



根据偏心的特点,偏心可分为单偏心和多偏心两类,偏心零件是属于难加工、难检测的零件。
内孔与外圆偏心的零件称为偏心套。两轴线之间的垂直距离称为偏心距。
偏心套一般采用车削和磨削加工,后者相对前者加工精度高。加工偏心套,根据精度要求不同,其装夹方式各有不同,检验人员应该在检验工件时对其有所了解,便于在检测过程中抓住重点,使用较科学合理的方法进行检测,得到正确的检测结果。下面根据实例了解偏心套的主要尺寸精度和几何精度的检验及检测方法。
检测图3-54所示经车削加工的偏心套。
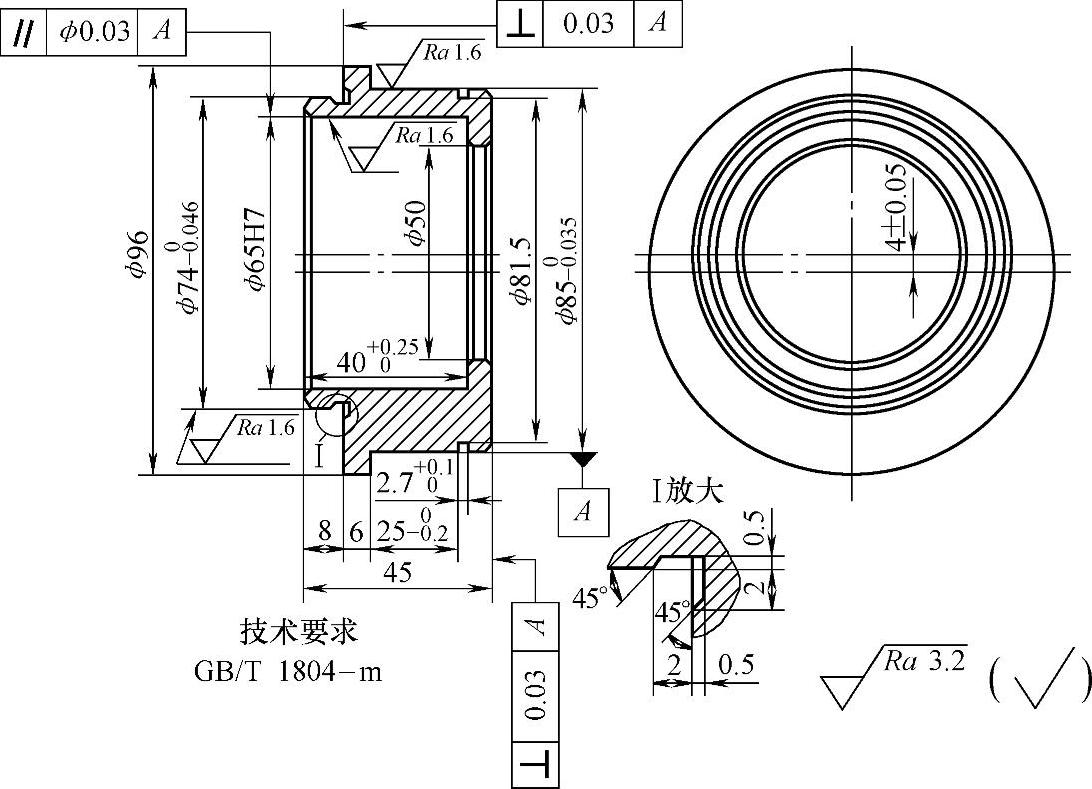
图3-54 车削加工的偏心套
1.图样分析
1)工件为车削加工件。
2)内外形尺寸和几何精度有要求。
2.零件几何量精度分析
(1)几何尺寸
1)外圆尺寸:基准ϕ850-0.035mm,公差等级为IT7;ϕ740-0.046mm,公差等级为IT8;ϕ81.5mm、ϕ96mm未注公差,按图中技术要求的m级,即中等精度查得极限偏差均为±0.3mm;外圆尺寸均使用外径千分尺测量。
2)内孔尺寸:ϕ65H7(+0.030),公差等级为IT7;ϕ50mm未注公差,按中等精度查表,极限偏差为±0.3mm;使用游标卡尺测量。
3)偏心距:ϕ65H7(+0.030)孔径轴线与ϕ850-0.035mm孔径轴线偏心距为4mm,偏差为±0.05mm,用打表的方法检测。
4)轴向尺寸:40+0.250mm、2.7+0.10mm、250-0.2mm;6mm、8mm、45mm未注公差,按中等精度查表得(6±0.1)mm、(8±0.2)mm、(45±0.3)mm;用量块、数显高度卡尺和游标深度卡尺测量。
(2)几何公差
1)ϕ850-0.035mm外圆端面、ϕ96mm外圆左端面对ϕ850-0.035外圆基准轴线的垂直度公差均为0.03mm;用打表的方法测量。
2)ϕ65H7(+0.30)轴线与ϕ850-0.035mm外圆基准轴线的平行度公差为ϕ0.03mm;在三坐标测量机上测量。
(3)表面粗糙度 ϕ65H7(+0.30)内表面、ϕ850-0.035mm、ϕ740-0.046mm外表面的表面粗糙度为Ra1.6μm,其余为Ra3.2μm。(https://www.xing528.com)
3.检测量具、辅具
1)使用量具:50~75mm、75~100mm外径千分尺,150mm数显游标卡尺,量块,数显高度卡尺,游标深度卡尺,指示表及其支撑,表面粗糙度比较样块。
2)使用辅具:可调整千斤顶,检验平板。
4.零件检测
(1)几何尺寸测量
1)外圆尺寸:ϕ740-0.046mm外圆用50~75mm外径千分尺测量得到实际尺寸;ϕ850-0.035mm、ϕ81.5mm、ϕ96mm外圆均使用75~100mm外径千分尺测量得到实际尺寸。
