



平行平坦面精加工是对模型的平面以平行区域的形式进行平面精加工的策略。
单击【主要】工具栏中的【刀具路径策略】 图标,弹出【策略选取器】→【精加工】→【平行平坦面精加工】→
图标,弹出【策略选取器】→【精加工】→【平行平坦面精加工】→ 。打开【平行平坦面精加工】对话框如图5-14所示。
。打开【平行平坦面精加工】对话框如图5-14所示。
平行平坦面精加工与偏置平坦面精加工的参数含义大部分都相同,只是在【平行平坦面精加工】对话框中增加了【固定方向】选项。勾选【固定方向】选项可以在【角度】中输入角度数值定义整个模型的平行刀具路径角度。
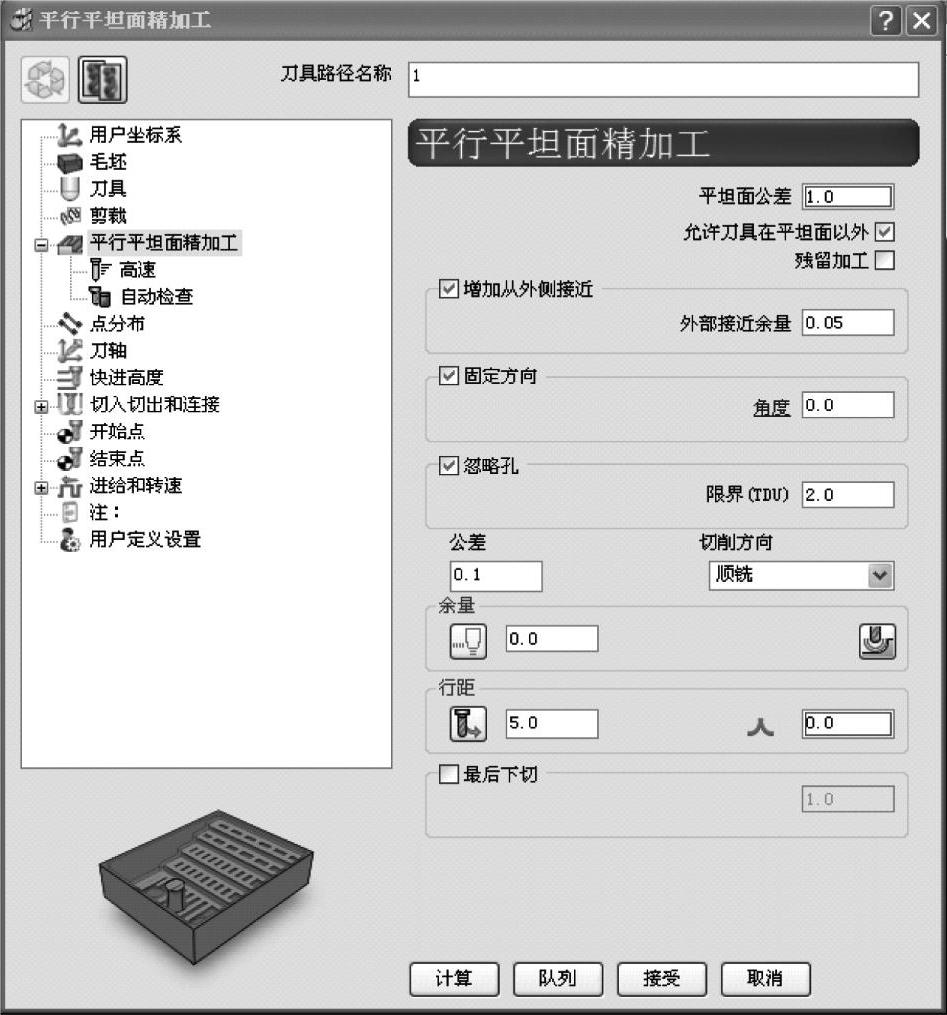
图5-14 【平行平坦面精加工】对话框
例5.2操作步骤
Step 1 在PowerMILL【图形域】内空白处单击右键→【全部删除】→【是】,清空PowerMILL内所有元素。单击【工具】下拉菜单中的【重设表格】选项,使系统恢复到默认状态。
Step 2 选择下拉菜单中的【文件】→【打开项目】→选择附光盘文件“\Examples\EG-05\偏置平坦面精加工”→单击【确定】,打开项目文件“偏置平坦面精加工”。
Step 3 选择【查看工具栏】→单击【ISO1】 查看按钮→单击【普通阴影】
查看按钮→单击【普通阴影】 按钮,将模型阴影着色,如图5-15所示。
按钮,将模型阴影着色,如图5-15所示。
Step 4 单击【主要】工具栏中的【刀具路径策略】 图标,弹出【策略选取器】→【精加工】→【平行平坦面精加工】→
