2008年初投产,采用了APCI最新的APXTM技术,用三台Frame9燃气轮机驱动单线年产量达780万t。虽然Frame9已在发电工业得到广泛使用,但在基地型LNG液化厂中使用还是第一次。
在燃气轮机作驱动机的选择中,通常愿意选用熟悉的设计和设备,并将备件和维护标准化,尤其是扩建项目。然而,大型机械设备(>Frame5)常常受到现有设计的局限,且交货周期可能较长,这就可能导致EPC工期延长。
②航改型燃气轮机。它是由飞机喷气发动机改进的重量较轻的航空涡轮发动机,在2006年初,第一次投入商业运营,在澳大利亚Darwin基地型LNG液化厂中使用。与传统的大功率燃气轮机(比如Frame7/9)相比,航改型燃气轮机有如下优点:有较高的热效率及燃料效率;单位功率的NOX和CO2排放较低;模块机组交换可提高液化厂整体上线率。另外,因为传统大功率燃气轮机发电机组更换通常需要14天或更长,而航改型涡轮发电机组更换在48h之内就能结束;可以不借助大型辅助电动机启动;重量比Frame7/9的轻、占地面积比Frame7/9小。尽管航改型燃气轮机有以上优点,因为没有双轴型发动机,在基地型LNG液化厂中仍未被广泛推广,且这种发动机需要较高的燃料压力,需要额外配备燃料气压缩装置,从而增加了资金投入和操作费用。图2-53示出燃气轮机比功与热效率关系。包括Frame5到Frame9在内的大功率燃气轮机热效率为28%~36%,而航改型燃气轮机的热效率能达到38%~42%。热效率的提高减少了对燃料的需求,增加了整体液化厂热效率并减少了温室气体的排放。
燃气轮机逐步取代了蒸汽轮机,是因为燃气轮机中不需要蒸汽发生和锅炉给水处理设备,因而大大减少了资金投入。但由于天然气价格不断攀升,因此,减少LNG生产的燃料消耗的益处是显而易见的。在这种情况下,高效航改型燃气轮机和所有电动机都有可能产生更大效益。
