



六角螺母如图6-59所示。
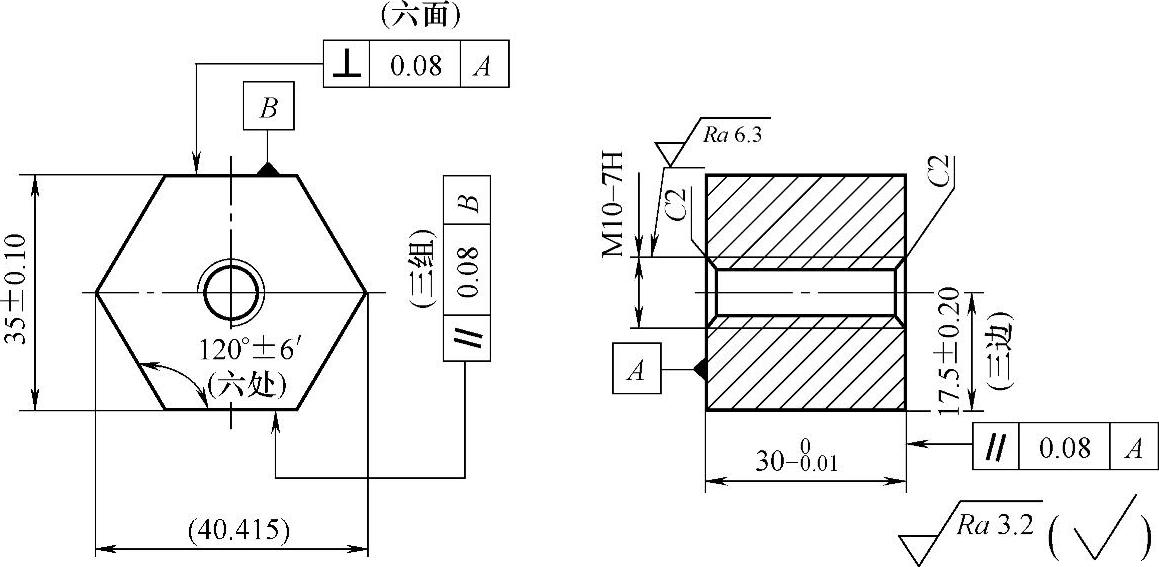
图6-59 六角螺母
一、图样分析
1)六角螺母技术要求:材料45钢;钳工加工件;各锉削面平面度公差为0.05mm;锐边倒圆R0.3mm。
2)尺寸标注:角度、外形尺寸、中心距和螺纹尺寸。
3)几何公差有平行度和垂直度要求及表面粗糙度要求。
二、零件几何量精度分析
1.几何尺寸
1)角度120°±6′六处,精度中等,可以用游标万能角度尺直接测量。
2)外形尺寸
①(35±0.10)mm(三处),用游标卡尺测量。
②300-0.01mm精度高,采用千分表配量块打表的方法测量。
3)中心距(17.5±0.2)mm,公差等级接近于IT14,即中等精度,可以用游标卡尺测量计算得到,也可以采用打表的方法。
4)螺纹尺寸:M10-7H,用螺纹通、止规直接测量。
2.几何公差
1)平行度公差0.08mm(三处),精度不高,用百分表测量。
2)垂直度公差0.08mm(六个面),精度不高,用直角尺和塞尺测量。
3.表面粗糙度
除螺纹表面粗糙度为Ra6.3μm外,其余全部是Ra3.2μm。
三、检测量具(辅具)
1)使用量具:0~25mm外径千分尺,200mm游标(数显)卡尺,150mm游标深度卡尺,Ⅰ型游标万能角度尺,刀口形直角尺,成套量块,千分表,刀口尺,塞尺,100mm正弦规,磨工用表面粗糙度比较样块等。
2)使用辅具:千分表表座;标准圆柱检验棒,2级检验平板。(https://www.xing528.com)
四、零件检测
1.几何尺寸测量
1)角度120°±6′,可以用游标万能角度尺直接测量,如图6-60所示,并直接读数;从第一个角度做标记(这点非常重要),按顺时针方向依次测量六个角度;如果有标记或者是有特征可以以它为检测第一个角度为起始测量点,并记录。
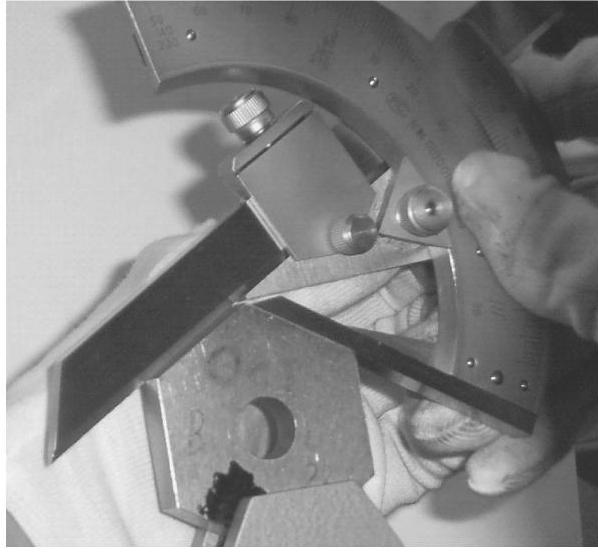
图6-60 游标万能角度尺测量角度120°±6′示意图
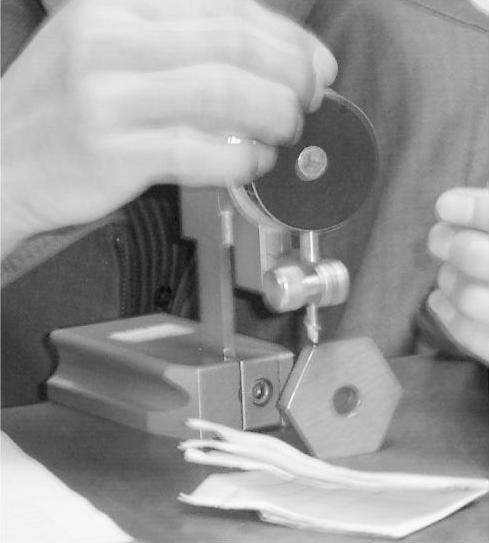
图6-61 六角螺母平行度检测示意图
2)外形尺寸:
①(35±0.10)mm(三处),用游标卡尺直接测量得到。
