



通、止量规的主要作用:对紧固和传动螺纹,它主要保证了可装配性;对管螺纹,它保证了装配位置。
1.螺纹检验的公差带原则
在螺纹标准中,有沿螺纹牙型分布的公差带图和各直径公差数值表,如图4-3所示。我国绝大多数的技术人员认为螺纹量规检验合格的产品,其螺纹牙型应该落在螺纹标准所规定的公差带范围内,螺纹质量应该没有问题。当发现合格产品的螺纹质量非常差时,他们不知所措,不知道问题出在哪里。实际上,螺纹是一个复杂的几何体,它有许多技术参数。如果要完全控制螺纹的质量(采用公差带原则),则需要对螺纹的所有参数进行测量,这要花费大量的时间和高额的检测成本,这样做在实际生产中是行不通的。而且在不同的场合,螺纹的各个参数作用不同,要求也不同,某些参数可以利用生产工艺进行保障,而无需单独检验。目前,我国使用的螺纹通、止量规来源于1905年英国人发明的泰勒原则。它的优点是经济性好,可以保证装配;缺点是螺纹的质量保证水平偏低,存在许多技术漏洞。
2.密封螺纹的量规检验与密封保证间的关系
大多数的技术人员认为螺纹量规检验合格的螺纹,其螺纹牙型应该落在螺纹标准所规定的公差带范围内,螺纹的密封性应该没有问题。可实际上,用量规所进行的螺纹检验与保障螺纹的密封性基本没有多大关系,螺纹检验仅仅保证了内、外螺纹间的装配位置关系。为保证螺纹的密封性,企业必须采取一定的内控措施。
由于许多人没有认识到这点,机械产品经常出现泄露现象,出口产品经常有退货发生,这些严重地影响了我国产品在国际市场的竞争能力。进入21世纪,ISO、欧洲和北美洲普遍增加了密封管螺纹的检测量规数量,我们也应该跟上国际的最新变化,提高我国密封管螺纹的密封能力。
圆柱螺纹量规的名称、代号及使用规则见表4-14。
表4-14 圆柱螺纹量规的名称、代号及使用规则
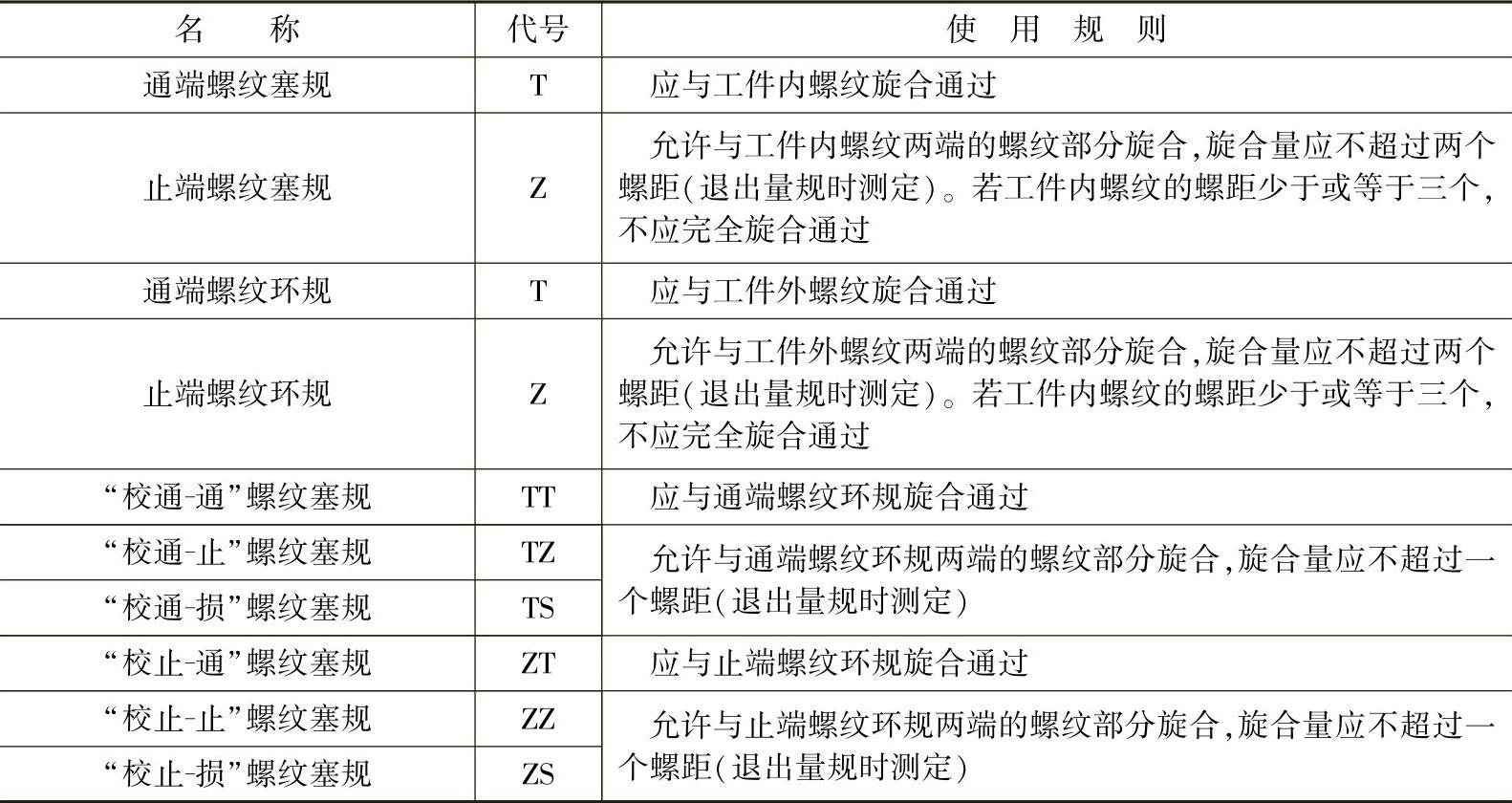
注:本表摘自GB/T 3934—2003《普通螺纹量规 技术条件》。
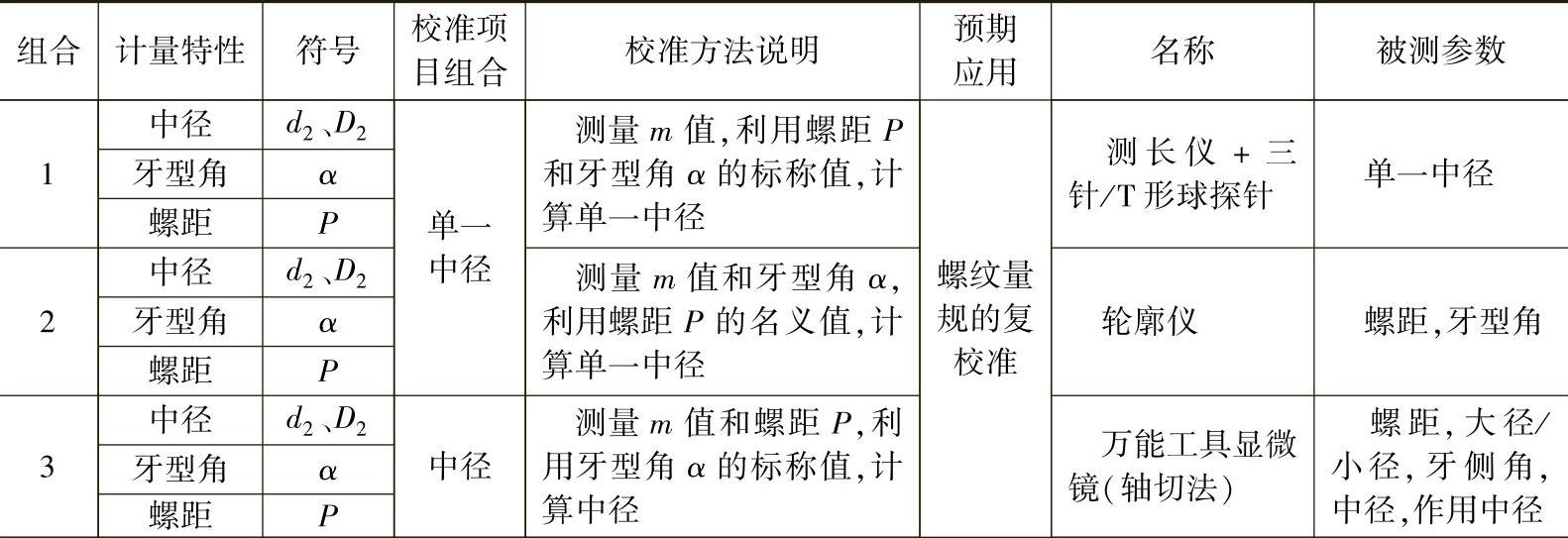
圆柱螺纹量规计量特性校准组合及可选用测量仪器见表4-15。
表4-15 圆柱螺纹量规计量特性校准组合及可选用测量仪器(https://www.xing528.com)
