



1.钨极氩弧焊(TIG焊)
(1)焊接特点 固溶强化型高温合金TIG焊具有良好的焊接性,焊接时只要采取较小的焊接热输入和稳定的电弧就可避免结晶裂纹,获得良好质量的接头。
沉淀强化型高温合金采用TIG焊时,焊接性较差,要求合金在固溶状态下进行焊接。焊接接头设计和焊接顺序要合理,使焊接件具有较小的拘束度;焊接时,采用较小的焊接电流,改善焊接熔池结晶状态,避免形成热裂纹。
高温合金TIG焊熔池的熔深较小,不足奥氏体不锈钢熔深的2/3。因此,在接头设计时应加大坡口,减小钝边高度,适当加大根部间隙,在操作中应注意防止未焊透和根部缺陷。
定向凝固、单晶和氧化物弥散强化高温合金难以用熔焊(包括TIG焊、MIG焊、等离子弧焊等)实现可靠的连接。
(2)焊接材料 焊接固溶强化型高温合金和铝钛含量较低的沉淀强化合金时,可选用与母材化学成分相同或相近的焊丝,以获得与母材性能相近的接头。焊接铝钛含量较高的沉淀强化合金或拘束度大的焊件时,为防止产生裂纹,推荐选用抗裂性好的Ni-Cr-Mo系合金焊丝,如HGH3113、SG-1、SG-5等。