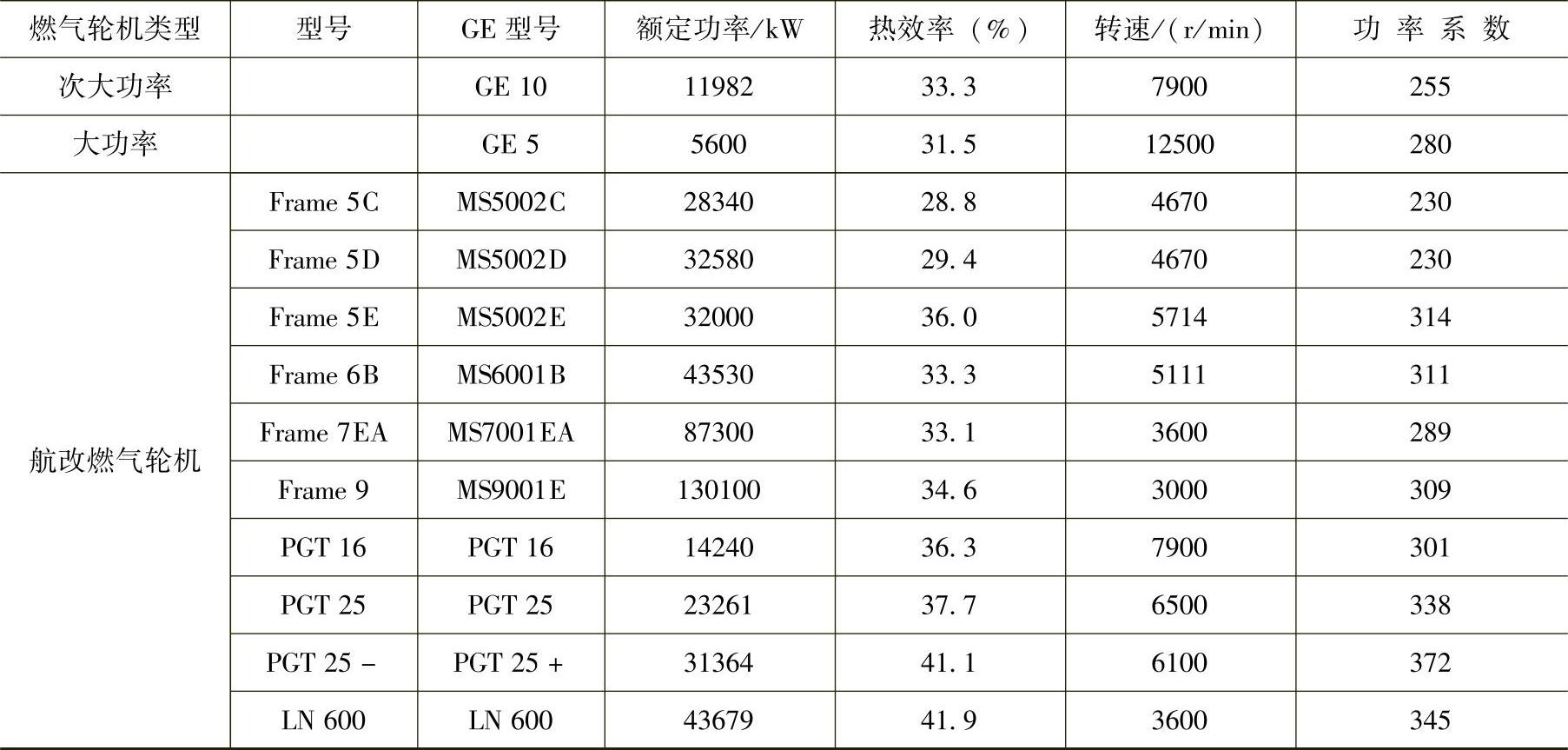
③燃气轮机供应商&及其主要性能。为LNG产业提供小型、重型燃气轮机和航改型燃气轮机主要供应商有西门子(Siemens)和通用电气油气(GE Oil&Gas)。通用电气油气(GE)产品及性能见表2-40。
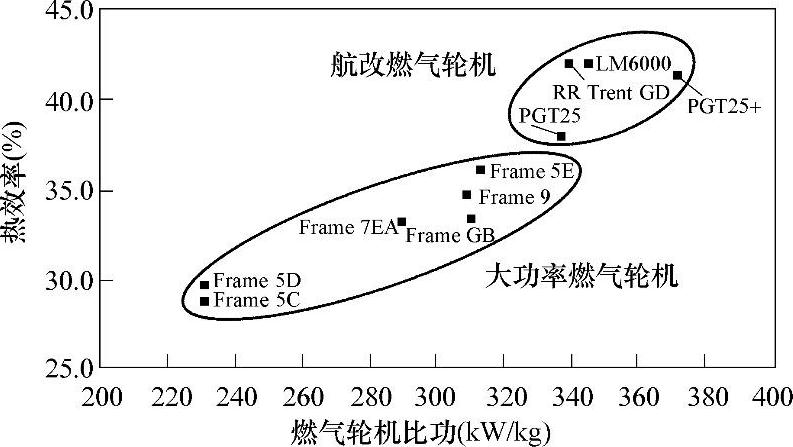
图2-53 燃气轮机比功与热效率关系
表2-40 通用电气油气(GE)燃气轮机产品及性能
④电动机。近来,LNG工业热衷于使用电动机来驱动制冷压缩机,原因是LNG工业需要增大生产线规模、降低燃料气消耗,以提高LNG产量和降低温室气体排放量。电动机被广泛地用作燃气轮机的启动机和辅助机。世界上第一个“全电动”的LNG工厂,现已在挪威建好并投产。
将电力驱动机应用到基地型LNG厂,也可填补因燃气轮机不同型号间某些设备尺寸的设计缺口。通常电动机利用率较高,因为它需要维护频率低、故障少,这就提升了可靠性和工艺安全性,并降低了运营成本。选择电动机驱动还可提高工厂整体上线率,其他好处包括生产厂家多、竞争激烈,交货周期短。
由于使用电动机驱动的LNG工厂需要一个中央发电厂,因而一个LNG联合厂占地面积要比使用燃气轮机驱动的工厂大很多。发电所需的额外成本也可能抵消比安装燃气轮机省下来的成本。但如果当地电网供电充足可靠,LNG工厂就可以采用电动机,因而降低资金成本。但电力供应必须可靠,以确保高效连续生产。
如果决定使用电动机驱动,必须同时综合考虑热电联供等因素。