2)内孔尺寸:ϕ65H7(+0.030)、(ϕ50±0.3)mm均使用数显游标卡尺测量得到实际尺寸,测量时注意参照图2-14所示游标卡尺测量内孔时正确与错误的位置进行检测。
3)偏心距:ϕ65H7(+0.030)孔径轴线与ϕ850-0.035mm孔径轴线偏心检测。按ϕ65mm孔径及公差选择检验心轴,使其紧密配合(无间隙)地放入ϕ65mm孔中,而且轴向不能窜动;将配合后的轴(基准心轴外圆柱)放置在V形架槽内,并放在检验平板测量面上,按图3-25所示偏心距的间接测量方法测量,可以得到该偏心套的偏心距。
4)轴向尺寸:(6±0.1)mm用游标卡尺测量得到实际尺寸;40+0.250mm用游标深度卡尺测量得到实际尺寸;由于2.7+0.10mm尺寸较小,可以用量块检测,并判断合格与否;250-0.2mm用数显高度卡尺测量,把工件左端面放置在检验平板测量面上,先将测量爪与槽2.7+0.10mm下面接触并归零,移动测头到ϕ96mm外圆上端面,高度尺读数即为被测250-0.2mm实际值;同理可以用数显高度卡尺测量分别得到(8±0.2)mm、(45±0.3)mm实际值。
(2)几何误差测量
1)ϕ850-0.035mm外圆端面、ϕ96mm外圆左端面对ϕ850-0.035mm外圆基准轴线的垂直度公差的测量方法如图3-55所示。
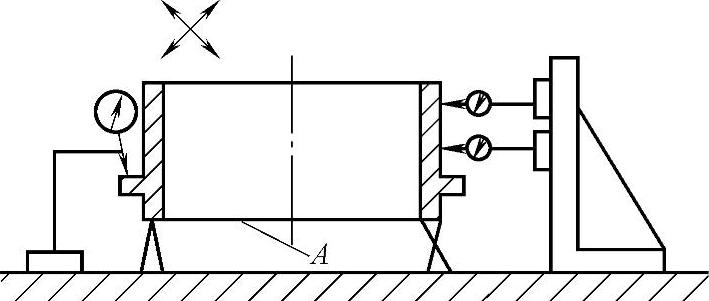
图3-55 以外圆轴线为基准的垂直度检测
将套类零件端面(基准面A)用三个可调整千斤顶支承在检验平板测量面上;借助于直角座量具,将右侧上下两个指示表(应该指示在基准外圆柱面上)用可调千斤顶调整置零位,即外圆轴线与检验平板测量面垂直;然后用右侧指示表测量整个被测表面,并记录读数值,取其中最大值与最小值之差,作为该零件ϕ96mm外圆左端面对ϕ850-0.035mm外圆基准轴线的垂直度误差。将该零件端面反转180°,即基准面A在上,用同样的方法调整两指示表的零位,然后在ϕ85mm外圆端面测量,得到ϕ85mm外圆端面对基准轴线的垂直度误差值。
2)ϕ65H7(+0.030.03)轴线与ϕ850-0.035mm外圆基准轴线的平行度误差在三坐标测量机上测量,测量结果是测量值拟合成两圆柱,计算轴线之间的距离得到平行度误差值。
(3)表面粗糙度 ϕ65H7(+0.030)内表面和ϕ850-0.035mm、ϕ740-0.046mm外圆表面粗糙度检测,采用目测比对表面粗糙度比较样块方法测量得到各自的表面粗糙度值。
5.重点、难点测量及讲评
对于偏心套检测重点是偏心距的检测;难点是几何误差的测量,因为偏心轴线和基准轴线不同轴,所以操作有许多困难,只要多练习,就会熟能生巧。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。