



1.组织的不均匀性
固溶强化高温合金的组织比较简单,这类合金焊接后,焊缝金属由变形组织变为铸态结晶组织。由于焊接熔池冷却速度快,焊缝金属会因晶内偏析形成层状组织。当偏析严重时,会在枝晶间形成共晶组织。接头热影响区产生沿晶界的局部熔化和晶粒长大,其程度依合金成分和焊接工艺不同而异。如GH3044合金比GH3039合金的晶粒长大明显,在焊缝两侧形成两条粗晶带,直接影响接头的拉伸和疲劳性能。
镍基高温合金的组织为单相奥氏体组织,焊接中不会发生相变,但加热会使晶粒明显长大。特别是焊接热影响区加热到1150℃以上晶粒会急剧长大,危害焊接接头区的力学性能,甚至在焊接状态下引发低塑性裂纹。
加热不仅可使晶粒长大,还会析出一些脆硬析出相。例如,InconelX750镍基合金在927℃热处理后会析出很多析出相,这些析出相有Ni3Al、碳化物Cr23C6和TiC等。聚集在晶界的脆性析出物会引发微裂纹,降低接头的力学性能。
沉淀强化型高温合金和铸造高温合金的组织比较复杂,这类合金的焊接接头组织,不论是焊缝还是热影响区的组织结构都比较复杂。焊缝金属经历了熔化凝固的过程,原来的γ′或γ″、碳化物相、硼化物相等均溶入基体中,形成单一的γ相(即Ni的固溶体)。焊缝金属冷却速度快,形成横向枝晶很短主轴很长的树枝状晶,在树枝状晶间和主轴之间存在较大的成分偏析,在焊缝中会产生共晶成分的组织。接头热影响区在周期性加热的、温度梯度很大的热循环区域会引起γ′、γ″强化相溶解,碳化物相转变使热影响区的组织变得十分复杂,从而影响高温合金的性能。
