



铣工角度零件如图6-63所示。
该例是机械产品检验工(等级工)技能鉴定的一个实例(鉴定是三个零件,这是其中之一),鉴定现场提供的有:该图样及其零件、检测记录表格(提前提供的需要准备的量具辅具清单)、平板等。
一、图样分析
1)从图中知道要检测两个角度和几个长度尺寸。
2)尺寸标注:标注出被测尺寸的代号和公差,为了选择量具给出了偏差。
二、零件几何量精度分析
1.几何尺寸
1)角度测量A±3′(两处),公差值为6′,可以用游标万能角度尺测量;B±4′公差值为8′,同样用游标万能角度尺测量。
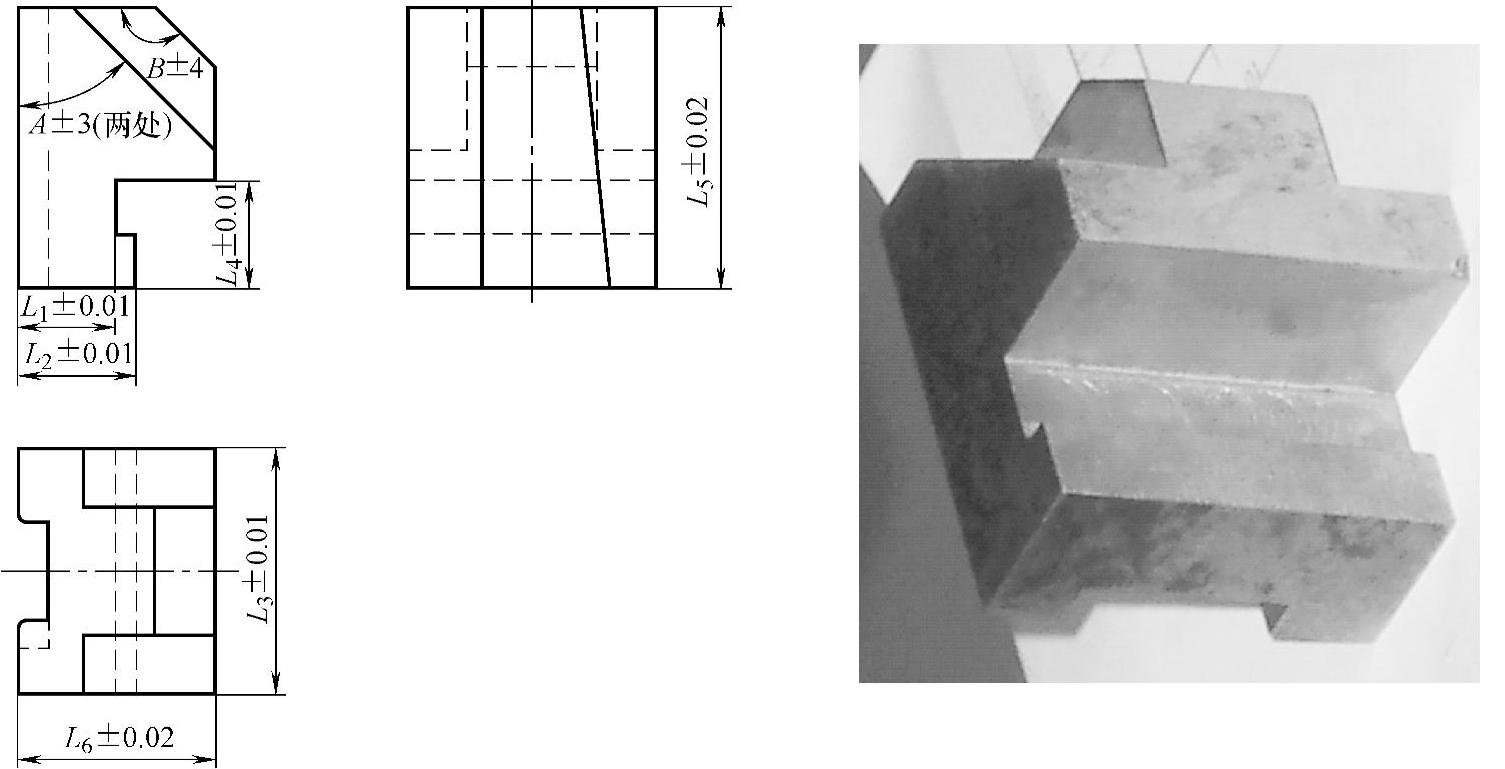
图6-63 铣工件检测用图
2)外形尺寸,L1~L4公差值为0.02mm;工件实际尺寸在100mm以内,可见精度不低;L5~L6公差值为0.04mm,精度中等;针对不同精度尺寸采用打表法和外径千分尺测量。
2.几何公差和表面粗糙度
未给定几何公差要求和表面粗糙度要求。
三、检测量具(辅具)
1)使用量具:Ⅰ型游标万能角度尺,0~25mm、25~50mm、50~75mm、75~100mm外径千分尺,深度千分尺,量块,千分表。(https://www.xing528.com)