图标,弹出【策略选取器】→【精加工】→【平行平坦面精加工】→ 。打开【平行平坦面精加工】对话框。
。打开【平行平坦面精加工】对话框。
Step 5 单击【平行平坦面精加工】对话框中的【毛坯】,在对话框的右侧将出现如图5-16的表格→在【由…定义】中选择【方框】→设置公差为“0.01”,类型为“模型”→单击 按钮;勾选【显示】选项→滑动透明度滑块来查看毛坯。
按钮;勾选【显示】选项→滑动透明度滑块来查看毛坯。
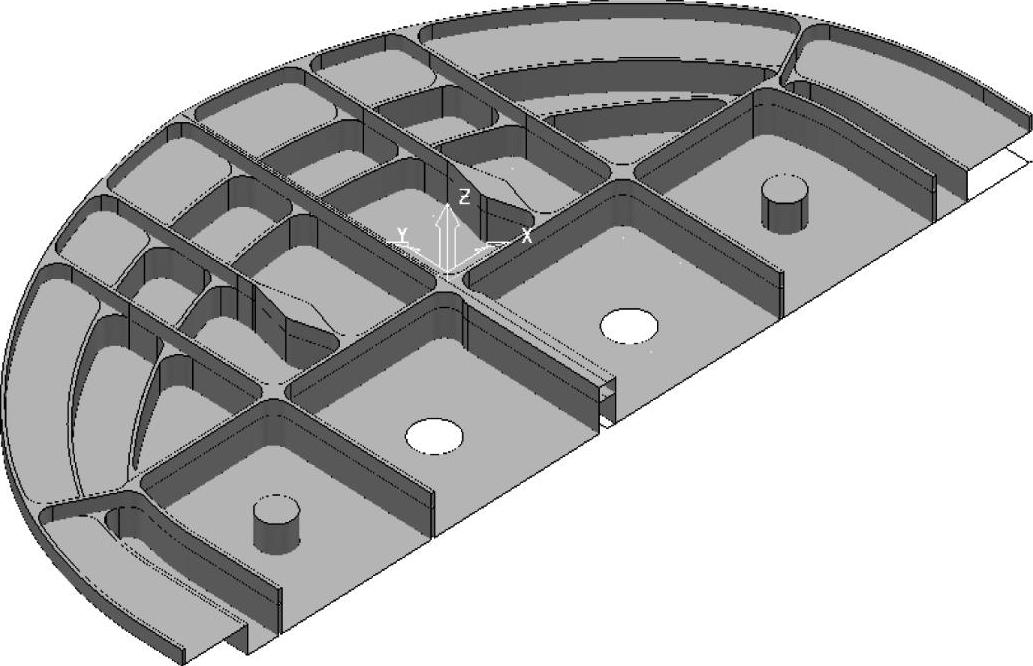
图5-15 模型阴影着色

图5-16 【毛坯】表格
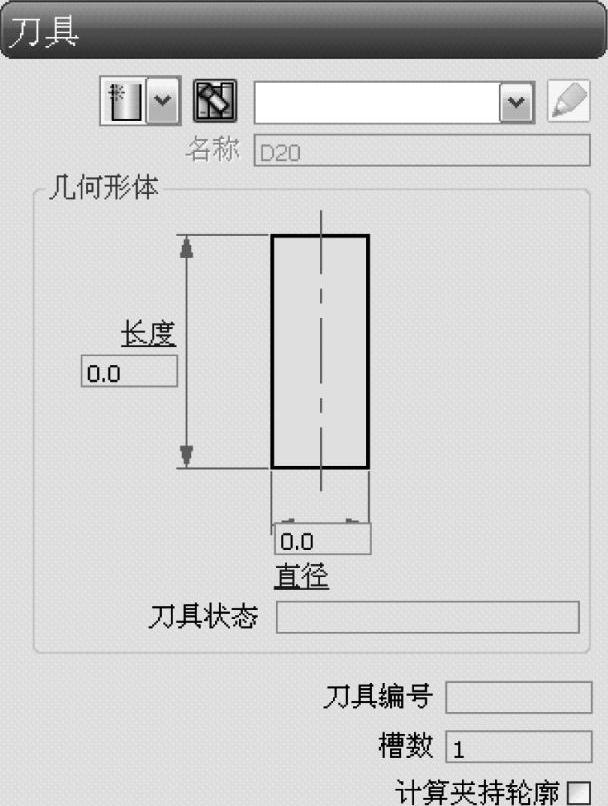
Step 6 单击【平行平坦面精加工】对话框中的【刀具】,在对话框的右侧将出现如图5-17所示的表格→单击【下拉箭头】 →点选【端铣刀】
→点选【端铣刀】 按钮→输入名称“D20”,直径“20”,长度“100”,槽数“2”,设置好刀具参数。
按钮→输入名称“D20”,直径“20”,长度“100”,槽数“2”,设置好刀具参数。
Step 7 单击【平行平坦面精加工】对话框中的【快进高度】,在对话框的右侧将出现如图5-18所示的表格→选择安全区域“平面”,输入安全Z高度为“50”,开始Z高度为“2”;快进间隙为“2”,下切间隙为“1”,确定安全高度的参数设置。