γ′相对镍基高温合金有着特殊的意义,在这里γ′相实际上是Ni3Al,为面心立方有序超点阵结构。它在Ni的固溶体{100}面析出,在<100>方向长大。γ′相的晶格常数与基体几乎一样,相差在0.5%以内。适当增加Al、Ti、Nb、Ta等元素的含量,材料的蠕变断裂强度将有明显提高,这是由于这些元素能显著提高γ′相向γ相的固溶温度,如图6-5所示。其中,Al能够提高γ′相的析出速度,对γ′相的析出强化影响最大,如图6-6所示。但若Al含量太高,γ′相虽然易于析出,但却易于聚集长大,反而失去强化效果。Al的析出强化与其溶解度的关系如图6-7所示,可见在给定的温度(此处为900℃),Al含量相当于该温度下的溶解度时,可使合金得到最高的热强性(即出现热强度峰值)。
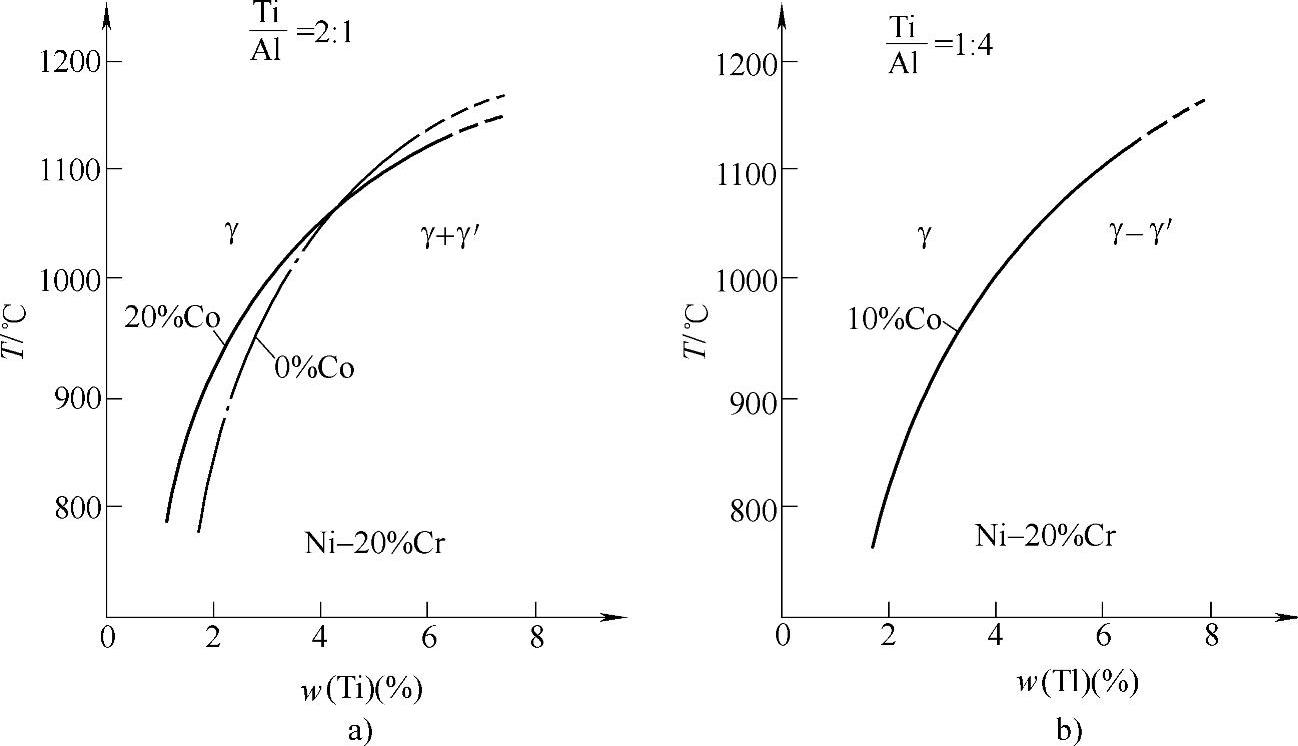
图6-5 Ti或Al含量对γ′相固溶温度的影响
a)Ti的影响 b)Al的影响
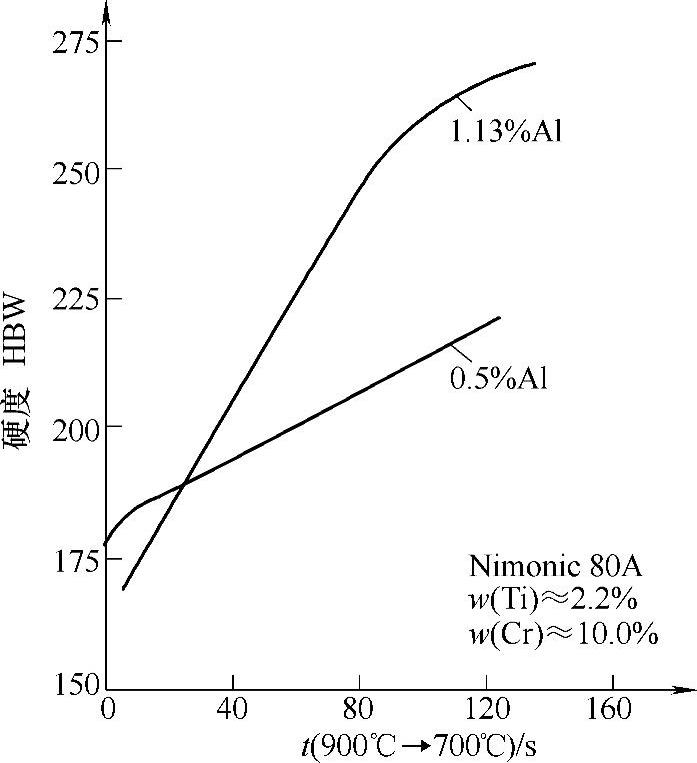
图6-6 Al对析出强化的影响
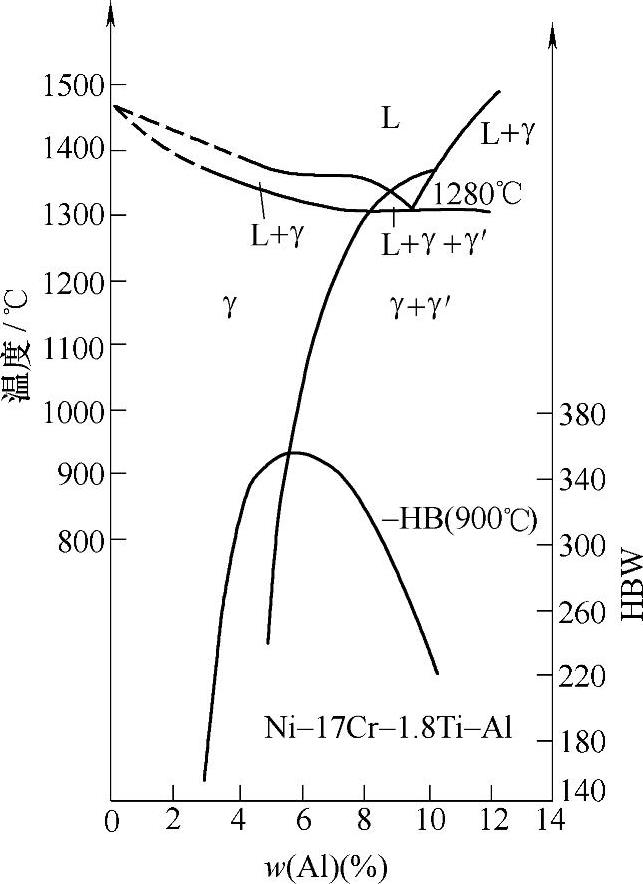
图6-7 Al的析出强化与其溶解度的关系
