



DuctPost是一个非常灵活容易配置的后处理模块,用户可以根据当前机床控制系统要求,对标准后处理模板进行修改,如改变小数点位置,修改NC程序起始位置格式或添加代码,从而满足特定机床控制系统的需求。
Ductpost模块一般是在输出NC程序时默认执行的一模块,没有具体的窗口界面,只有通过【NC程序】元素相应菜单进行设置和处理。但可在命令提示符状态下看到该模组。单击【开始】→【所有程序】→【Delcam】→【DuctPost】→【DuctPost××××】文件夹→【DuctPost××××】运行文件,如图8-52所示。弹出如图8-53所示的命令提示符窗口,并显示DuctPost相关信息。
图8-52 打开【DuctPost××××】运行文件
图8-53 命令提示符窗口
注意:没必要花时间创建新控制器的全部信息,DuctPost自带50个最常用机床控制系统的标准选项文件,所需输出格式可通过修改标准选项文件(∗.opt)得到。
1.生成标准选项文件
Ductpost没有具体的界面,只有在命令提示符窗口打开使用。单击【开始】→【附件】→【命令提示符】,然后输入DuctPost运行文件所在安装目录,如cd C:\Program Files(x86)\Delcam\DuctPost1516\sys\exec,如图8-54所示。最后,输入生成标准选项文件命令“ductpost-w”标准选项文件名称>输出后文件名称,如创建一个标准Fanuc后处理模板,并命名该后处理模板为PMfanuc.opt。在上述命令提示符窗口输入:ductpost-w fanuc>PMfanuc.opt,然后回车。出现如图8-55所示的界面,并在DuctPost执行文件的安装目录中生成新的后处理文件,如图8-56所示。
图8-54 输入DuctPost运行文件所在安装目录
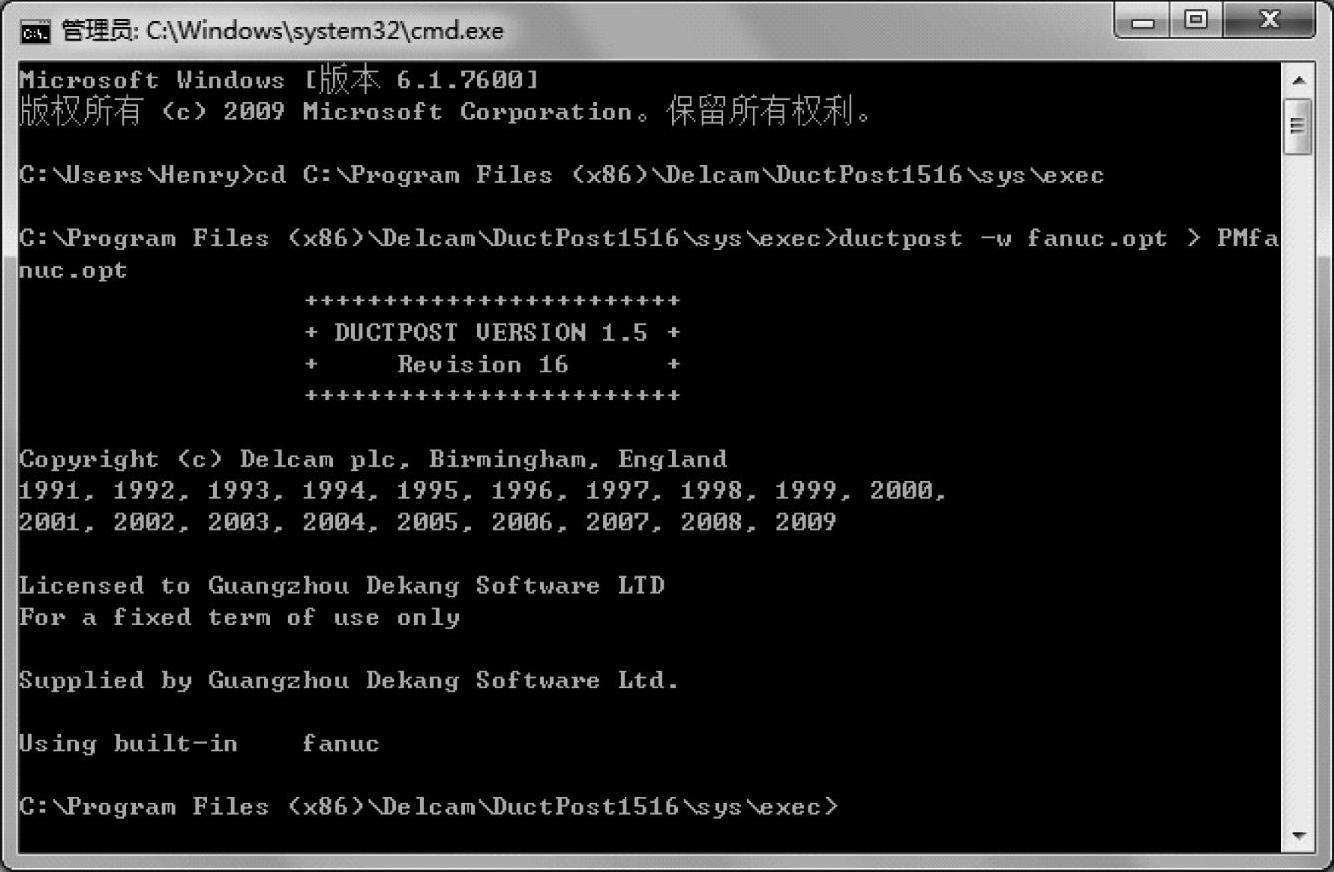
图8-55 输入生成标准选项文件命令
图8-56 安装目录中生成新的后处理文件
提示:可在刚才命令提示符窗口键入:ductpost–l(小写L),查看所有自带的标准选项文件名称。详细名称可查阅帮助文件,支持控制器列表。
2.后处理基本格式
使用写字板或其他文字编辑器打开新建的后处理“PMfanuc.opt”,查看选项文件基本格式。
1)Machine fanuc:基本控制器类型名称。
2)Define word:定义字符。使用定义字符功能,可创建在NC程序中需要出现的字符,如:行号“N”的输出,格式如下:
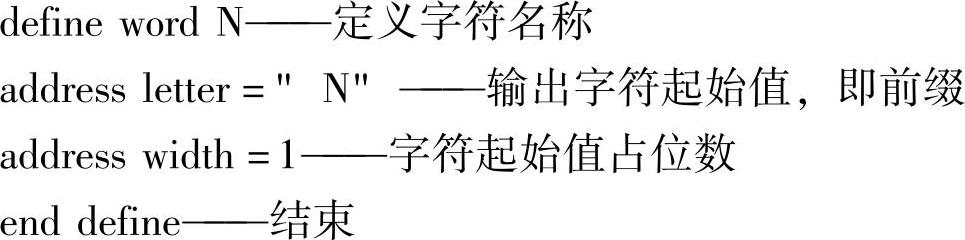
注意:仅需列出与原默认方式有所区别的字符。
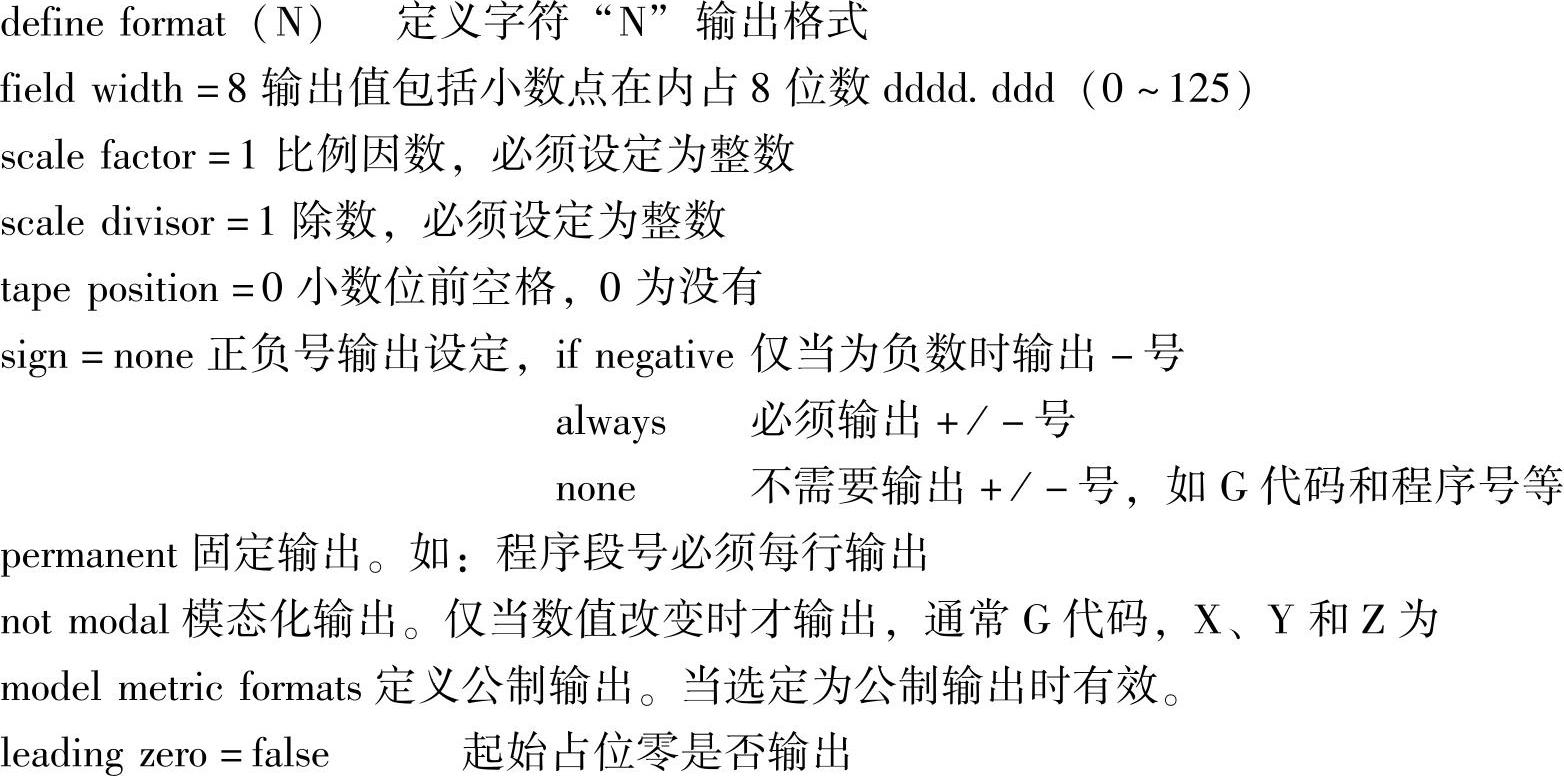
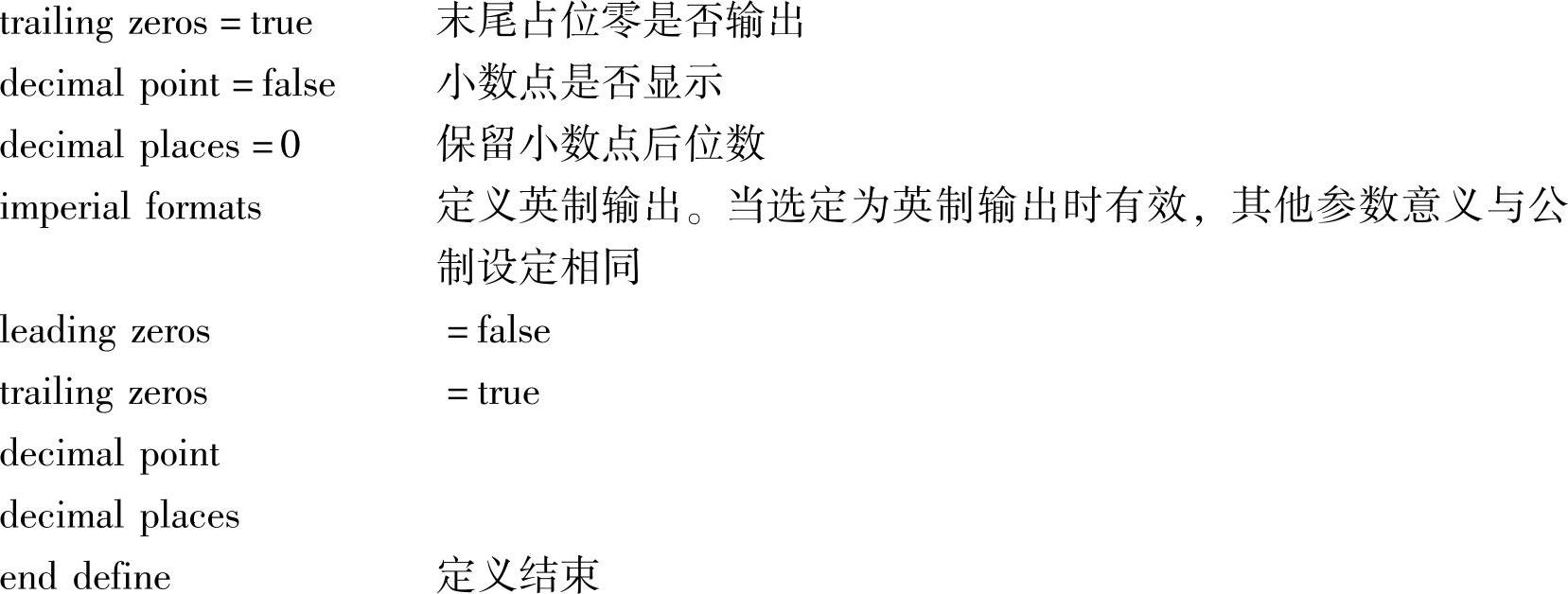
3)Define format:定义字符格式。对已经创建的单个字符或多个字符定义输出格式。以刚才建立的程序段号“N”为例,一般包含以下内容:
4)Define keys:定义关键字。定义关键字功能是用于在后处理中内部字符和新创建字符名称间建立连接关系。如:
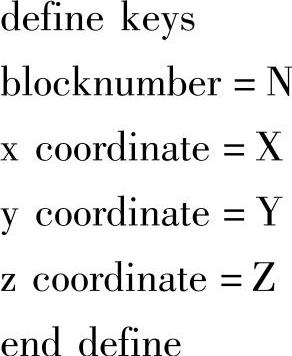
当有blocknumber输出的地方,则以字符名称为“N”的格式代码输出。若在特殊情况下,所选机型要求XY轴反转输出,则此处应修改为:x coordinate=Y;y coordinate=X。
5)Define codes:定义代码。该功能用于输出机床控制代码,如准备功能G码和辅助功能M码等。每一个代码必须和一个字和数值联系起来。如:
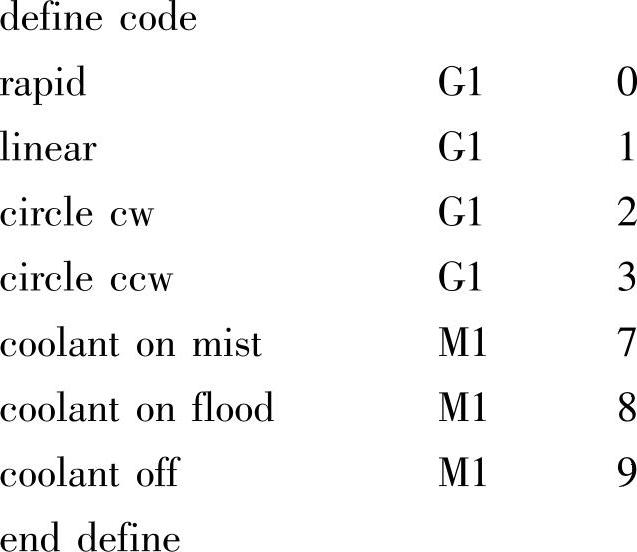
当后处理刀具路径出现“rapid”快进代码时,就依据G1字符名称格式并取值0输出代码“G0”。
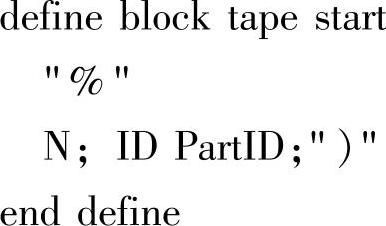
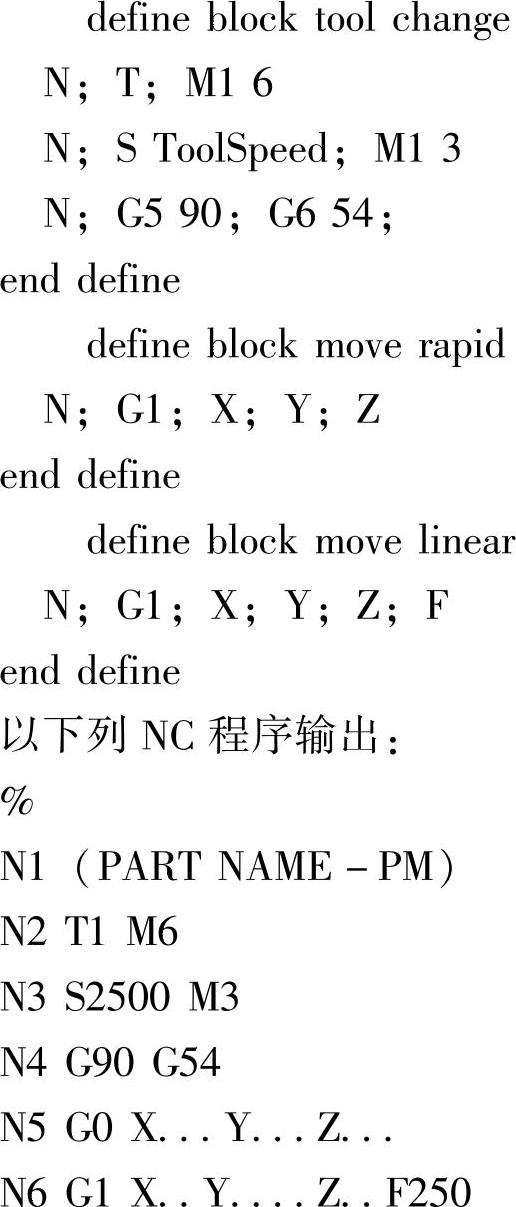
6)Define block:定义程序段。一个完整的NC程序一般可以划分为多个部分,如程序头、换刀部分、线性移动和程序尾等。DuctPost把NC程序的每个部分区分为不同的程序段,每个程序段由一行或多行字符组成。以下是一个范例:
3.修改后处理
例8.6操作步骤
下面以PMf.opt为模板,在NC程序中添加自动对刀指令为例,简单介绍DuctPost后处理修改过程。复制光盘刀具路径项目文件“…\Examples\EG-08”中PMf.opt后处理选项文件到本地目录,重命名为“User.opt”。
(1)修改前的准备 当需要对后处理添加代码时,需要先充分了解所添加代码的含义、格式和在程序中的位置。以添加某型号对刀器的对刀指令为例,需要添加的代码为“G63P9623H∗D∗W∗K∗”。具体说明:(https://www.xing528.com)