②300-0.01mm精度高,采用千分表配量块打表的方法。将基准面A放置在检验平板测量面上;安装调整好千分表及表座;选择5mm和30mm量块组合后放置在被测六角螺母旁;首先将千分表测头放置在量块组上,多次移动(移出量块组再回到量块组上)调整到零位;然后移动测头到六角螺母被测面上,读取千分表读数,判断量块组尺寸大小后,计算得到实测值;或者查看千分表的摆动最大范围是否小于0.20mm。按上述方法,测量另外两处。
3)中心距(17.5±0.2)mm,公差等级接近于IT14,即中等精度,可以用游标卡尺测量内孔直径d;然后测量孔最低处到基面的距离h,中心距由a=d/2+h计算得到。也可以采用打表的方法:将心轴无间隙地插入螺孔中,千分表(或百分表)与量块组配合测量心轴上素线最高点H,测量心轴直径D,则中心距a=H-D/2。
4)螺纹尺寸:M10-7H,用螺纹通、止规直接测量,通规通过、止规不通过为合格。
2.几何误差测量
1)平行度公差0.08mm(三处),精度不高,用百分表测量。将六角零件的基准面放置在平板测量平面上;把百分表固定在高度尺上(有可固定百分表的装置);将百分表测头置于六角零件被测表面上,如图6-61所示。将表盘转至大指针指向零位,然后轻轻提起测杆三次,查看零位是否有变化,若未变化,说明零位调整正确(表及安装合适),可以测量;移动测头从左到右(图示为六角零件,本例六角螺母应沿轴线方法测量,而且沿轴线多测量几条线取最大差值),记录表的读数,读数的最大值与最小值之差即为该测量面与基准面的平行度误差;另外两个面的平行度误差测量方法与此相同,可以得到其平行度误差值。
2)垂直度公差0.08mm(六个面),精度不高,用直角尺和塞尺测量。
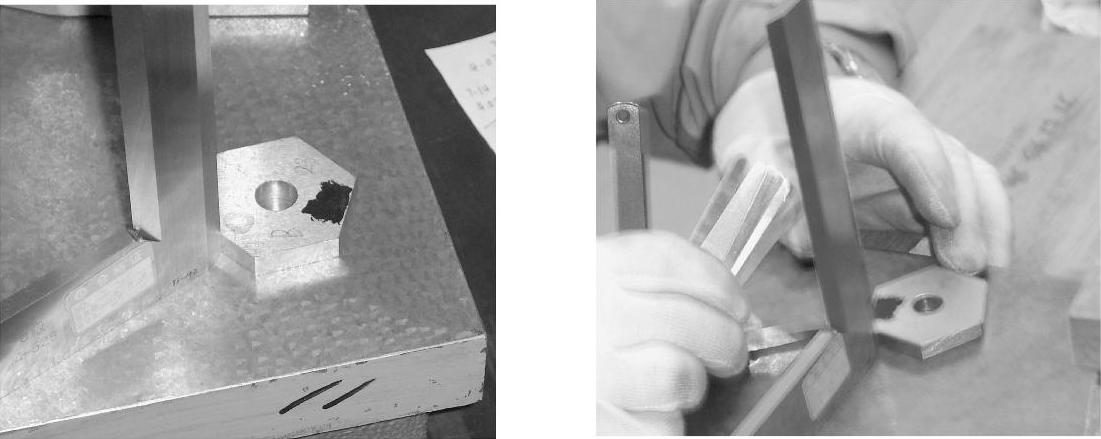
图6-62 六角零件垂直度测量示意
测量方法如图6-62所示。将六角零件基准面A放置于检验平板测量平面上;将刀口形直角尺置于被测平面旁,紧密贴合,如图6-62所示(六角块零件,本例是六角螺母比该零件高)。查看贴合处的缝隙,若有缝隙用塞尺进行检测,检测时一定要注意不能使工件和刀口形直角尺移动;检测的缝隙尺寸、缝隙顶点到平板的高度值按上述方法计算得到被测面的垂直度误差值,同理可以测量出其他五个面的垂直度误差值。
3.表面粗糙度测量
除螺纹表面粗糙度为Ra6.3μm外,其余全部是Ra3.2μm。用铣工表面粗糙度比较样块和目测的方法查看比较得出被测面的表面粗糙度值。
五、重点、难点测量及讲评
本例均为常规测量,重点是注意测量垂直度误差时,防止在塞塞尺时,零件和直角尺移动。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。