



1.电子束焊
(1)焊接特点 采用电子束焊不仅可以成功地焊接固溶强化型高温合金,也可以焊接电弧焊难以焊的沉淀强化型高温合金。焊前状态最好是固溶状态或退火状态。对某些液化裂纹敏感的合金应采用较小的焊接热输入,而且应调整焦距,减小焊缝弯曲部位的过热。
(2)接头形式 电子束焊接头可以采用对接、角接、端接、卷边接,也可以采用T形接和搭接形式。推荐采用平对接、锁底对接和带垫板对接形式。接头的对接端面不允许有裂纹、压伤等缺陷,边缘应去飞边,保持棱角。端面加工的粗糙度为Ra≤3.2μm。锁底对接的清根形式及尺寸如图6-13所示。

图6-13 锁底对接接头清根形式及尺寸
(3)焊接工艺 焊前对有磁性的工作台及装配夹具均应退磁,其磁通量密度不大于2×104T。焊件应仔细清理,表面不应有油污、油漆、氧化物等杂质。经存放或运输的零件,焊前还需要用绸布蘸丙酮擦拭焊接处,零件装配应使接头紧密配合和对齐。局部间隙不超过0.08mm或材料厚度的0.05倍。错位不大于0.75mm。当采用压紧配合的锁底对接时,过盈量一般为0.02~0.06mm。
装配好的焊接件应先进行定位焊。定位焊点位置应布置合理,保证装配间隙不变。定位焊点应无焊接缺陷,且不影响电子束焊。对冲压的薄板焊接件,定位焊更为重要,应布置紧密、对称、均匀。
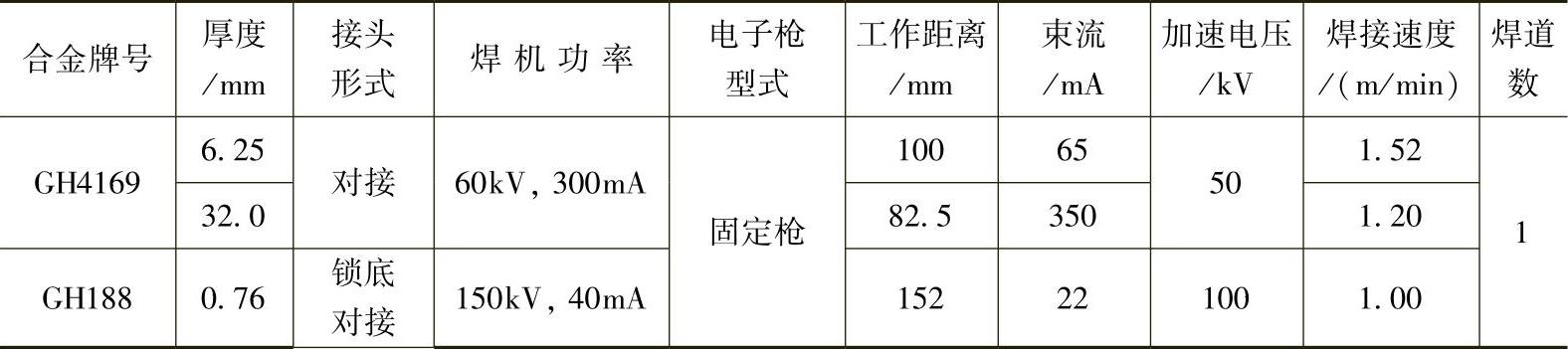
焊接参数根据母材牌号、厚度、接头形式和技术要求确定。推荐采用低热输入和小焊接速度的工艺。表6-16列出了典型高温合金电子束焊的焊接参数。
表6-16 高温合金电子束焊的焊接参数
(4)焊接缺陷及预防措施 高温合金电子束焊的焊接缺陷主要是热影响区的液化裂纹及焊缝中的气孔、未熔合等。热影响区的裂纹多分布在焊缝转角处,并沿熔合区延伸。形成裂纹的几率与母材裂纹敏感性及焊接参数和焊件的刚度有关。
预防焊接裂纹的措施有:采用含杂质低的优质母材,减少晶界的低熔点相;采用较低的焊接热输入,防止热影响区晶粒长大和晶界局部液化;控制焊缝形状,减小应力集中;必要时添加抗裂性好的焊丝。(https://www.xing528.com)