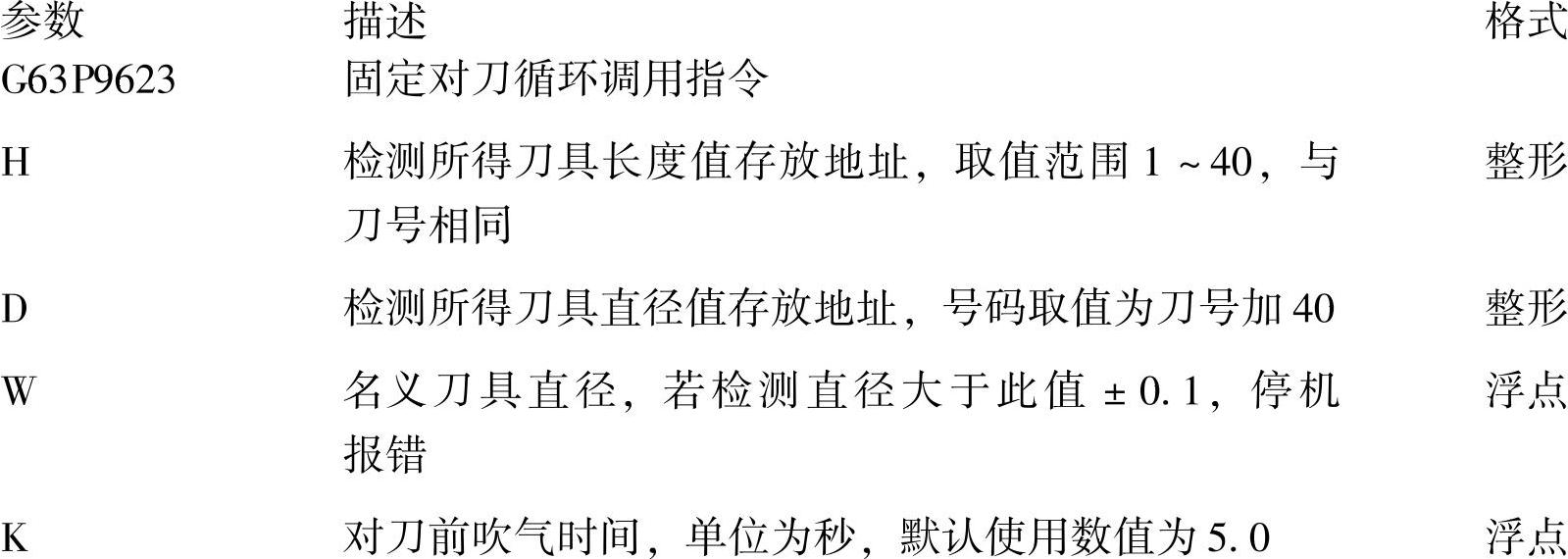
例如:G63P9623H4D44W20.0K5.0,当前刀具刀号为4,对刀长度保存到4位置,刀具直径保存到44位置,刀具名义直径为20.0mm,对刀前吹气时间为5s。
添加到程序位置为换刀后,如图8-57所示。
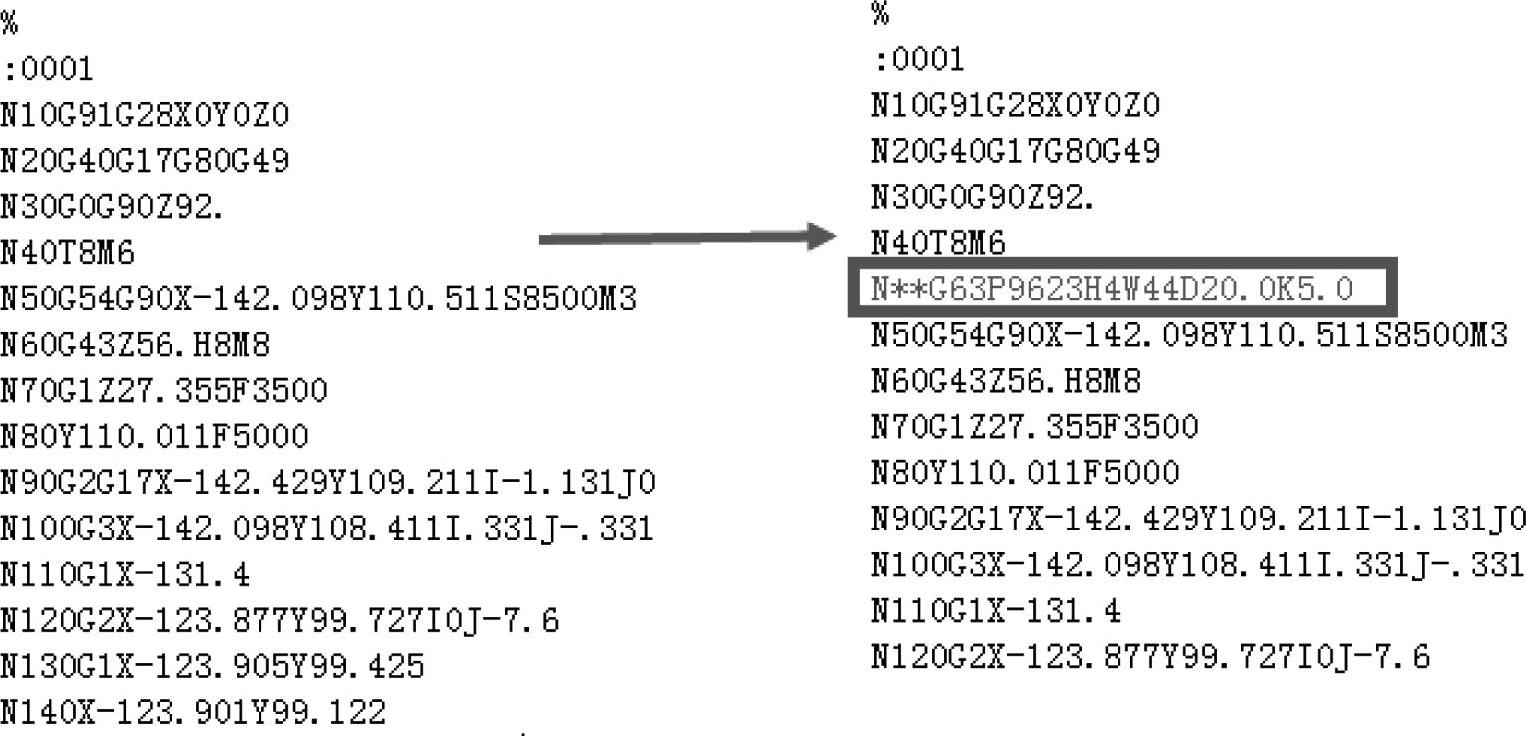
图8-57 添加检查代码到要求位置说明
(2)定义字符、格式 经上述分析,自动对刀调用代码“G63P9623”与吹气代码K5.0”为固定输出部分。刀具长度存放位置代码,刀具直径存放位置代码和名义直径需要使用PowerMILL内部刀具参数输出。
Step 1 使用写字板打开“User.opt”选项文件。在字符定义区域内,创建刀具长度存放位置字符“TLN”,如图8-58所示。可复制“null”部分字符定义格式,修改字符名称为“TLN”,然后添加“address letter="H"”。
Step 2 在字符格式定义区域内,创建刀具长度存放位置字符“TLN”格式,如图8-59所示。由于新创建的刀具长度存放位置代码格式与刀号代码类似,可直接复制该代码格式。或者直接在刀号字符格式定义中添加“TLN”字符,如图8-60所示。
