



矩形母线的折弯通常有平弯、立弯和扭弯(麻花弯)三种形式,见图3-9。
平弯是指在母线宽面上折弯,操作比较容易,常用在母线平放时改变母线方向或者立放时改变母线的间距上;立弯是指在母线窄面上折弯,操作困难,常用在母线平放时改变母线的间距或者立放时改变母线的方向上,立弯一般都大于90°;扭变是指将宽面扭折90°,不改变方向,也不改变间距,而是改变宽面和设备端子连接角度,便于和设备连接,也就是当母线的宽面和设备端子面不平行时,需将母线宽面扭成一定的角度,使之和设备端子的平面而平行,进而便于连接。母线最小允许弯曲半径R见表3-5。
母线弯曲部分与连接处的距离应大于30mm以上,从弯曲处开始到瓷绝缘子或支撑点的距离应大于50mm以上,但不应超过0.25L,L即弯曲处两端支持瓷绝缘子间沿母线中心轴的距离。
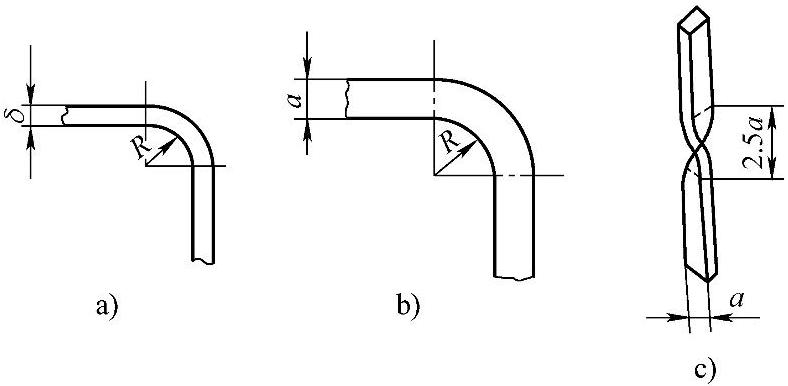
图3-9 硬母线的折弯
a)平弯 b)立弯 c)扭弯
δ—母线的厚度 a—母线的宽度 R—弯曲半径
表3-5 母线最小允许弯曲半径R
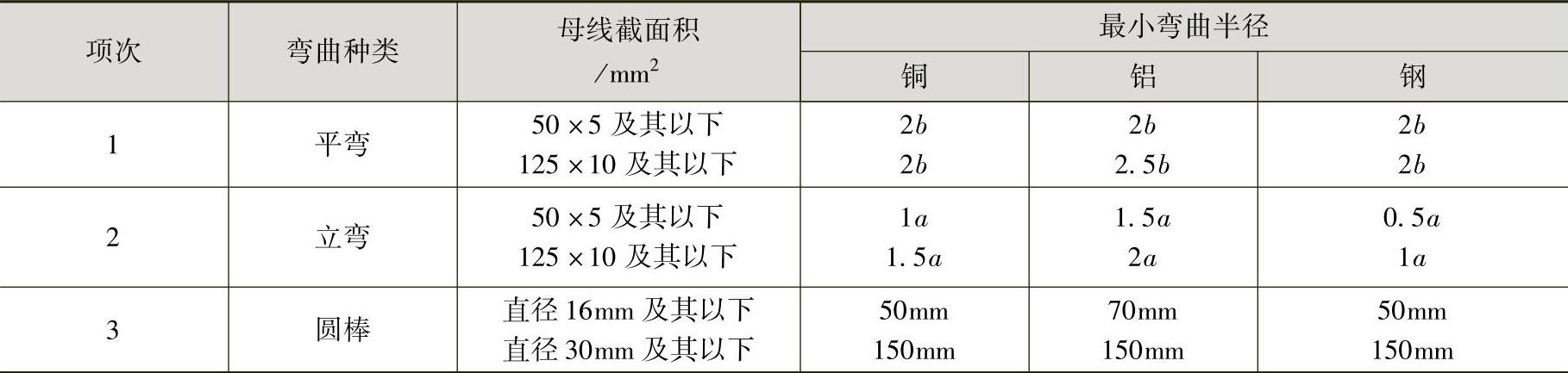
注:a为母线宽度;b为母线厚度。
母线折弯前应准备好按实际用铁丝弯制好的样板,并在弯曲处做好标记。
(1)平弯的弯制 母线的平弯可用平弯机弯制,平弯机可以自制,见图3-10。将母线平放并穿入机头的两个滚轮之间,滚轮的间隙可根据母线的厚度调节,一般不宜夹得太紧即可;校正弯曲部分的尺寸无误后,拧紧丝杠手柄,缓慢按下弯曲手柄,母线即随之弯曲,用力不要过猛,以免产生裂纹。弯曲的同时应用样板比试,以达到合适的弯曲度,严禁弯曲过度。当稍超过样板1/5厚度时,即应停止弯曲,以免过弯。
截面较小的母线可用手工弯制,将母线夹在虎钳的钳口内,母材的两侧应垫上硬木块或同质金属板,并将钳口拧紧;然后用手扳动母线的根部并用木槌敲打,即可弯到合适的角度,同样应用样板比试。手工弯制时要注意使宽面的两侧弯曲一致,并把弯曲侧的垫块按弯曲半径做成圆弧形,以达到理想的角度和弯曲半径。(https://www.xing528.com)