这类焊缝金属不能经热处理进行强化,接头强度低于母材。钴基高温合金可采用与母材成分相同或Ni-Cr-Mo系合金的焊丝。
保护气体可采用氩、氦或氩-氦混合气体。氩气成本低、密度大,保护效果好,是常用的保护气体。在氩气中加入5%(体积分数)以下的氢气,在焊接过程中有还原作用,但只用于第一层焊道或单道焊的焊接,否则会产生气孔。铈钨极的电子发射能力强,引弧电压低,电弧稳定性好,许用焊接电流大,烧损率低,因此一般选用铈钨极。钨极直径应根据焊接电流选定,并加工成尖锥形。
(3)焊接接头设计 高温合金焊接件接头的具体设计形式可参见图6-12。
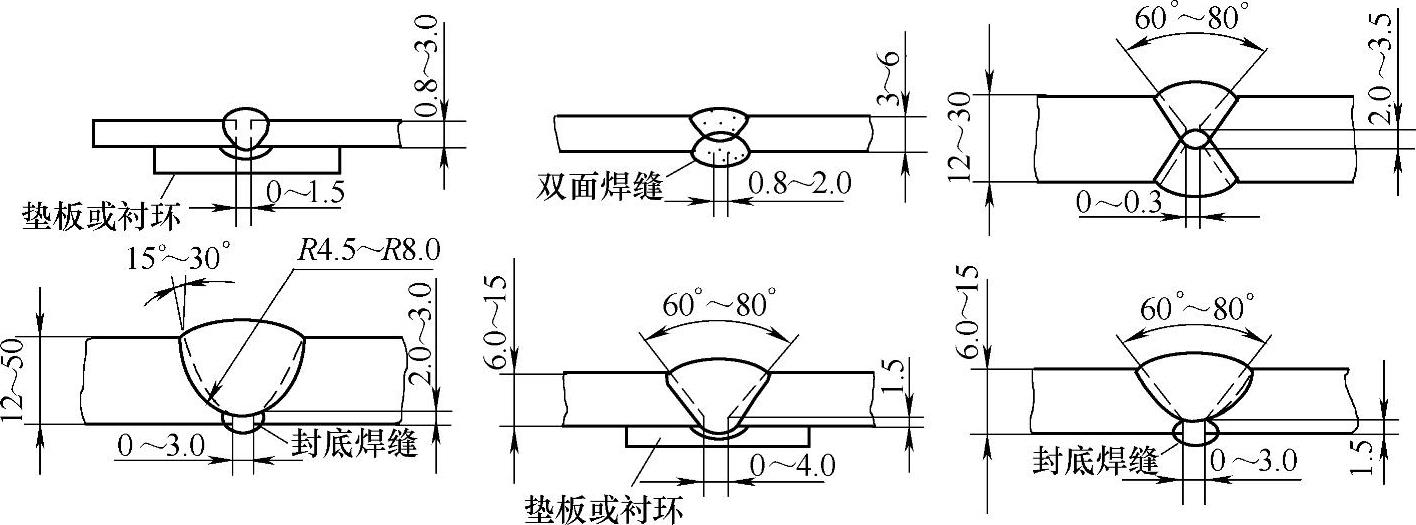
图6-12 高温合金氩弧焊对接接头形式
(4)焊接工艺 焊前应彻底清除焊接处和焊丝表面的氧化物、油污等,并保持清洁。定位焊宜在夹具上进行,以保证装配质量。为使焊接区快速冷却,常采用激冷块和垫板。垫板开有适宜尺寸的成形槽。