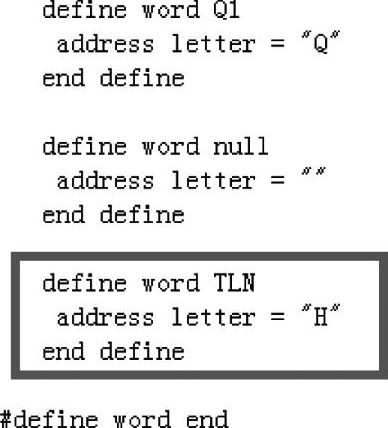
图8-58 创建字符
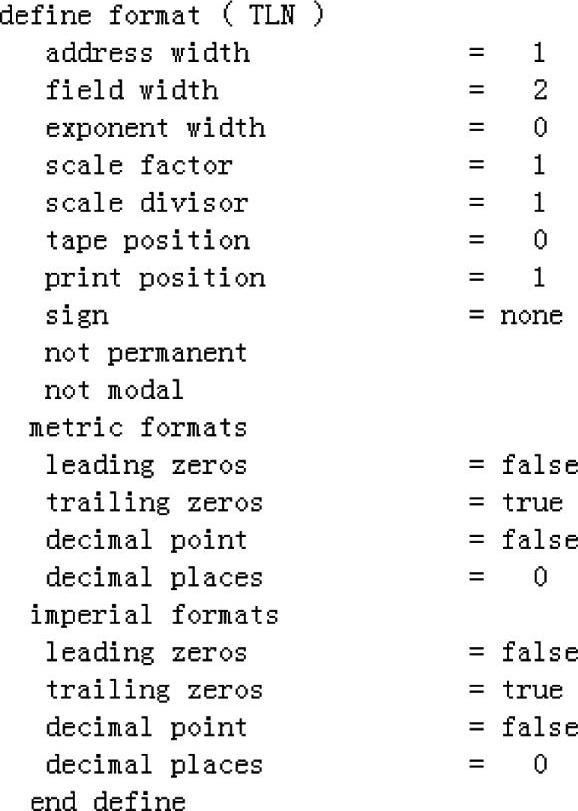
图8-59 新建字符格式
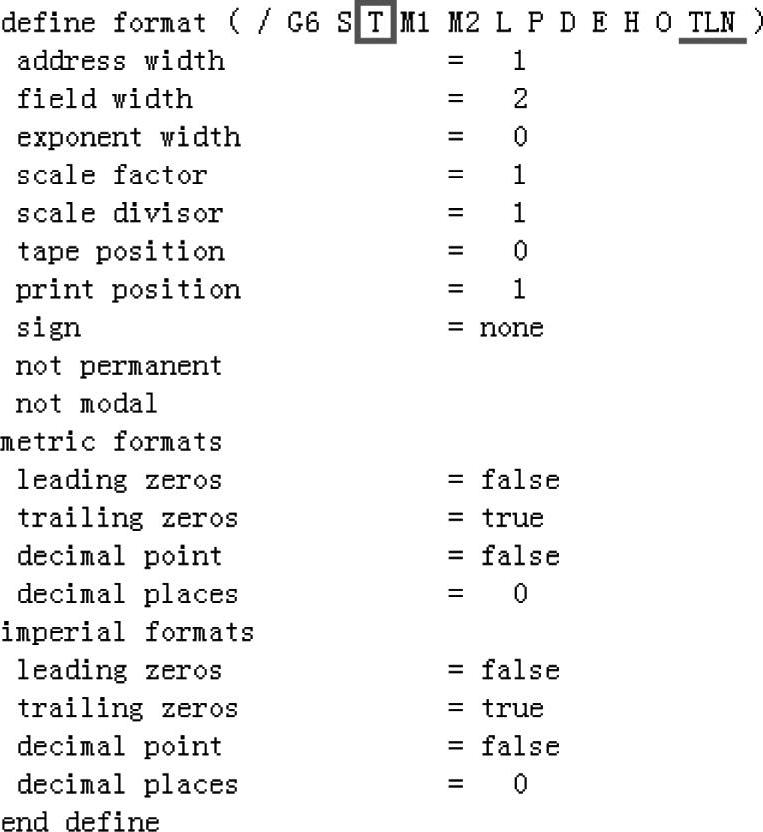
图8-60 添加字符到已有格式中
Step 3 重复以上步骤,创建刀具直径存放位置代码“TDN”字符和定义相关格式。
Step 4 在字符定义区域内,创建刀具名义直径代码“TW”字符,如图8-61所示。在格式定义区域内,定义格式如图8-62所示。注意,由于PowerMILL内建参数中只有刀具半径参数,所以因数设定为2,使得输出值为直径。另外,本代码值为浮点数,需显示小数点和设定显示小数的位数值。
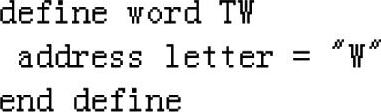
图8-61 创建直径代码
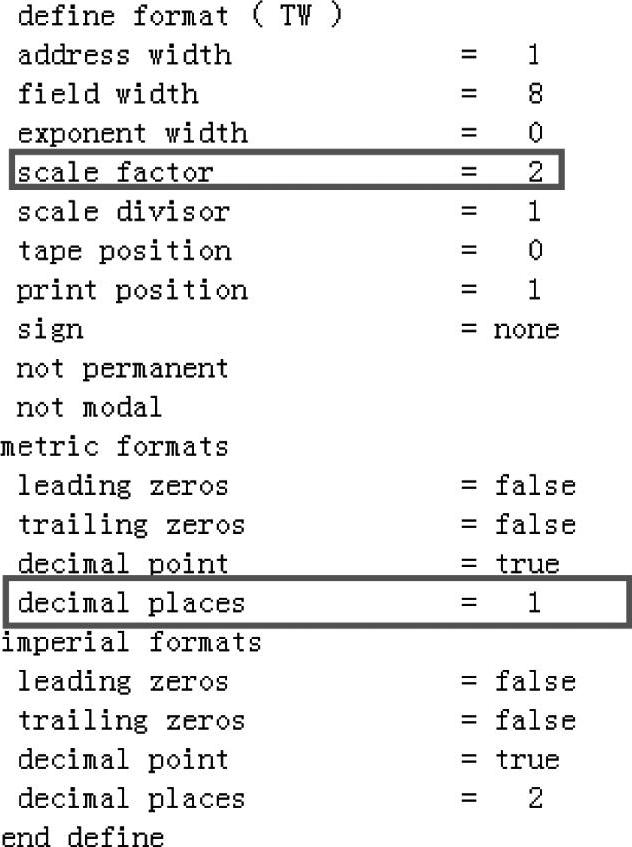
图8-62 定义格式
至此完成刀具长度存放位置代码,刀具直径存放代码和刀具名义直径代码字符定义和格式定义。