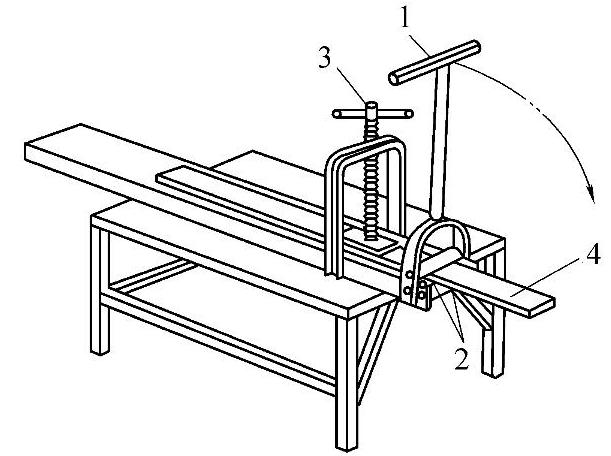
图3-10 自制平弯机示意图
1—手柄 2—滚轮 3—压力丝杠 4—母线
(2)立弯的弯制 母线的立弯应用立弯机弯制,立机也可自制,见图3-11。将母线立放插入夹板并使弯曲部分的中点对正千斤顶的中心轴线,上好合适的弯头,拧紧夹紧螺栓然后核对无误后,即可操作千斤顶,将母线顶弯。操作时要仔细观察,发现不适应停止操作。要正确合理选择弯头,见表3-5。
截面较小的母线也可用手工弯曲,但工艺较复杂。先将母线平放于平台上,弯曲部分的一端用螺栓卡死,另端套入较长的扁形手柄内,扁形手柄应和被弯曲的母线截面积对应,一般能插进即可。将样板置于弯曲部分的内侧并用螺栓固定,样板可用母线同质金属板制成,样板相当于上述的弯头,制作时要按表3-5选择弯曲半径;然用母线同质金属的锤子敲打弯曲部分的外边使其延伸,敲打的同时用力向内侧搬动手柄使母线弯曲,边敲边搬,不得操之过急,用力不得过猛,用力的方向应和平台面一致,直至弯成为止。敲打时可用两个锤子同时敲打并和搬动手柄协调一致。
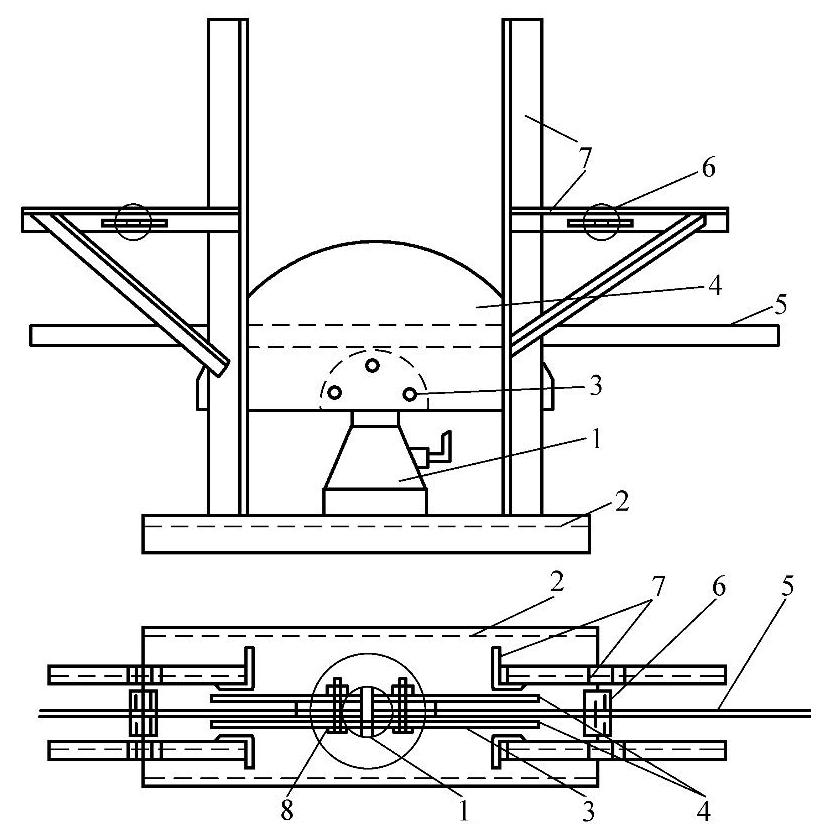
图3-11 自制立弯机示意图
1—千斤顶 2—槽钢 3—弯头 4—夹板 5—母线 6—挡头 7—角钢 8—夹板螺钉
(3)扭弯的弯制 扭弯的工具是扭弯器,也可自制加工,见图3-12。使用时,先将母线需扭弯部分的一端用台钳夹紧,注意垫铝板或硬木板;另一端用扭弯器夹住,用恒力扭动手柄即可扭成所需的形状。手动扭弯器一般只能弯制100mm×8mm以下的铝母线,否则应用气焊加热,并用点式温度计测温,温度不能超过规定数值。扭弯90°时,扭弯部分的全长不应小于母线宽度的2.5倍。
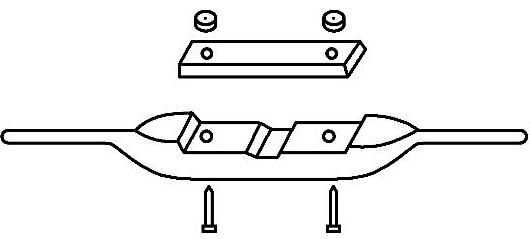
图3-12 扭弯器示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。