



1.装配的概念
装配是指按规定的技术要求,将零件、组件或部件等进行配合连接,使之成为半成品或成品的过程。装配概念原理图如图1-4所示。
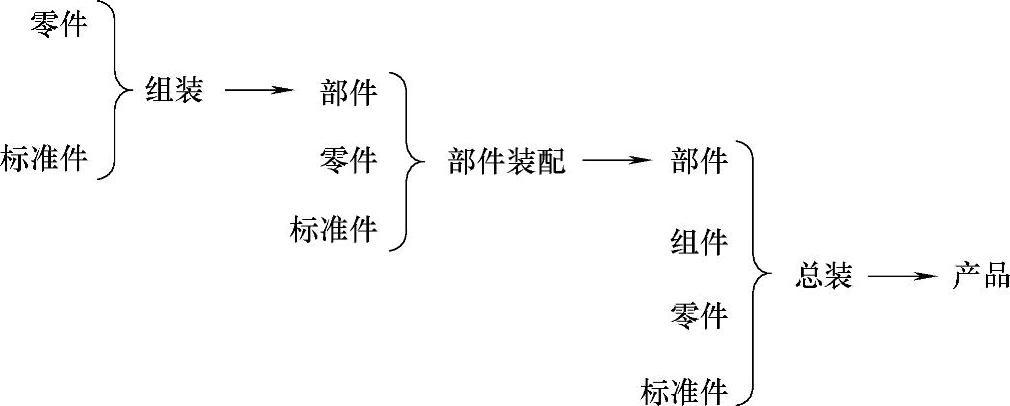
图1-4 装配概念原理图
(1)组装(组合件) 将若干零件和标准件组合成部件的过程。
(2)部件装配 将若干零件、标准件和组件组装配合成部件的过程。
(3)总装 将部件(含零件、标准件)组装配合成产品的过程。
2.装配单元
(1)零件 组成产品和参加装配的最基本单元。
(2)合件 比零件大一级的装配单元。
(3)组件 一个或数个合件与若干零件的组合。
(4)部件 由一个基准件和若干组件、合件和零件组成。
(5)产品 以上全部装配单元组成的整体。
3.装配配合精度
装配配合精度(简称装配精度),是指产品装配时应达到的最低精度,是确定零件加工精度、选择装配方法和制订装配工艺规程的主要依据;即配合件的实际尺寸参数、零件及其表面的相互位置、形状、微观几何精度等各项指标与规定技术要求相符的程度。
零件是产品的基本组成部分,其加工精度与产品的装配精度密切相关。
4.保证装配精度的方法
在产品装配工作中,用什么装配方法来达到规定的装配精度,特别是以较低的零件精度、最小的装配工作量达到较高的装配精度,是装配工艺的核心问题。
保证装配精度的方法可归纳为:互换装配法、选择装配法、修配装配法和调整装配法四大类。
(1)互换装配法 采用互换法装配时,被装配的每一个零件不需作任何挑选、修配和调整就能达到规定的装配精度要求。用互换法装配,其装配精度主要取决于零件的制造精度。根据零件的互换程度,互换装配法可分为完全互换装配法和大数互换法。
1)完全互换装配法。
①定义:在全部产品中,装配时各组成环不需挑选或不需改变其大小或位置,装配后即能达到装配精度要求的装配方法,称为完全互换法。
②特点。
a.优点:装配质量稳定可靠(装配质量是靠零件的加工精度来保证);装配过程简单,装配效率高(零件不需挑选,不需修磨);易于实现自动装配,便于组织流水作业;产品维修方便。
b.缺点:当装配精度要求较高,尤其是在组成环数较多时,组成环的制造公差规定得严,零件制造困难,加工成本高。
③应用:完全互换装配法适用于在成批生产、大量生产中装配那些组成环数较少或组成环数虽多但装配精度要求不高的机器结构。
2)大数互换装配法。
①定义:对于大多数产品,装配时各组成环不需挑选或改变其大小位置,装配后即能达到装配精度要求,但少数产品有可能出现废品的装配法。
根据统计规律,装配时所有的零件同时出现极值的概率是很小的,而所有增环零件都出现最大值、所有的减环零件都出现最小值或所有的减环零件都出现最大值的概率就更小。
