



1.锌锅的存放
遭到腐蚀或锈蚀的锌锅表面会变得相当粗糙,这将引起液态锌对它更严重的侵蚀。因此,新锌锅在使用前若需存放较长一段时间,需要采取防腐蚀保护措施,包括涂装防护,放入车间内或加盖避免雨淋,底部垫高避免积水浸泡等,在任何情况下都不要让水汽或水积聚在锌锅上。
2.锌锅的安装
安装锌锅时必须按制造厂的要求,把它移放在锌炉内。新锅使用前,一定要将锅壁上的铁锈、残余的焊渣飞溅和其他污物、腐蚀物清除干净。铁锈需要用机械法清除,但不能损伤锌锅表面或造成表面粗糙,可用合成纤维的硬刷来清刷。
锌锅受热时会膨胀,因此要有自由膨胀的空间。另外,锌锅长期处于高温状态,还会产生蠕变。因此,设计时应注意对锌锅采取适当的支撑结构,以防止其在使用过程中逐步变形。
3.锌锅内锌锭的堆装
往新的锌锅内装入锌锭时必须选用品质较好的锌锭,以减少液态金属对锌锅的有害作用。锌锭装入锌锅时,应按图6-2所示方法摆放,这样可保证锌锭与锅壁间热传导良好。锌锭上面可以覆盖一层木炭,这样既可以起到隔热保温的作用,还可起到防止锌氧化的作用;也可在锌锅上加盖隔热盖以减少热量散失。由于锌的热膨胀系数为铁的三倍,为了防止加热升温过程中锌膨胀对锅壁产生太大的压力,摆放锌锭时,在锌锅长度方向的中间要留有足够的间隙,在这个间隙中间可以放一些木条。锌锅加热升温过程中,这些木条将被膨胀的锌锭挤压,然后燃烧,未燃尽的木条和燃烧产物最后上浮到锌液表面。
加热过程中靠近锅壁的锌锭首先熔化,熔化的锌与锌锅壁反应可形成一层铁锌合金保护层。

图6-2 锌锅内堆装锌锭的方法
4.升温熔锌
在锌锭熔化并达到工作温度以前,在锌锅壁内外温差和锌液的腐蚀作用下,锌锅存在开裂损坏的危险。
钢的抗拉强度随温度升高而降低,在450℃时,其抗拉强度小于100MPa。锌锅壁内外温差会在锅壁内侧产生拉应力。例如,锌锅壁内外温差达60℃时,就会在锅壁上产生120~130MPa的拉应力,高于钢的抗拉强度。锌液对锅壁的静水压力也会使锅壁产生拉应力。这两种原因产生的拉应力叠加产生的最大拉应力值,出现在锌锅立壁与底部之间的转折区,特别是在锌锅长边的中部,因此这个部位是加热过程中最危险的区域。为了避免锌锅出现开裂,加热和冷却必须十分缓慢,以便尽量减少锌锅各部分的温差。(https://www.xing528.com)