(3)查找参数 本例中,需要查找的PowerMILL内建参数有两个,分别是刀具编号和刀具半径。可在DuctPost自带帮助文件中查找所需参数。打开【开始】→【所有程序】→【Delcam】→【DuctPost】→【DuctPost××××】→【Documentation××××】,如图8-63所示。此时自动弹出浏览器,帮助文件以网页格式显示,如图8-64所示。单击左侧【Data-Lists】 按钮,在新的页面左侧出现【资源浏览页】,单击【Variables used in blocks】选项,如图8-65所示。在弹出的参数列表中,查找所需参数名称。经查询得到,刀具编号为“ToolNumber”,刀具半径为“ToolRadius”,如图8-66所示。
按钮,在新的页面左侧出现【资源浏览页】,单击【Variables used in blocks】选项,如图8-65所示。在弹出的参数列表中,查找所需参数名称。经查询得到,刀具编号为“ToolNumber”,刀具半径为“ToolRadius”,如图8-66所示。
(4)在合适位置添加指令 在为添加代码做准备的时候,可以知道自动对刀指令位置是在换刀以后出现。那么,对应于后处理来说,输出换刀指令是由定义首次换刀程序段(define block tool change first)、换刀程序段(define block tool change)控制的,所以,分别在两个程序段中添加代码,如图8-67所示。
(5)测试后处理 参照例8.5,输出自动换刀后处理。打开该NC程序,检查生成情况。如图8-68所示。
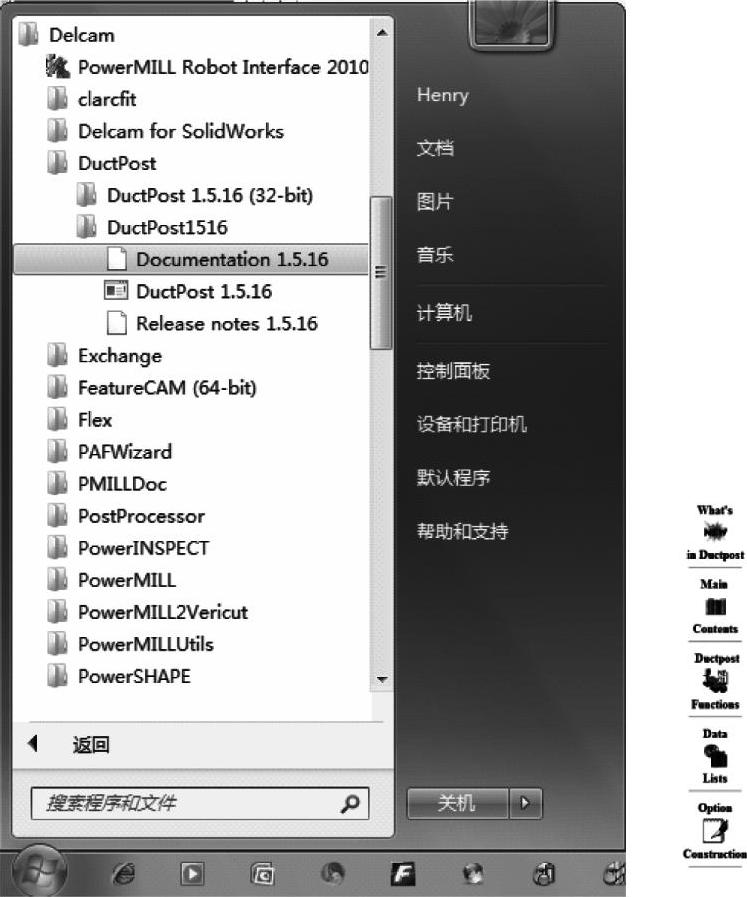
图8-63 打开帮助文件位置
图8-64 DuctPost用户指导首页
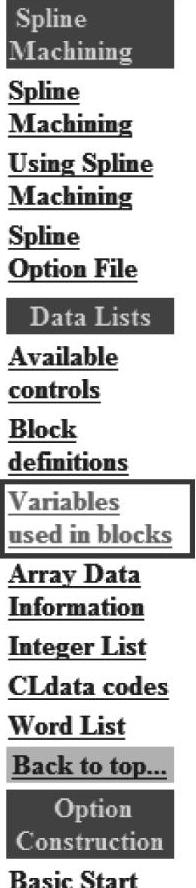
图8-65 打开参数列表
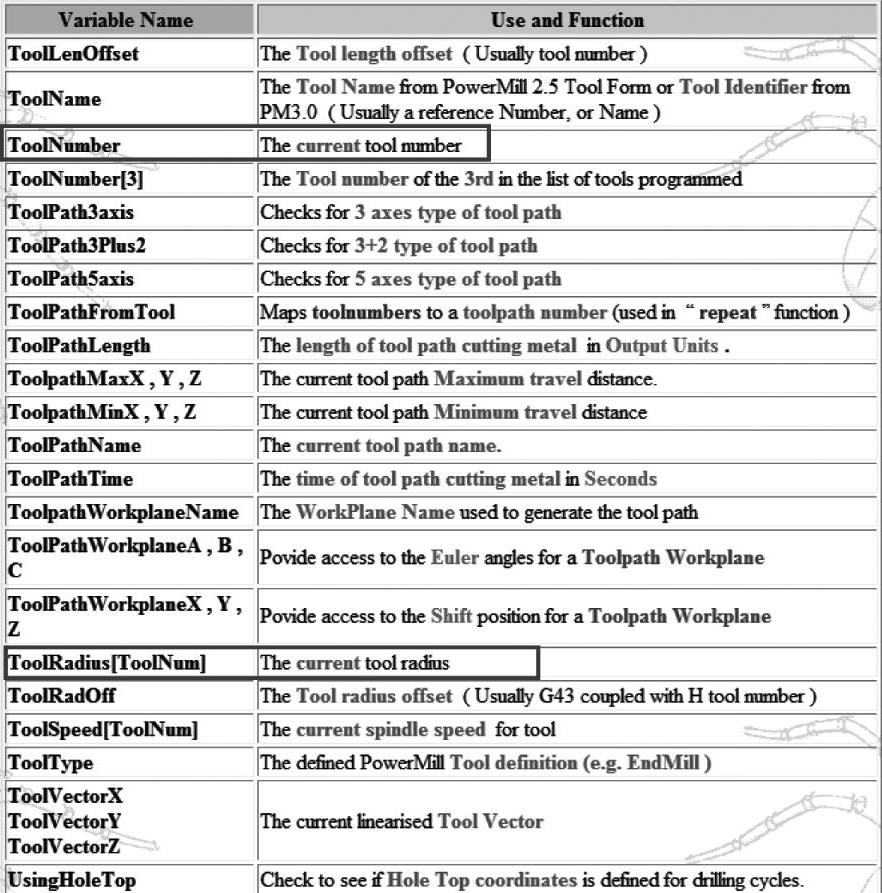
图8-66 在参数列表中查找所需代码
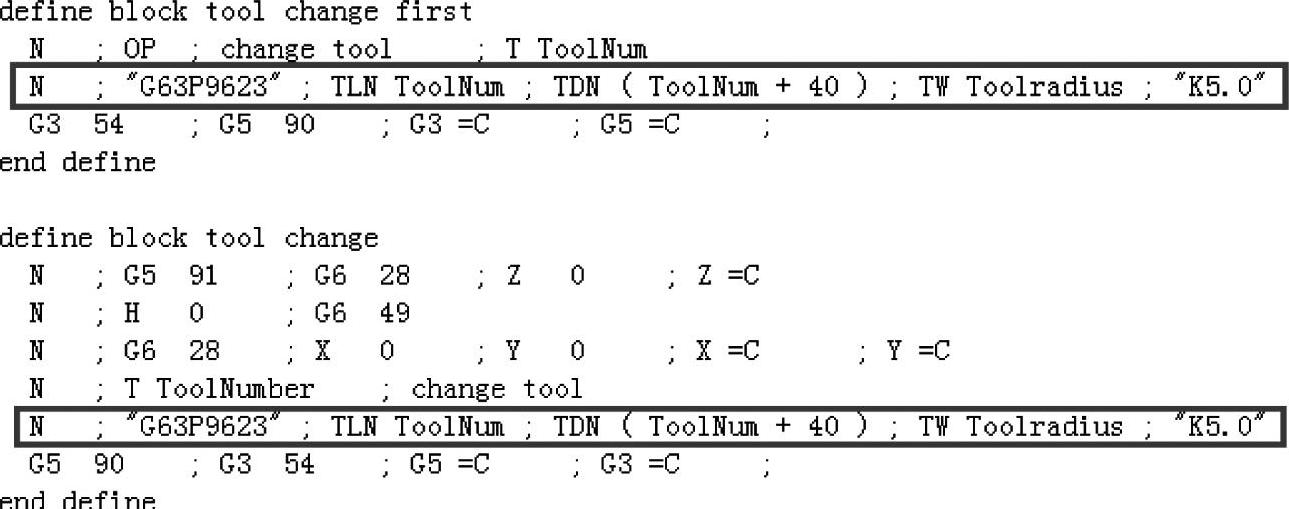
图8-67 在首次换刀和换刀程序段合适位置添加代码
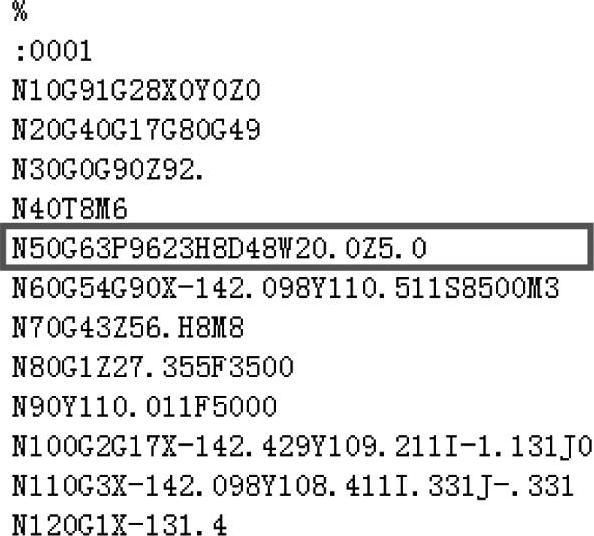
图8-68 生成含对刀指令NC程序代码
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。