⑤余热回收蒸汽发生器。通过余热回收蒸汽发生器和蒸汽轮机设备额外获得的能量,足够驱动一台压缩机,可使更多的原料气变成LNG而不是被当作燃料消耗掉。与此同时,还可以提高热效率、降低温室气体(GHG)排放量。
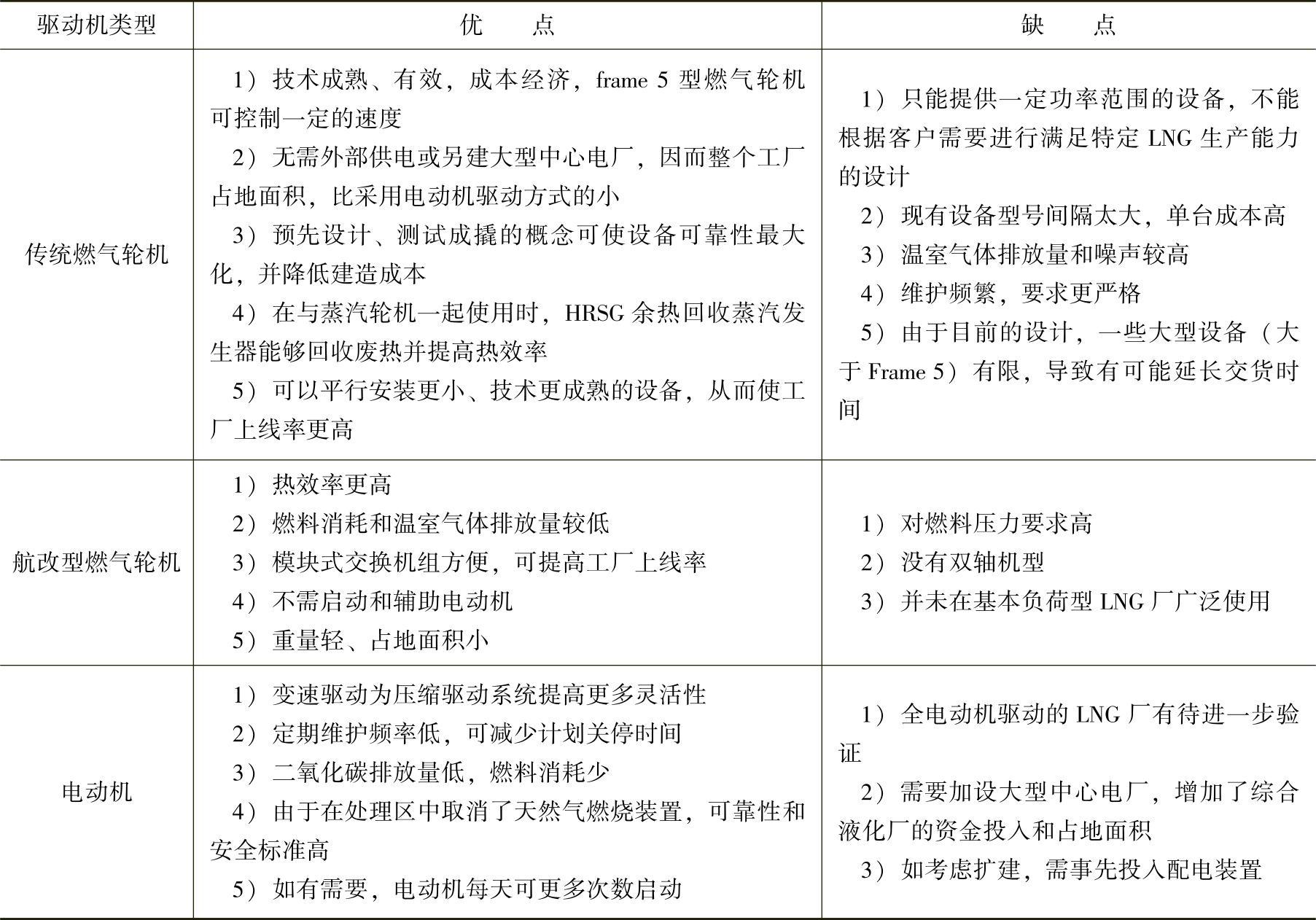
⑥压缩机驱动机的相关性能。表2-41列出了液化生产线使用传统燃气轮机、航改型燃气轮机或电动机作为压缩驱动机的优缺点。
表2-41 各类压缩机驱动机的优缺点
⑦压缩机驱动机的可获得性问题。压缩机驱动机系统仅占到整个LNG项目总投资额(包括船运和再蒸发费用)的5%~10%。因此,在选择压缩机驱动机时,考虑压缩系统的可靠性及其对LNG产量的影响,比考虑成本更重要。与燃气轮机相关的可获得性:
a)可以平行安装更小的成熟设备,通过提高设备可获得性来弥补增加的成本。
b)使用平行压缩机驱动机组合方式,压缩机脱机时将不会关停整条生产线,且系统重启动时不损失制冷剂。
c)双轴燃气轮机的速度可变性提高了工艺控制能力,从而提高了上线率。
d)一些大型机器设备(大于GE-Frame 5)受到现有型号和交货时间的限制,这可能会耽搁EPC工期。
e)选择燃气轮机驱动时,特别是用于扩建项目,常倾向选择熟悉的设计和配置,并将备件标准化,这样能优化维护程序。
f)液化生产线中使用纯制冷剂循环的燃气轮机时,可获得性与使用混合制冷剂循环的液化生产线达到的可获得性大致相当。
与电动机相关的可获得性:
a)可靠的集中供电及较少定期维护,提高了生产可获得性。
b)如果液化系统中电动机驱动的电力由按裕量设计(n+1)的自备发电厂提供(n+1指满负荷运转所需的驱动机数量加上一台备用),透平发电机定时下网将不会导致液化厂停产,由此减少生产损失,同时提高液化厂整体上线率。
c)电动机驱动可变速控制,实现流程最佳化,容易在多变条件下调整产量,并提高了设计灵活性。