成形槽一般为弧形,槽内有均匀分布的通入保护气体的小孔,以保证焊缝背面成形良好。激冷块和垫板用纯铜制成。焊接钴基合金时,应采用表面镀铬的纯铜垫板。焊缝两端可预装能拆除的引弧板和收弧板,材料牌号和母材相同,以避免引弧和收弧缺陷。
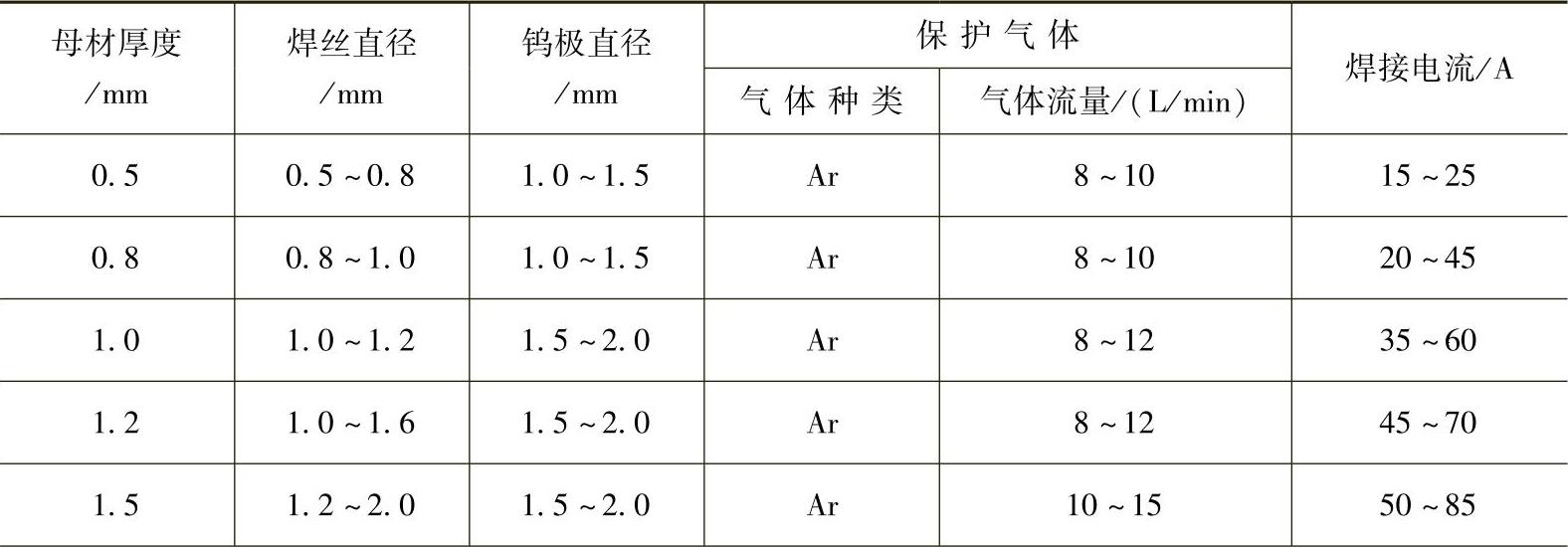
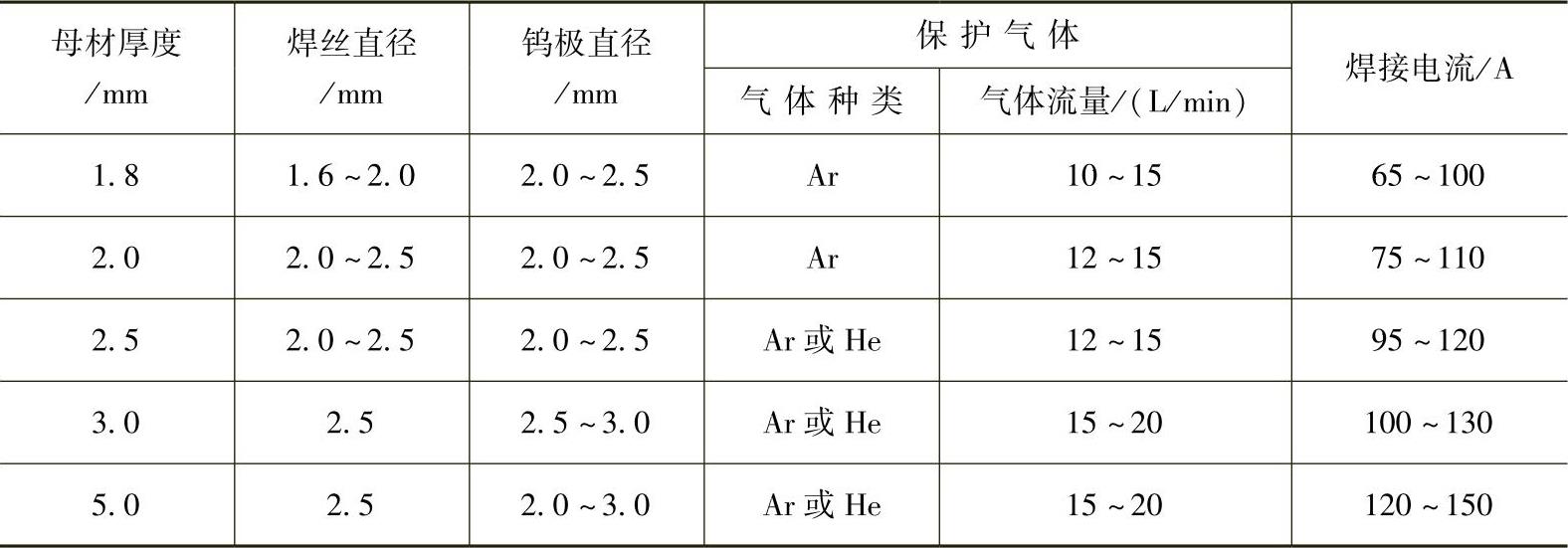
焊接时采用直流电流、正极性和高频引弧,焊接电流可控制递增和衰减。典型的高温合金TIG焊焊接参数见表6-11。在保证焊透的条件下,应采用较小的焊接热输入。多层焊时,应控制层间温度。焊接时效强化及热裂敏感性大的合金时,应严格限制焊接热输入。保证电弧稳定燃烧,焊枪保持在接近垂直位置。弧长应尽量短,不加焊丝时,弧长小于1.5mm;加焊丝时,弧长与焊丝直径相近。薄件焊接时,焊枪不作摆动。多层焊时,为使熔敷金属与母材和前焊道充分熔合,焊枪可作适当的摆动。
表6-11 典型的高温合金TIG焊焊接参数
(续)