因此可以舍弃这些情况,将组成环的公差适当加大,装配时有为数不多的组件、部件的装配精度不合格,留待以后再分别进行处理,这种装配方法称为大数互换装配法。
②特点:零件所规定的公差比完全互换装配法所规定的公差大,有利于零件的经济加工;装配简单、方便;在装配中,应采取适当措施来排除个别产品因公差超出而产生废品。
③应用:适用于大批大量生产,组成环较多、装配精度要求又较高的场合。
(2)选择装配法
1)定义:将装配尺寸链中组成环的公差放大到经济可行的程度,然后选择合适的零件进行装配,以保证装配精度要求的装配方法,称为选择装配法。
2)适用场合:装配精度要求高,而组成环较少的成批或大批量生产。
3)种类:直接选配法、分组装配法和复合选配法。
①直接选配法。
a.定义:在装配时,工人从许多待装配的零件中,直接选择合适的零件进行装配,以保证装配精度要求的选择装配法,称为直接选配法。
b.特点:装配精度较高;装配时凭经验和判断性测量来选择零件,装配时间不易准确控制;装配精度在很大程度上取决于工人的技术水平;当各零件的加工误差分布规律不同时,不符合同一精度要求的“剩余零件”可能很多。
c.应用:不适合用于生产节拍要求较严的大批大量的流水作业中。(https://www.xing528.com)
②分组选配法。
a.定义:零件加工时,将各组成环的公差相对完全互换法所求数值放大数倍,使其能按经济精度加工,再按实际测量尺寸将零件分组,最后按对应的组分别进行装配,以达到装配精度要求的选择装配法,称为分组选配法。
分组选配法的实质仍是互换法,按对应组互换,实现在封闭环公差不变的前提下扩大组成环的公差,增加了测量、分组、配套及零件管理等工作。
以能达到装配精度要求、同时使分组工作量最小为目标,如何对零件进行合理分组,即优化问题。
b.特点:相关零件均要测量;相关零件均要分组;相关零件之间存在配套关系;零件的制造精度不高,但却可获得很高的装配精度;组内零件可以互换,装配效率高;增加了零件测量、分组、存贮、运输的工作量。
c.应用:常用于大批大量生产中,装配精度要求高而组成环数少的部件的装配。
例如:滚动轴承的装配、发动机汽缸活塞环的装配、精密机床的精密部件的装配。
③复合选配法。
a.定义:是分组装配和直接装配的复合,即零件加工后先检测分组,装配时再在各对应组内适当地选配。
b.特点:配合件公差可以不等,装配速度较快、质量高,能满足一定生产节拍的要求。
c.应用:如发动机气缸与活塞的装配多采用此种方法。
完全互换装配法、大数互换法和分组选配法的特点都是零件能互换,这一点对于大批大量生产的装配而言,非常重要。
(3)修配装配法
1)定义:将装配尺寸链中各组成环按经济加工精度制造,装配时,通过改变尺寸链中某一预先确定的组成环尺寸的方法来保证装配精度的装配法,称为修配装配法(简称修配法)。