正常情况下,纯锌液与锌锅反应会在锌锅内表面形成一层均匀的铁锌合金层,如图6-3a所示。如果新锌锅装锌锭时就加入了铅,熔锌过程中保护性的铁锌合金层未形成之前,锌锅底部就已积聚了含未饱和锌的液态铅层,含不饱和锌的液态铅层与锌锅钢板接触,会使锌锅钢板产生晶间破坏,如图6-3b所示。在锌锅侧面与底面之间的转折处由于应力集中,出现晶间破坏,特别危险。
当锌锅在临界温度范围使用时,锌液侵蚀锌锅的速率将大大提高而使锌锅过早损坏。如果锌锅壁出现凹坑,较薄的锅壁处温度较高,锌液对锌锅的侵蚀速率会增加。如果锌锅壁加热不均匀,在加热温度高的区域,锌液对锅壁侵蚀速率会加快。
新锌锅进行熔锌升温加热,一定要按锌锅制造商的要求进行,必须十分缓慢和均匀。这样做虽然会使加热及设备运行的耗费显著增加,但远比锌锅损坏和因此停产造成的损失低得多。在加热升温过程中,重要的是,整个锌锅要保持一定温度平衡,即锌锅内壁的温度必须低于480℃,锅壁和锅底的温差必须小于100℃,锅壁内外温差必须小于50℃。
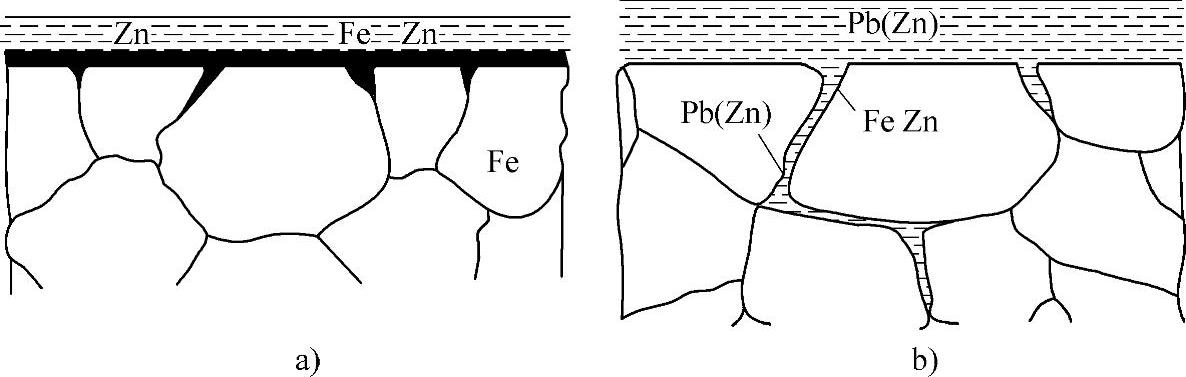
图6-3 锌液对锌锅的腐蚀反应示意图
a)纯锌液对钢锌锅产生均匀腐蚀 b)铅锌合金液引起锌锅晶间腐蚀
升温熔锌所需的加热时间主要视锌锅的尺寸和几何形状而定。为了保持一定的温度平衡,较大的锌锅升温熔锌的加热时间相对也比较长。某锌锅升温熔锌的加热曲线如图6-4所示。锌锅内壁加热到300℃以前,升温要缓慢些;到达300℃时保持一段时间,这样就不会对锌锅构成危险;300℃以上的最后升温阶段可以升温快一些,但一定要注意不能超过上述的临界温差。
砖砌炉体(或部分炉体为砖砌)的镀锌炉,在锌锅使用前,必须将砌砖体慢慢烘干,然后按图6-4所示的曲线进行加热升温熔锌。
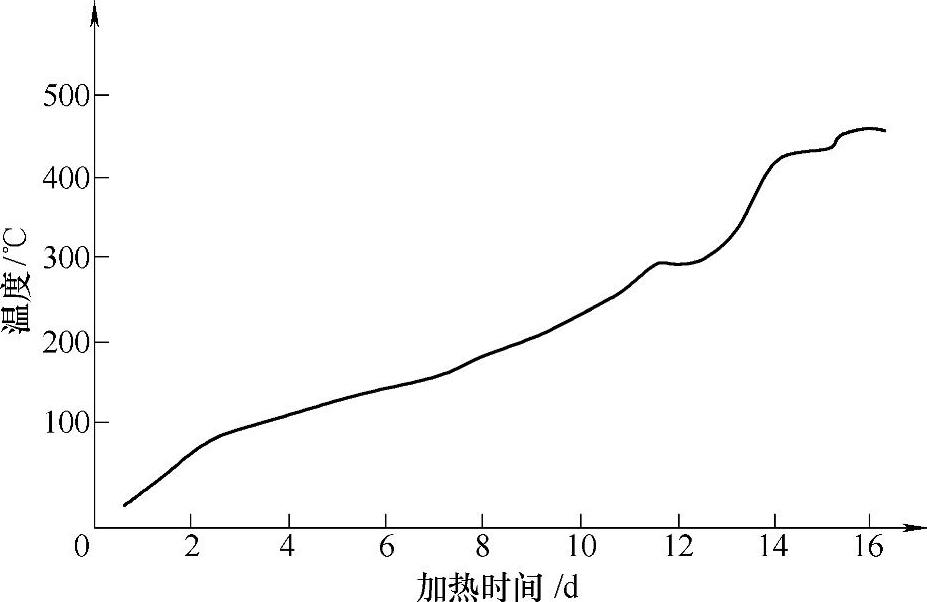
图6-4 锌锅升温熔锌的加热曲线
为了使测温控温准确无误,应该正确选择测温点和配置完善的测温控温系统。选择锌锅外壁及锅底作为热电偶的测温点,采用合适的控制设备,可以方便地将锅壁及锅底(最热和最冷部分)的温差控制在100℃以内。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。