2)使用辅具:平板。
四、零件检测
1)角度测量A±3′(两处),用游标万能角度尺测量,角度尺组合测量方法如图6-64所示。
2)角度B±4′公差值为8′,同样用游标万能角度尺测量,角度尺组合测量方法如图6-65所示。
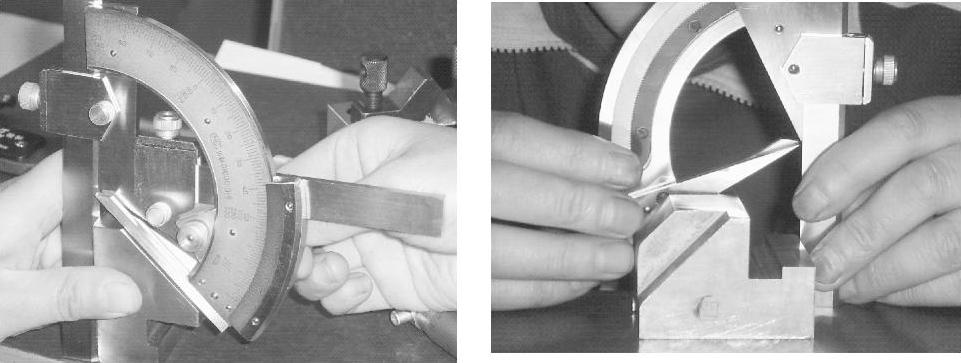
图6-64 铣工件角度A测量方法

图6-65 铣工件角度B测量方法
3)外形尺寸,L1、L2用0~25mm外径千分尺测量;L3用25~50mm外径千分尺测量;L4用深度千分尺测量;L5用50~75mm外径千分尺测量;L6用25~50mm外径千分尺测量;详情如图6-66所示。
五、重点、难点测量及讲评
游标万能角度尺组合方式是重点;深度千分尺测量一端接触如何保证紧密贴合是难点。
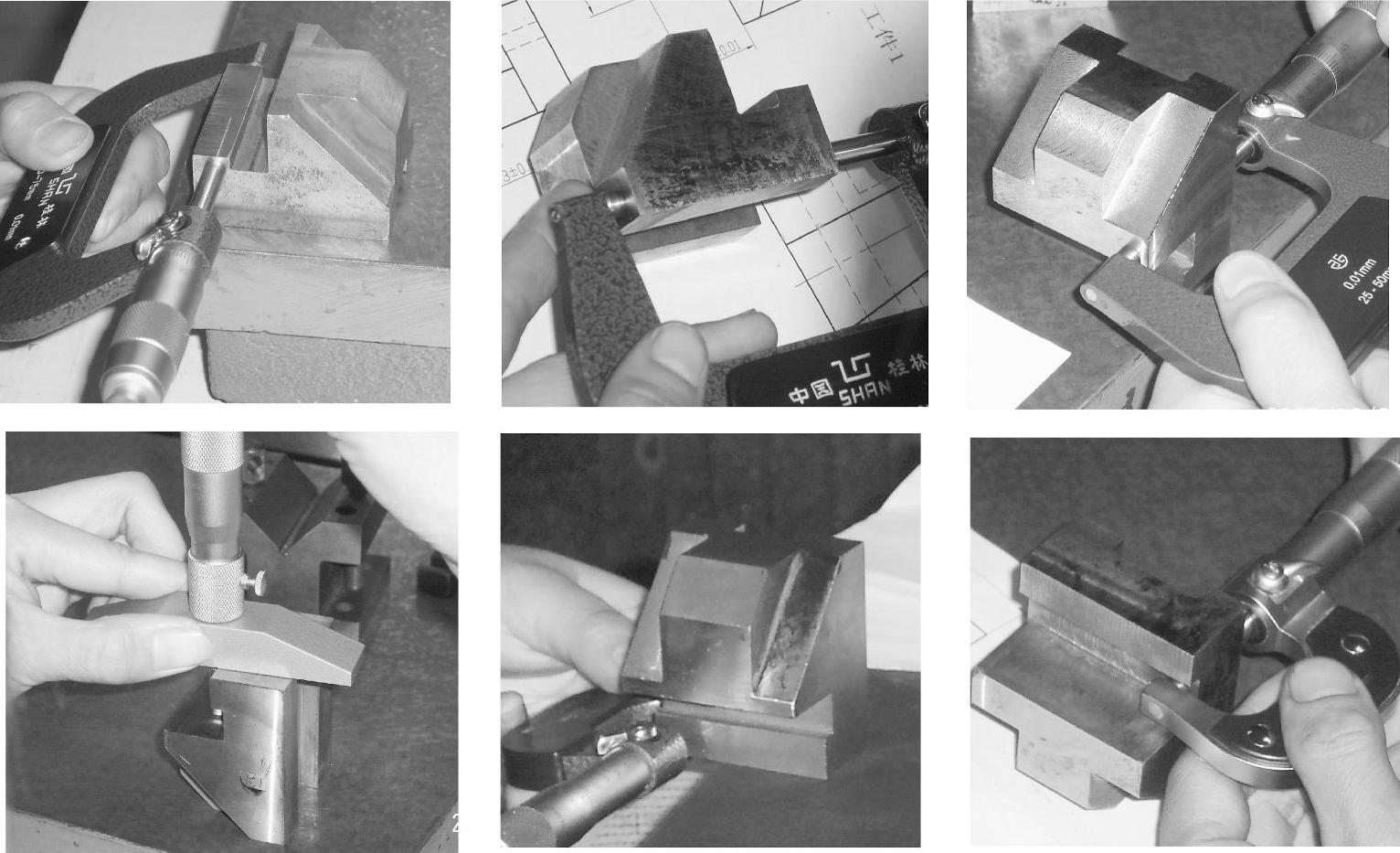
图6-66 铣工件长度尺寸测量实操
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。