



根据第3章3.3节控制系统的技术要求,将物料灌装自动生产线项目分解成若干个子系统,编写各自的子程序进行控制。
1.子程序块
(1)急停处理FC10
编写对急停按钮的处理指令,按下急停按钮后停止设备的一切运行。
(2)手动运行FC20
在设备停止运行时,允许切换到手动模式。在手动模式下,可以进行本地/远程控制模式的选择;可以通过点动正向/反向按钮使传送带正向或反向运行,进行设备的调试;可以按下计数值清零按钮对计数统计值进行复位。
(3)自动运行FC30
在设备停止运行时,允许切换到自动模式。在自动模式下,按下启动或停止按钮,控制生产线的运行或停止。当生产线运行时,传送带正向输送瓶子。空瓶子到达灌装位置时电动机停止转动,灌装阀门打开,开始灌装物料。灌装时间到,灌装阀门关闭,电动机正转,传送带继续运行,直到下一个空瓶子到达灌装位置。在自动模式,还要调用计数统计程序FC40。
(4)计数统计FC40
与生产线运行相关的计数统计与处理程序由FC40完成。需要统计的数值有空瓶数、成品数、废品数、包装箱数、废品率等。
(5)故障处理FC50(https://www.xing528.com)
对应不同的故障源,多次调用故障报警函数FC60,使相应的故障报警指示灯闪烁。
(6)故障报警函数FC60
当设备发生故障时,对应的故障报警指示灯闪烁。按下故障应答按钮以后,如果故障已经消失则故障报警灯熄灭,如果故障依然存在则故障报警灯常亮。
(7)模拟量处理FC70
采集灌装液罐上液位传感器的数值,进行处理。液位低于设定的下限时要打开进料阀门,液位高于设定的上限时要关闭进料阀门。
2.程序结构
主程序OB1(循环执行的组织块)的程序结构如图5-13所示。
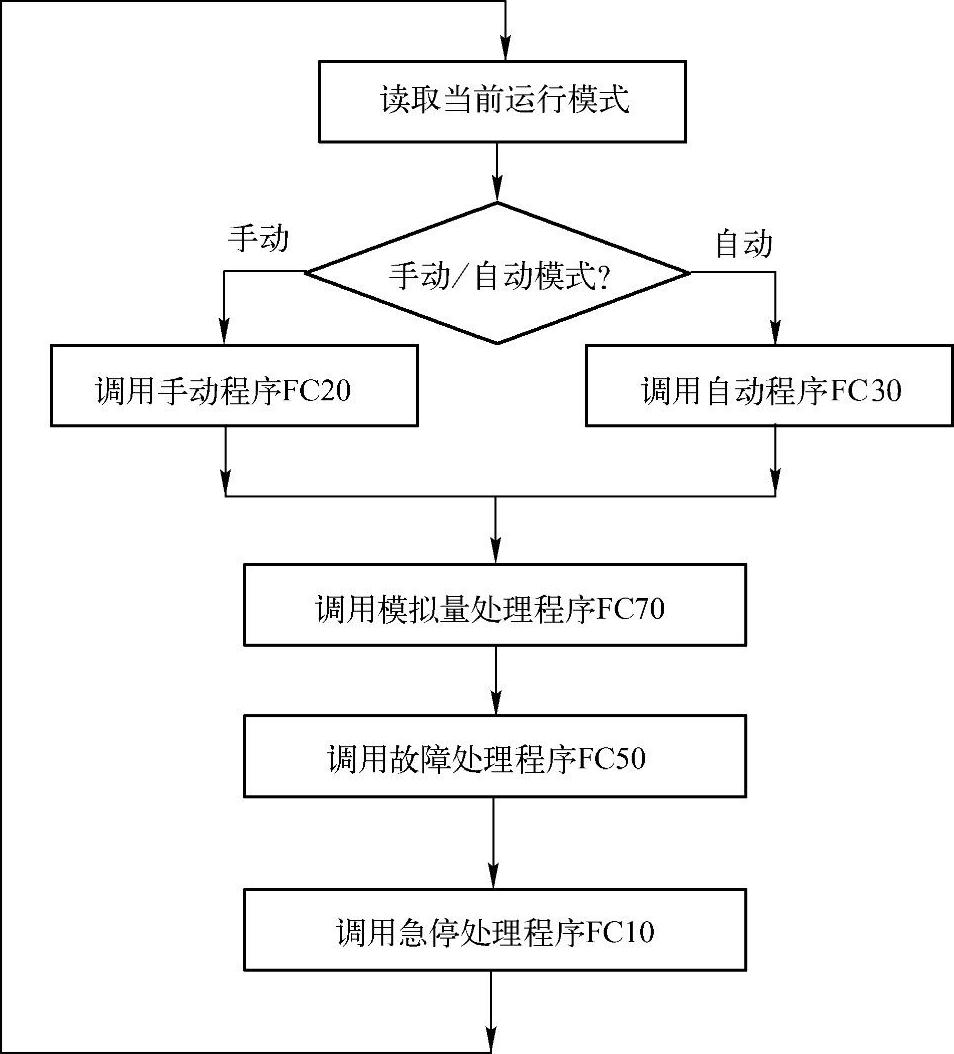
图5-13 主程序OB1的程序结构流程图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。