Ti含量对析出强化的影响与Al含量的影响类似,也有一个最佳值(见图6-8)。Ti含量少时,γ′相的数量不足以产生足够的强化效果;但Ti含量较多时,开始优先析出α′亚稳定相使合金脆化而降低热强性。
2.焊接接头的力学性能(https://www.xing528.com)
图6-9所示为试验温度对γ′相(Ni3Al)屈服强度的影响。一般地,合金的屈服强度随着温度的上升而下降,但γ′相(Ni3Al)的屈服强度却出现随温度的上升而升高的特异现象,在700℃左右达最大值之后,才又随温度的上升而下降。从-196℃到700℃,屈服强度几乎提高了6倍。
γ′相除了自身的强化和使合金得以强化之外,它还有相当的塑性。图6-10所示为温度对γ′相(Ni3Al)单晶在<001>位相上伸长率和断面收缩率的影响。这种塑性和温度之间的关系为随着温度的提高,先降低后升高,也存在一个低谷(约为816℃)。这一规律正与屈服强度的变化相对应。
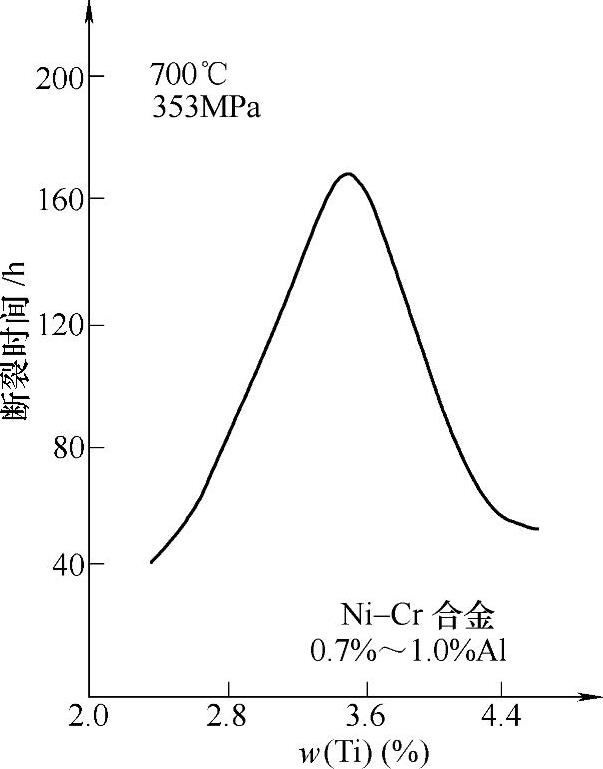
图6-8 Ti的析出强化与含量的关系
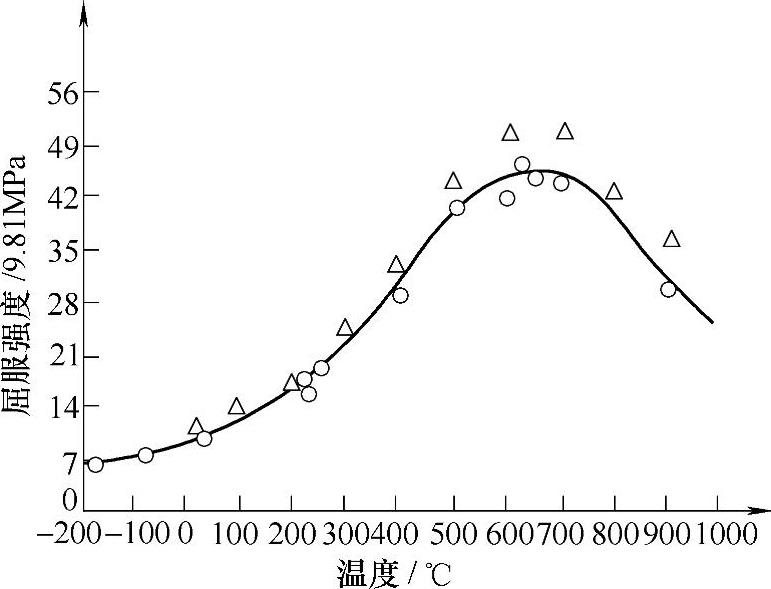
图6-9 温度对γ′相(Ni3Al)屈服强度的影响
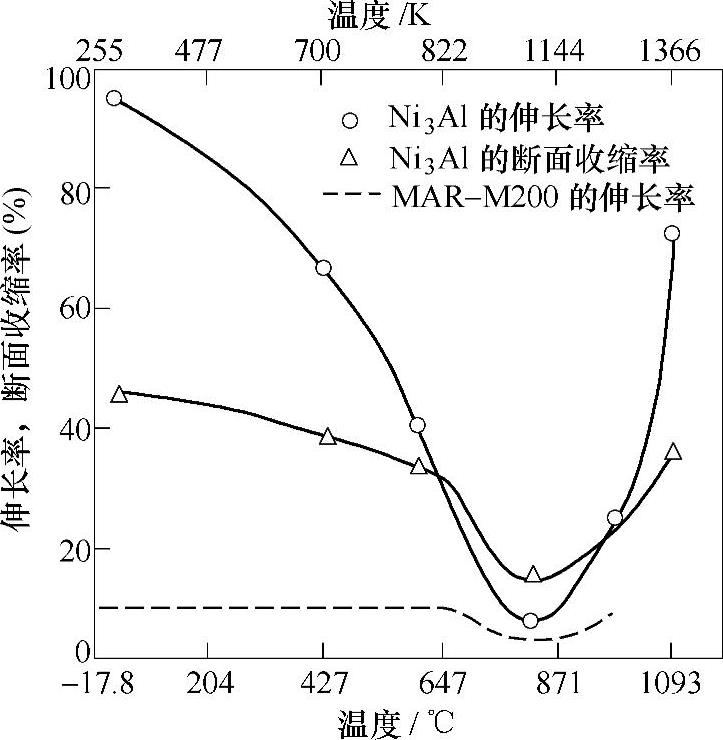
图6-10 温度对γ′相(Ni3Al)单晶在<001>位相上伸长率和断面收缩率的影响
