



在PowerMILL【图形域】内空白处单击右键→【全部删除】→【是】,清空PowerMILL内所有元素。单击【工具】下拉菜单内【重设表格】选项,使系统恢复到默认状态。
在【PowerMILL资源管理器】中用鼠标右键单击【模型】→【输入模型】将弹出【输入模型】对话框,在此对话框内选择光盘文件“\Examples\EG-10\刀具路径点分布模型.igs”,单击【打开】按钮,输入图形文件。
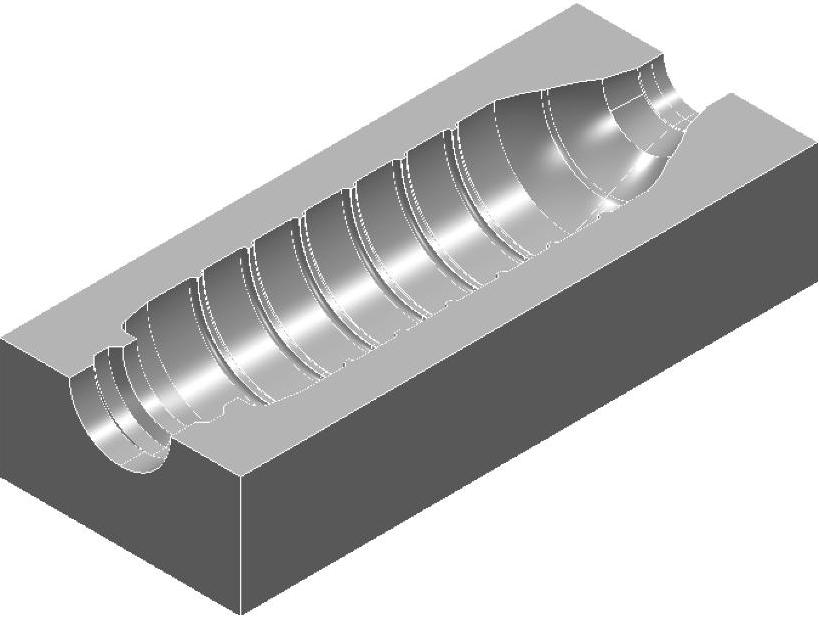
图10-1 吹瓶模具模型阴影着色
选择【查看工具栏】→单击【ISO2】 查看按钮→单击【普通阴影】
查看按钮→单击【普通阴影】 按钮,将模型阴影着色,如图10-1所示。
按钮,将模型阴影着色,如图10-1所示。
单击【主工具栏】→【保存此Power-MILL项目】 按钮,弹出【保存项目为】对话框,在对话框内选择要保存的路径夹,输入文件名,单击【保存】
按钮,弹出【保存项目为】对话框,在对话框内选择要保存的路径夹,输入文件名,单击【保存】 按钮,当前项目被保存。
按钮,当前项目被保存。
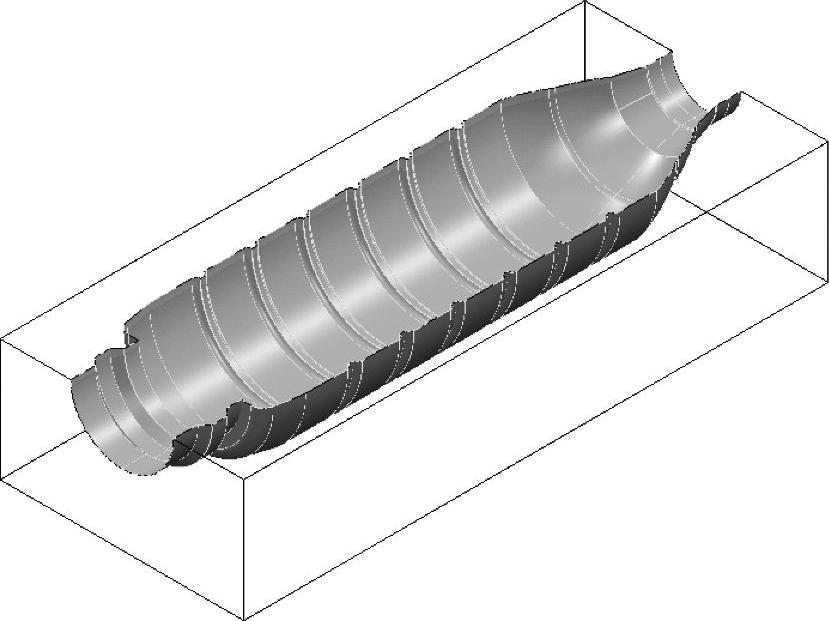
在PowerMILL【图形域】内选取如图10-2所示曲面,在【主工具栏】中单击【毛坯】 按钮打开【毛坯】对话框,在【由…定义】中选择【方框】→设置公差为“0.01”,类型为“模型”→单击
按钮打开【毛坯】对话框,在【由…定义】中选择【方框】→设置公差为“0.01”,类型为“模型”→单击 按钮,在【毛坯】对话框中可以得到已选取曲面大小为:X64.19×Y240×Z32.1。单击【视图查看工具栏】中的【最小半径阴影】
按钮,在【毛坯】对话框中可以得到已选取曲面大小为:X64.19×Y240×Z32.1。单击【视图查看工具栏】中的【最小半径阴影】 按钮,接着单击下拉菜单【显示】→【模型】,弹出如图10-3所示的【模型显示选项】对话框,将【最小刀具半径】值依次设置为4.0、3.0、2.0。发现只有设置为2.0的时候,整个模型的圆角位置显示为绿色,这就表示此模型最小可用到ϕ4mm的球头刀。再单击【视图查看】中的【拔模角阴影】