薄板高温合金焊件焊前不需预热,厚板件因拘束度大,焊前可以适当预热,焊后应及时进行去应力热处理,以防止裂纹。钴基合金件推荐采用TIG焊,焊接时应注意低熔点元素的污染。铸造高温合金的焊接性很差,一般不采用TIG焊接。这类合金如需要与其他合金组合焊接时,除应防止焊缝产生热裂纹外,还应注意防止热影响区产生液化裂纹。焊接时应采用很小的焊接热输入,熔敷金属尽量少和熔深尽量小,焊前预热,焊后立即进行去应力热处理。
(5)焊接缺陷及其预防 高温合金TIG焊的焊接缺陷,一般可分为两类。一类为不允许存在的缺陷:如热裂纹、烧穿、未熔合、咬边和焊瘤。另一类是允许适量存在的焊接缺陷:如气孔、未焊透、夹杂物、凹坑和塌陷。但最容易产生、危害最大的缺陷是热裂纹,预防措施有:合理设计焊接接头和安排焊接次序,减小结构的拘束度;选用抗裂性优良的焊丝;采用小的焊接电流,减小焊接热输入;填满收弧弧坑,防止弧坑裂纹。(https://www.xing528.com)
气孔和夹杂也是高温合金TIG焊易产生的缺陷,预防措施有:注意焊前对焊件和焊丝的清理,最好采用化学清理方法;注意铜垫板的清洁;焊接时应保持稳定的电弧电压,电弧稳定;钨极直径与焊接电流相适应,防止焊接时钨极与熔池接触,造成钨夹杂。在引弧和收弧时尤其注意气孔和缩孔的产生,以保证焊接质量。
(6)接头组织及力学性能 高温合金TIG焊接头在固溶和焊态下的组织为单相奥氏体和少量碳、氮化物质点。焊缝金属为铸态组织,边缘为联生结晶,中心处为等轴晶。时效强化合金经固溶和时效处理后为单相奥氏体和残余奥氏体及少量碳化物相,焊缝金属的枝状晶部分消失。
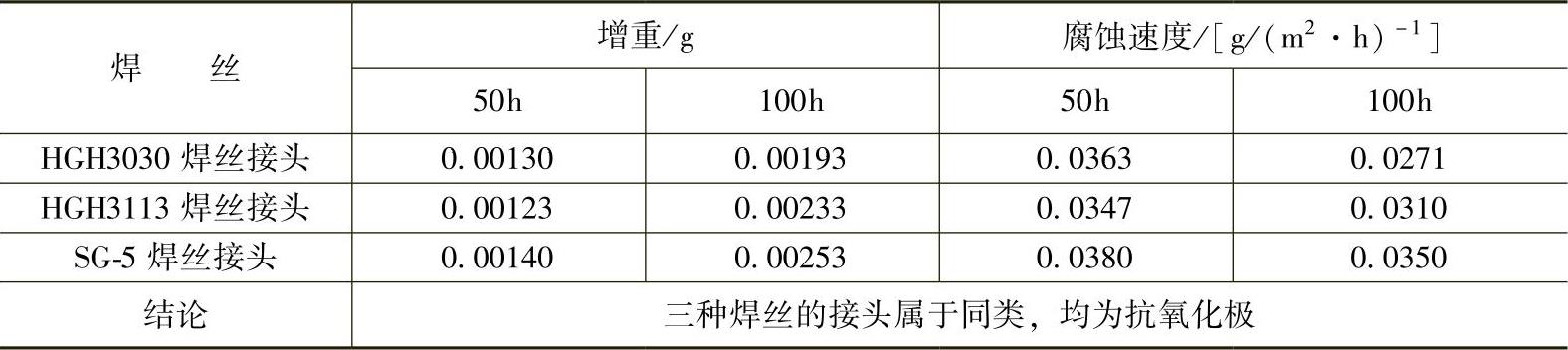
高温合金TIG焊接头的力学性能较高,接头强度系数可达90%。焊接接头的抗氧化性和热疲劳性能与母材接近。异种合金组合焊接的接头性能也较高,能够满足使用性能要求。各类板材高温合金TIG焊接头的力学性能见表6-12,GH1140合金TIG焊接头的抗氧化性能见表6-13。
表6-12 镍基高温合金TIG焊接头的力学性能