对高温合金焊接接头的要求与母材相当,同样应抗氧化、耐腐蚀,具有良好的高温强度、塑性和疲劳性能,而且希望接头与母材等强。焊接接头的等强性常用接头强度系数Kσ(接头抗拉强度与母材抗拉强度之比)来表示。
焊接接头强度系数主要取决于接头区的组织特征。尤其是热影响区中晶粒长大,γ′强化相和碳化物的溶解形成了弱化区直接影响接头强度,在拉伸过程中,弱化区与硬化区阻碍试样的均匀变形。焊缝的存在也同样影响接头的均匀变形,使大部分塑性变形发生在弱化区,最终缩颈和断裂大多数发生在热影响区。
固相扩散连接时,随着扩散界面的移动而使结合界面消失是非常重要的。但是含Al、Ti较多的镍基高温合金的结合界面上容易形成Al2O3、TiO2、TiC或TiN、NiTiO3等,阻止扩散界面的移动,削弱了扩散界面的结合性能,这就降低了焊接接头的抗蠕变性能。
过渡液相扩散连接,也与固相扩散连接一样,特别是产生的液相容易与氧反应形成氧化物。这种氧化物残留在结合界面,是结合界面强度性能下降的原因之一。
此外,接头强度系数与高温合金的类型及焊接方法有关。固溶强化型高温合金手工氩弧焊和自动氩弧焊的接头强度系数为90%~95%;电子束焊的接头强度系数可以达到95%~98%。沉淀强化型高温合金的接头强度系数普遍较低,如氩弧焊的Kσ为82%~90%;只有焊后经固溶和时效处理后接头强度才可以接近母材的水平。当采用非同质焊丝时,接头的强度更难以达到母材的水平。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。