(续)
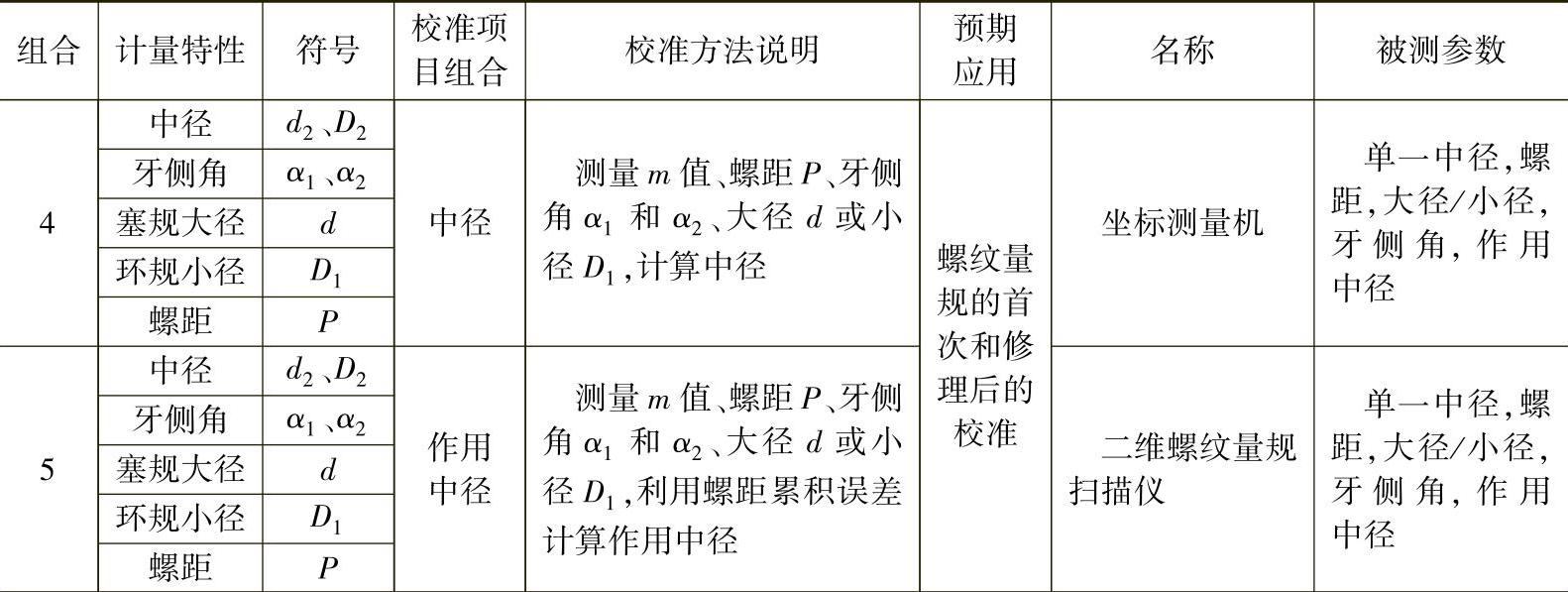
注:本表摘自JJF 1345—2012《圆柱螺纹量规校准规范》。符号m是测量螺纹中径时,与螺纹两牙侧良好接触的探针或三针的中心间距离。
3.螺纹量规的使用和养护
螺纹量规使用和保养的注意事项如下:
1)使用前,应将螺纹量规擦洗干净,再将被测螺纹擦净后,即可进行检验。否则,不但会给检验结果带来误差,而且还会引起量规的严重磨损。
2)检验时,应注意使用量规和被检螺纹工件温度尽量一致,特别是当螺纹制件是用轻金属材料制造时,尤其要注意温度的一致性。
3)在检验中,应尽量避免长期用手握着量规进行工作。最好采用隔热板,以减少温度变化引起的测量误差。
4)使用后的量规应及时擦洗干净,并用放大镜检查是否有碰伤、划痕等外伤。用后的量规应在工作表面上涂上一层防锈油,以防锈蚀。
5)暂时不用的量规,涂防锈油后应单独放在洁净的木箱内,以避免由于相互碰撞而使量规损坏。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。