采用修配法装配时,各组成环均按该生产条件下经济可行的精度等级加工,装配时封闭环所积累的误差,势必会超出规定的装配精度要求;为了达到规定的装配精度,装配时须修配装配尺寸链中某一组成环的尺寸(此组成环称为修配环)。为减少修配工作量,应选择那些便于进行修配的组成环作修配环。在采用修配法装配时,要求修配环必须留有足够但又不是太大的修配量。
修配法的实质是扩大组成环的公差,在装配时逐个修配来达到装配精度,不能互换。
2)分类:修配法又分为独件修配法、合并加工修配法和自身加工修配法三种。
①独件修配法:选定某一固定的零件作为修配件,在装配过程中进行修配,以保证装配精度。
②合并加工修配法:将两个或多个零件合并在一起进行修配,将所得尺寸作为一个组成环,从而减少组成环环数。
③自身加工修配法:用自己加工自己的方法达到装配精度。
3)特点。
a.优点:组成环均可以加工经济精度制造,但却可获得很高的装配精度。
b.缺点:增加了修配工作量,生产效率低;对装配工人的技术水平要求高。
4)应用:适用于装配精度要求较高,组成环数目较多,不便采用互换法和分组法的成批生产或单件小批生产的装配场合。修配法一般在现场进行修配,限制了其应用范围。
(4)调整装配法
1)定义:装配时用改变调整件在机器结构中的相对位置或选用合适的调整件来达到装配精度的装配方法,称为调整装配法。
调整装配法与修配装配法的原理基本相同。在以装配精度要求为封闭环建立的装配尺寸链中,除调整环外各组成环均以加工经济精度制造,由于扩大组成环制造公差累积造成的封闭环过大的误差,通过调节调整件(或称补偿件)相对位置的方法消除,最后达到装配精度要求。
调节调整件相对位置的方法有可动调整法、固定调整法和误差抵消调整法三种。
①可动调整法:改变零件的位置来达到装配精度,如轴承间隙调整、丝杠螺母副间隙调整。
②固定调整法:在尺寸链中选定一个或加入一个零件作为调节环,该零件按一定的尺寸间隔级别制成,如垫片。
③误差抵消调整法:在装配时根据尺寸链中某些组成环误差的方向作定向装配,使其误差互相抵消一部分,以提高封闭环的精度。
2)特点。
①优点:组成环均可以加工经济精度制造,但却可获得较高的装配精度;装配效率比修配装配法高。
②缺点:需要另外增加一套调整装置。
3)应用:可动调整法和误差抵消调整法适用于小批生产,固定调整法则主要适用于大批量生产。
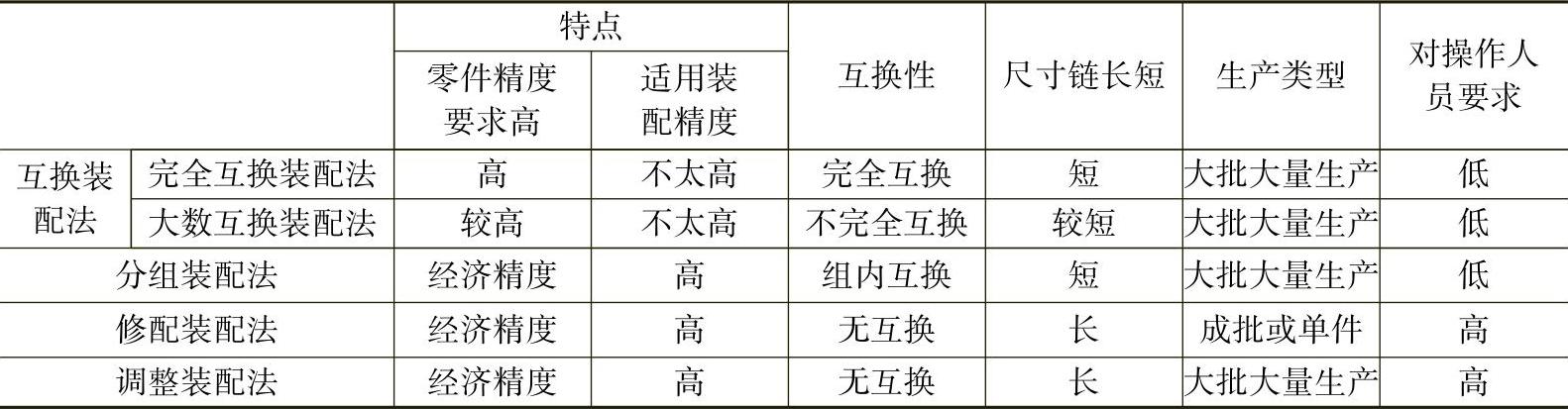
总结:通过以上叙述,可以将四种装配方法小结如下,见表1-13。
表1-13 不同装配方法的特点及相关内容
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。