焊缝中的气孔形成与母材纯净度、表面粗糙度、焊前清理情况等有关,并且在非穿透电子束焊时容易在根部形成长气孔。预防气孔的措施有:加强铸件和锻件的焊前检验,在焊接端面附近不应有气孔、缩孔、夹杂等缺陷;提高焊接端面的加工精度;适当限制焊接速度;在允许的条件下,采用重复焊接的方法。
电子束焊的焊缝偏移容易导致未熔合和咬边缺陷。其预防措施有:保证零件表面与电子束轴线垂直;对夹具进行完全退磁,防止残余磁性使电子束产生横向偏移,形成偏焊现象;调整电子束的聚焦位置。电子束焊固有的焊缝下凹缺陷,可以采用双凸肩接头形式和添加焊丝的方法弥补。
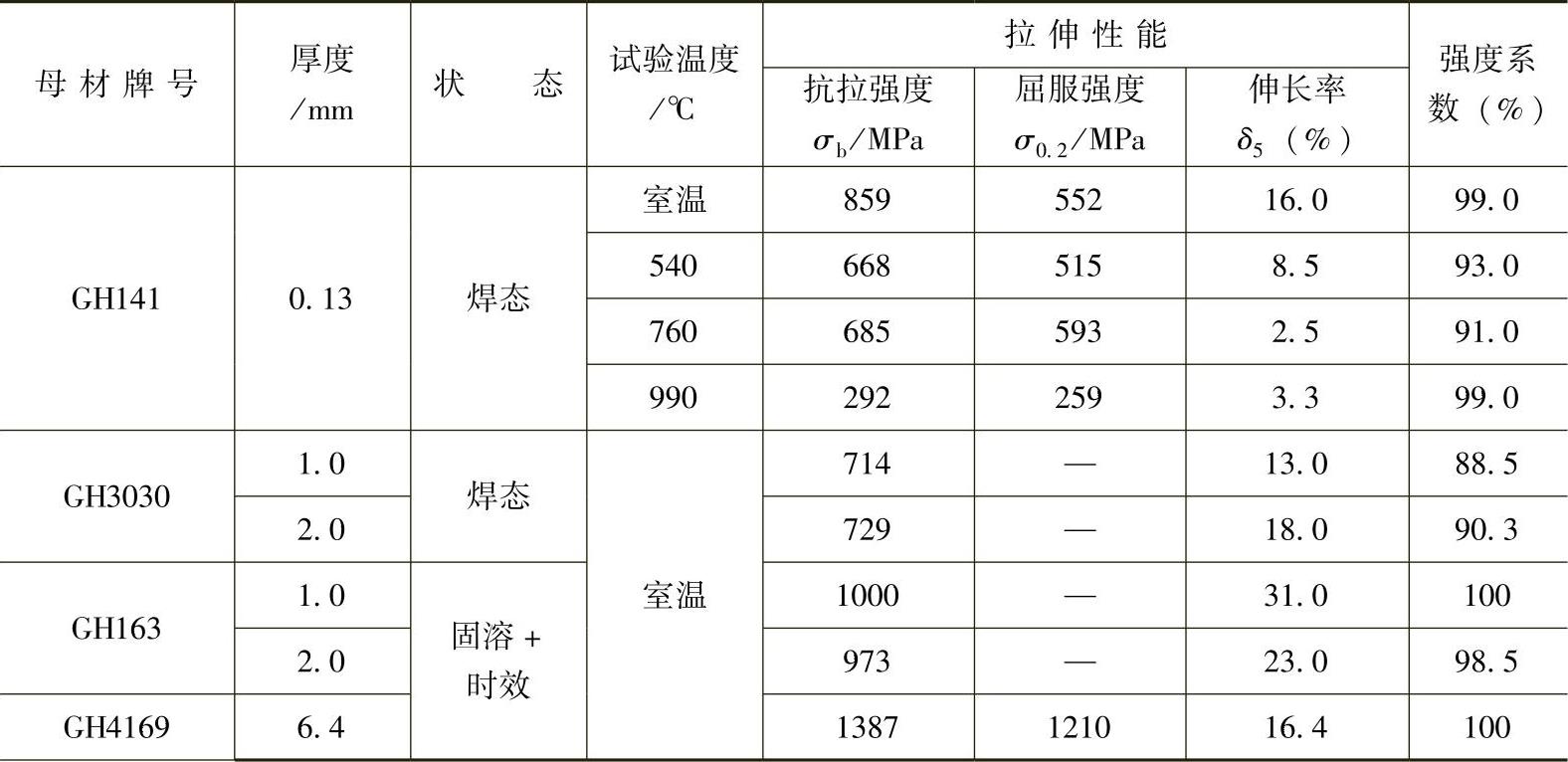
(5)接头性能 高温合金电子束焊接头的力学性能较高,焊态下接头强度系数可达95%左右,焊后经时效处理或重新固溶、时效处理的接头强度可与母材相当。但接头塑性不理想,仅为母材的60%~80%,表6-17列出几种高温合金电子束焊接头的力学性能。
表6-17 高温合金电子束焊接头的力学性能

注:表中括号内的百分数表示焊缝的强度系数或塑性系数。
2.激光焊
激光焊可以焊接各类高温合金,包括电弧焊难以焊接的含高Al、Ti的弥散强化和时效处理的高温合金。用于高温合金焊接的激光发生器一般为CO2连续或脉冲激光发生器,功率调节范围很大。
激光焊的保护气体,推荐采用氦气或氦气与少量氩气的混合气体。使用氦气成本较高,但氦气可以抑制离子云,增加焊缝熔深。高温合金激光焊的接头形式一般为对接和搭接接头,母材厚度可达10mm。接头制备和装配要求很高,与电子束焊类似。激光焊的主要参数是输出功率和焊接速度等,它是根据母材厚度和物理性能通过试验确定的。高温合金激光焊接头的力学性能较高,接头强度系数为90%~100%。表6-18列出了几种高温合金激光焊接头的力学性能。
表6-18 高温合金激光焊接头的力学性能
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。