按钮,接着单击下拉菜单【显示】→【模型】,弹出如图10-3所示的【模型显示选项】对话框,将【最小刀具半径】值依次设置为4.0、3.0、2.0。发现只有设置为2.0的时候,整个模型的圆角位置显示为绿色,这就表示此模型最小可用到ϕ4mm的球头刀。再单击【视图查看】中的【拔模角阴影】 按钮,确定【模型显示选项】对话框中的【拔模角阴影】复选框内的【拔模角】和【警告角】为默认值0和5。可看到图形域中模型四周面及平底处的曲面都显示为红色,在此表示其为直身。
按钮,确定【模型显示选项】对话框中的【拔模角阴影】复选框内的【拔模角】和【警告角】为默认值0和5。可看到图形域中模型四周面及平底处的曲面都显示为红色,在此表示其为直身。
 (https://www.xing528.com)
(https://www.xing528.com)
图10-2 选取选面
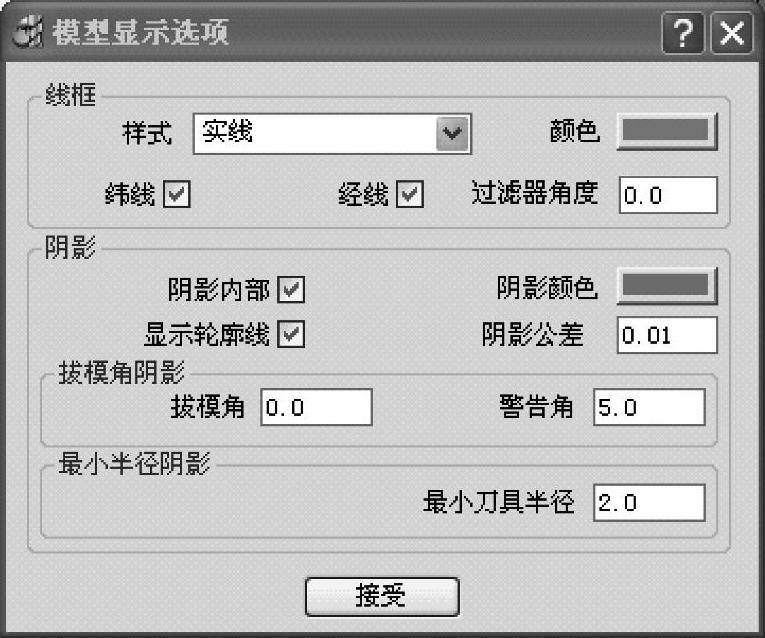
图10-3 【模型显示选项】对话框
通过分析模型,综合机床、刀具、材料性能等因素,这时可以得到一个粗略的数控加工步骤,大概确定粗加工、精加工所用刀具、切削用量等参数。就此模型现在可以确定的加工步骤见表10-1。表10-1工艺参数表

注意:在最小阴影半径检测中,测出模具最小的阴影半径为¢4,为什么在做清角程序时刀具选择ϕ3球头刀呢?对于此种类型的R角,当刀具采用沿着的方式进行清角加工时,如果刀具直径与R角直径相同,刀具球面将与工件的R面有比较大的接触面,会使刀具径向受力增大从而产生振动,使工件表面出现很深的振纹。此时,常常会选取直径为R角直径70%~80%的刀具加工R角。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。