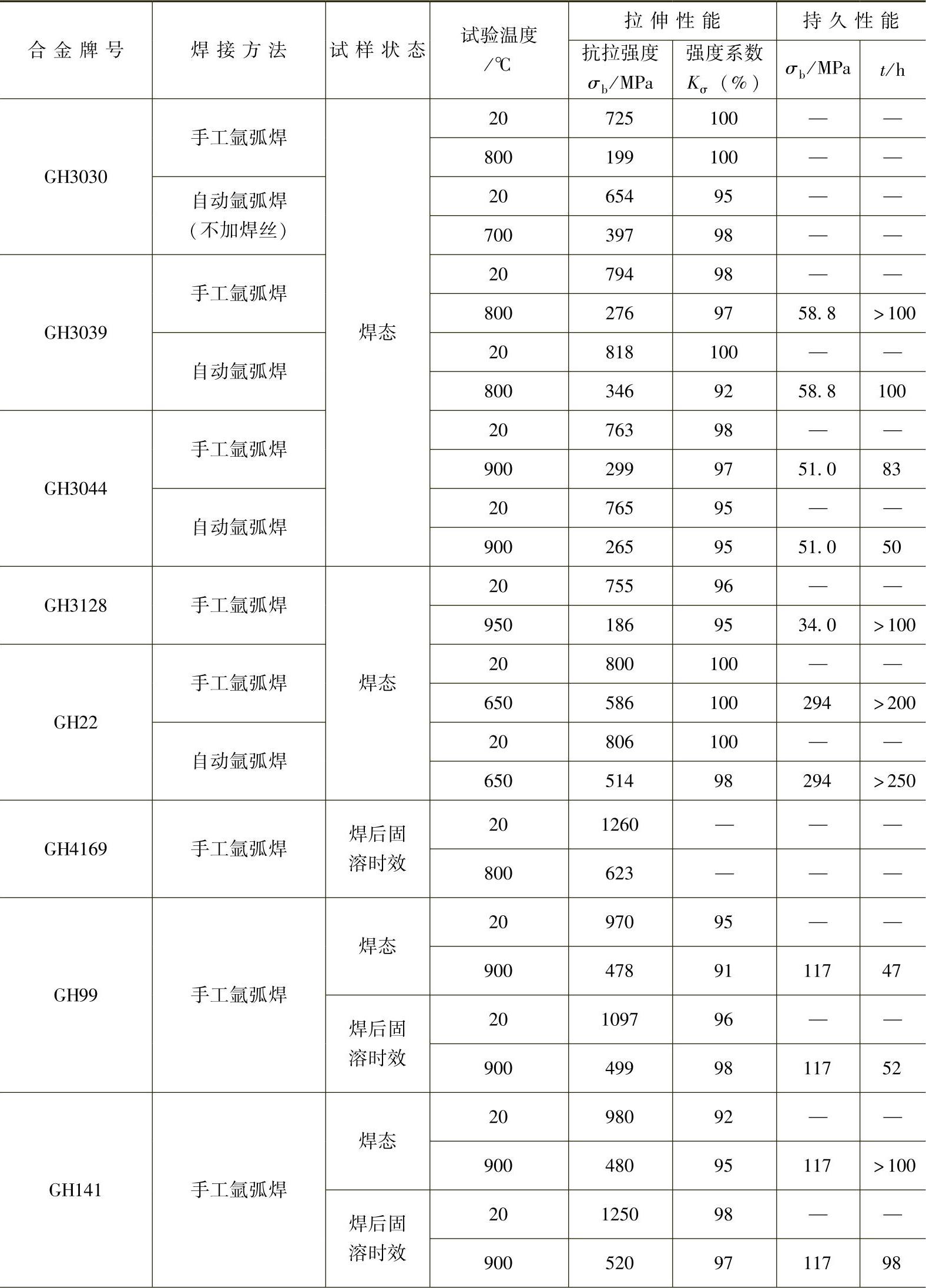
(续)
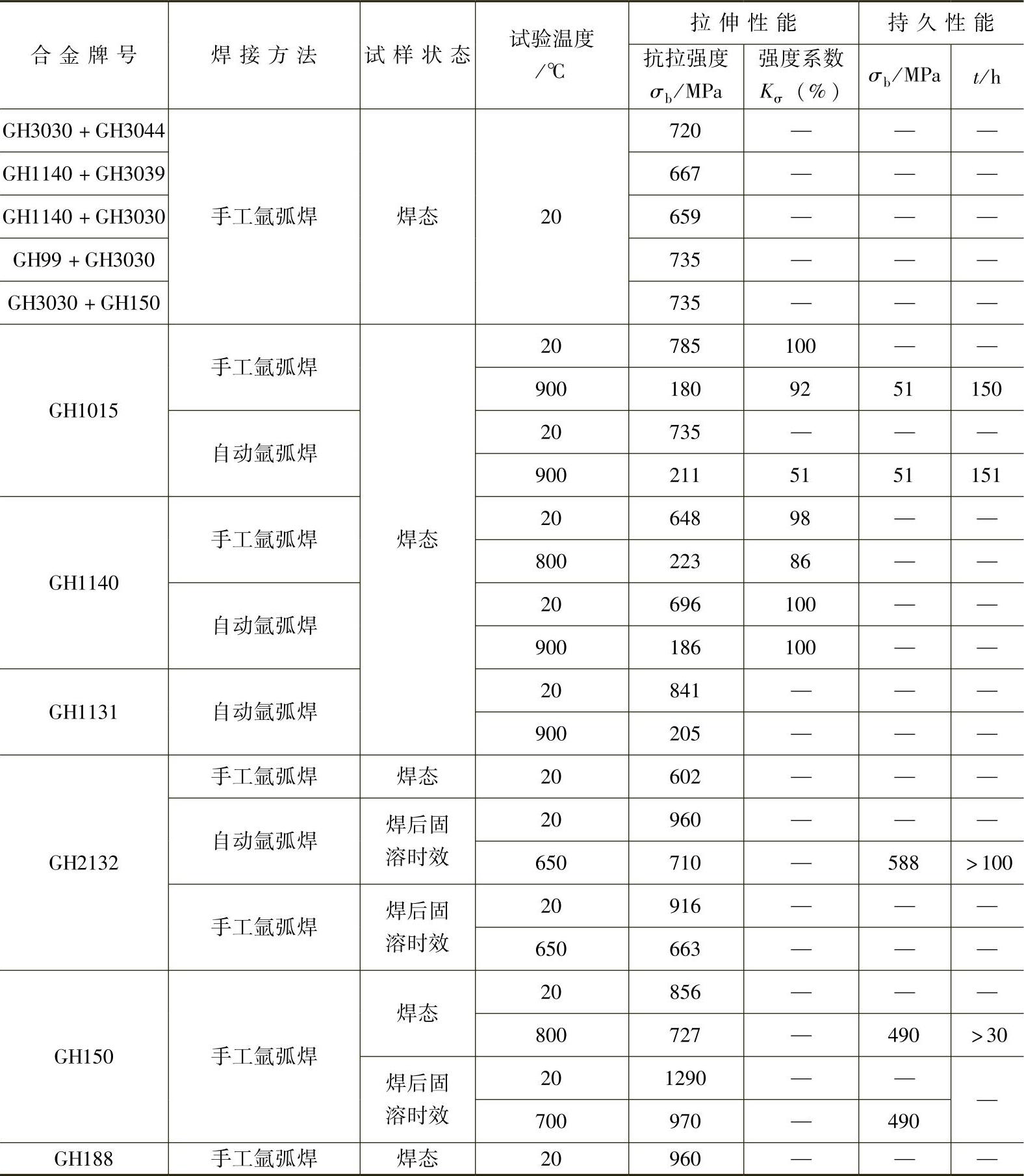
表6-13 GH1140合金不同焊丝TIG焊接头抗氧化性能(静止空气中)
2.熔化极氩弧焊(MIG)
(1)焊接特点 固溶强化型高温合金可用MIG焊进行焊接,高Al、Ti含量的沉淀强化型高温合金和铸造高温合金因裂纹敏感性较大,不推荐采用这种焊接方法(析出强化型高温合金能采用TIG焊,因为析出强化型合金的合金元素在MIG焊的过渡中易于烧损)。MIG焊时可用滴状过渡、短路过渡、喷射过渡和脉冲喷射过渡。考虑到高温合金因过热产生晶粒长大和热裂纹敏感性,建议采用喷射过渡形式。
(2)焊接材料 为避免形成结晶裂纹可选用抗裂性良好的Ni-Cr-Mo系合金焊丝,焊丝直径取决于熔滴过渡形式和母材厚度。当采用脉冲喷射过渡形式时,焊丝直径为1.0~1.6mm。