d)如需要,电动机驱动方式一天可以多次起动。
e)电动机与压缩机的装配和测试时间,比燃气轮机与压缩机的短,因而可以缩短EPC工期。
f)设备供应商多而竞争激烈,可以减少供货时间,从而缩短EPC工期。
g)电动机驱动会加快工程进度,因为发电厂和液化厂可以分开建设。
4)制冷压缩机。更大型的压缩机可以降低每条液化生产线所需的机器台数,并且提高LNG生产线生产能力。单台离心压缩机最大可吸入量通常限制在20万m3/h之内,大于此量时,轴流压缩机更合适。通常的做法是在单体机器上,在低压端安装轴流压缩机,在高压端安装离心压缩机来解决此问题,这样就能实现不同类型压缩机各自的容量和高压性能优势的最大化。
5)液体膨胀机。用液体膨胀机代替焦耳-汤姆逊(J-T)阀,可以提高液化循环的效率。图2-54示出蒸气压缩制冷循环及其温熵图。如图2-54a中C至D所示,当液体压力通过I-T阀减压,液体焓值保持恒定,温度降低时,则其熵值增加,称为焦耳-汤姆逊效应。如图2-54b所示,当液体通过膨胀机时,产生机械能,焓值降低而熵值保持恒定,这就能在同等压差下,比通过J-T阀能降温更大。
另外,膨胀机(D′)中液体与J-T阀(D)出口处相对应的液流相比,距离相包络近得多。因此,相形之下膨胀机的液流中液体含量更多,这是LNG液化厂设计中需要考虑的重要因素。据报道,在生产规模一定的前提下,通过使用液体膨胀机,可以使LNG产量提高3%~4%。
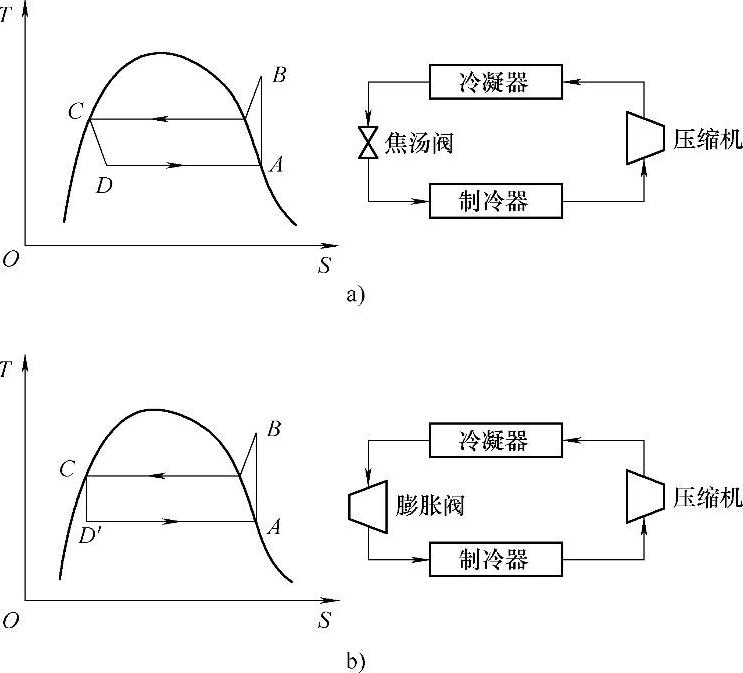
图2-54 蒸气压缩制冷循环及其温熵图
a)通过J-T阀减压 b)通过液体膨胀机减压
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。