



(一)气门组零件常见的损伤与修理
①气门和气门座工作面起槽、变宽或烧蚀后出现斑点和凹陷时应进行光磨。
②气门杆磨损量超过0.05mm时,或通过检测有明显弯曲时,应更换气门。
③气门杆与气门导管配合松旷,应更换气门和气门导管。
④气门弹簧折断、自由长度缩短、弹力减退和变形经检测不符合规定时,应更换气门弹簧。
(二)气门传动组零件的检验与修理
1.气门挺杆
直径的磨损一般不得超过0.05mm。如气门挺杆与导孔的配合超过使用限度,可通过电镀或刷镀加粗挺杆直径,以及铰大导孔的方法进行修复。
2.摇臂轴
磨损应不超过0.025mm,否则应电镀修复或更换。如摇臂轴弹簧折断、变形,也应更换。
3.正时齿轮
正时齿轮与曲轴飞轮的啮合间隙差超过0.10mm、裂损或松动时,应更换。
4.凸轮轴
轴向间隙因止推垫片磨损而超过规定极限时,应更换标准厚度的止推垫片,不得任意减薄垫片的厚度,否则将改变凸轮的轴向位置,影响配气相位的准确性。
(三)气门间隙的调整方法(https://www.xing528.com)
1.气门间隙
气门间隙会随配气机构零件的磨损而发生变化,气门间隙是配气机构的重要维护项目之一。气门间隙过大,会使气门的升程减小,引起充气不足和排气不畅,而且会带来不正常的敲击声;间隙过小,会使气门关闭不严,易造成漏气和气门与气门座的工作面烧蚀。因此,要按规定调整好气门间隙,以保证发动机正常的工作。正常气门间隙见表7-2。
表7-2 气门间隙

2.气门间隙的检查和调整
气门间隙的调整要在气门完全关闭、气门挺杆落至最低位置时进行。为了达到上述要求,通常是在气缸压缩终了时,调整该缸的进、排气门。检查调整方法有两种:
(1)逐缸调整法
①摇转曲轴使飞轮上的上止点记号与飞轮壳检查孔上的刻线对正,或曲轴传动带轮上的标记与指针对正,此时是一缸或六缸(四缸)压缩终了的位置,可以调整一缸或六缸(四缸)进、排气门的间隙。
②调整时应先松开锁紧螺母,旋松调整螺钉,在气门杆与摇臂之间插入规定厚度的塞尺,如图7-1所示。用螺钉旋具拧进调整螺钉,使摇臂轻轻压住塞尺,拉动塞尺有轻微阻力,固定调整螺钉的位置。拧紧锁紧螺母,再用塞尺复查一次。
③当一缸或六缸(四缸)的两气门间隙调好后,摇转曲轴120°(四缸摇转180°),按点火顺序调整下一缸进、排气门间隙,依次类推逐缸调整完毕。
(2)两次调整法 多缸发动机摇转曲轴两圈,可以调整完所有的气门间隙,这是由发动机的工作循环、点火顺序、连杆轴颈的相位角和气门实际开闭角度确定的。在一缸或六缸(四缸)处于压缩终了上止点时,除调整本缸的气门间隙外,其他缸有的气门间隙也可调整。
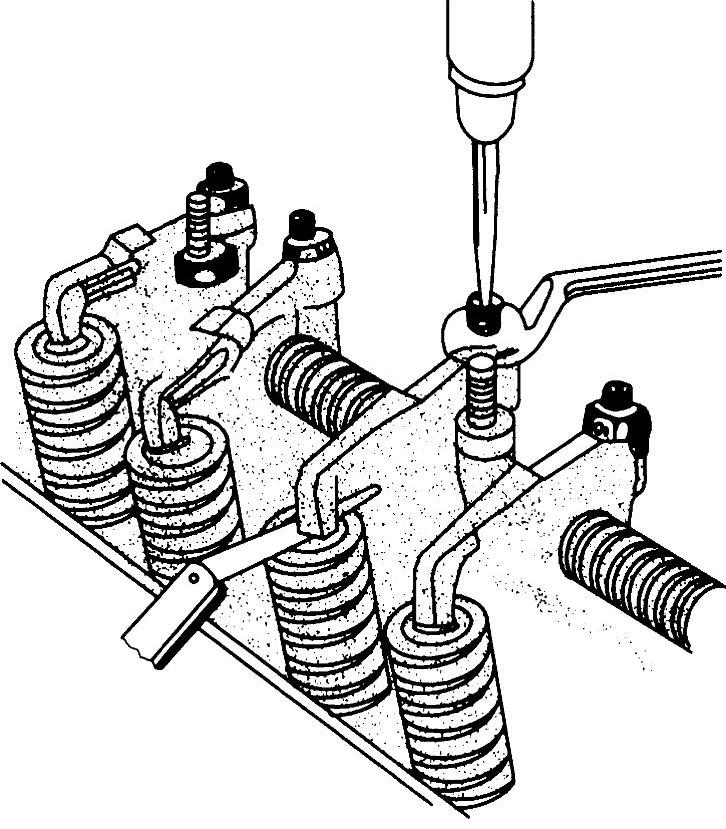
图7-1 气门间隙的调整
常用的六缸(四缸)发动机,一般都是直列单行,点火顺序多是1-5-3-6-2-4(四缸为1-2-4-3或1-3-4-2),进、排气门都采取早开迟闭,工作循环又都相同,依这几个方面,即可推出可调气门。参考发动机的气缸序号、气门序号和气门排列位置,再根据发动机的工作循环和点火顺序,分析各缸的工作状态,确定可调与不可调的气门。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。