保护气体可用纯氩气、氦气或氩-氦混合气体。气体流量大小取决于接头形式、熔滴过渡形式和焊接位置,一般控制在15~25L/min。为减小飞溅和提高液态金属的流动性,推荐采用氩气中加入15%~20%(体积分数)氦的混合气体。
(3)接头形式 用MIG焊方法焊接高温合金时,要求坡口角度大,钝边高度小,根部间隙大。如带衬垫(环)的V形坡口,坡口角度为80°~90°,根部间隙为4~5mm。U形对接坡口,底部R=5~8mm,坡口向外扩3~3.5mm,钝边高度为2.2~2.5mm。
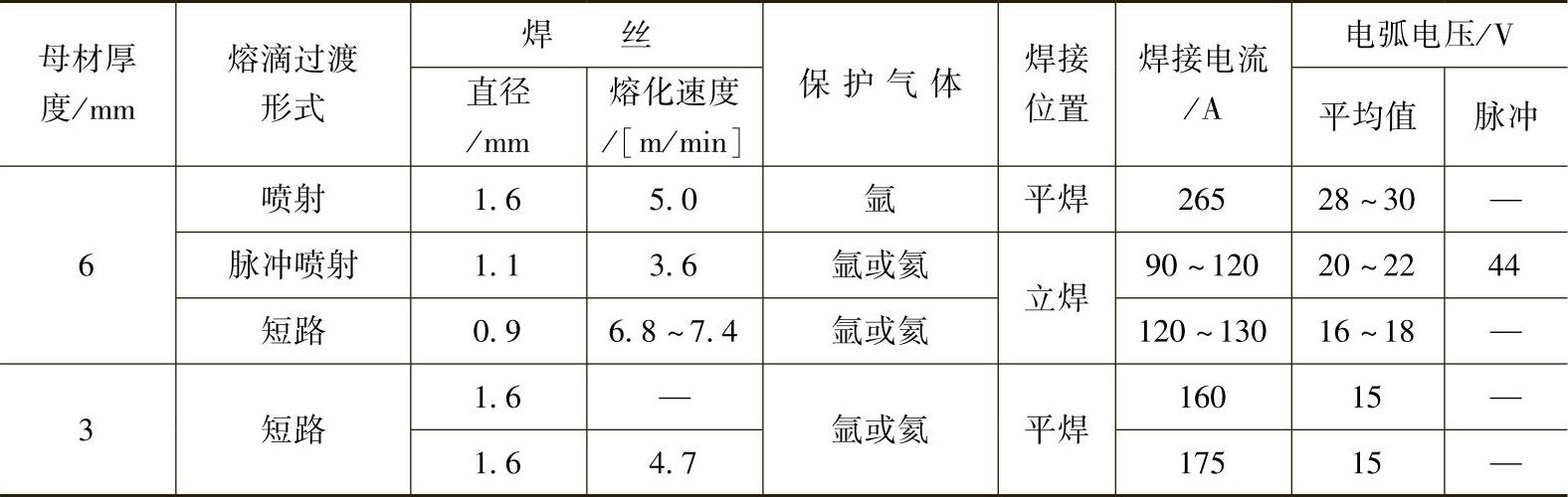
(4)焊接工艺 焊前清理同TIG焊。高温合金MIG焊的焊接参数示例见表6-14。在焊接过程中,应保持焊丝与焊缝呈90°角的位置,以获得良好的保护和焊缝成形。焊接时应适当控制电弧长度,以减小飞溅。为防止未熔合和咬边,焊丝摆动于两端时可短时停留。采用适当焊接工艺的接头强度系数可达90%以上。
表6-14 高温合金MIG焊的焊接参数示例
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。