Step 8 双击【平行平坦面精加工】对话框中的【切入切出和连接】,出现【切入】、【切出】、【连接】三个选项→单击【切入】→在对话框右侧的【第一选择】中选择【斜向】→点选【斜向选项】→设置最大左斜角为“2”,沿着为“直线”,高度为“2”→单击【切出】→在对话框的右侧的【第一选择】中选择【无】→单击【连接】→在对话框的右侧的【短】、【长】、【缺省】均选择【掠过】,确定好刀具路径的切入切出和连接。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-17 【刀具】
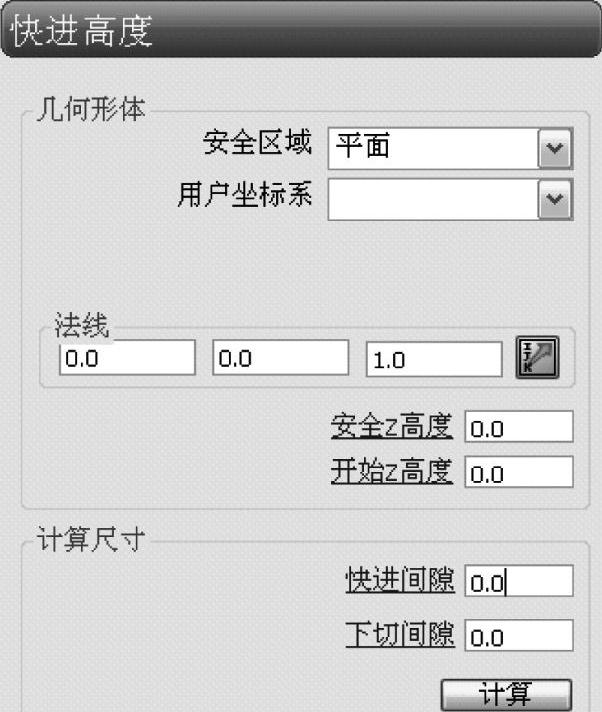
图5-18 【快进高度】
Step 9 单击【平行平坦面精加工】对话框中的【开始点】,在对话框的右侧【使用】中选择【毛坯中心安全高度】。
Step 10 单击【平行平坦面精加工】对话框中的【结束点】,在对话框右侧的【使用】中选择【最后一点安全高度】。
Step 11 单击【平行平坦面精加工】对话框中的【进给和转速】,在对话框右侧的【进给和转速】表格中设置参数,如图5-18所示,确定进给率参数。
Step 12 双击【平行平坦面精加工】对话框中的【平行平坦面精加工】,出现【高速】、【自动碰撞】两个选项→单击【高速】→在对话框的右侧勾选【轮廓光顺】→设置轮廓光顺半径为“0.05”→勾选【光顺余量】→设置光顺余量为“5%”→在【连接】中选择【光顺】,设置好【高速】选项。
Step 13 单击【平行平坦面精加工】对话框中的【平行平坦面精加工】,在对话框右侧的【平行平坦面精加工】表格中设置参数如图5-19所示→单击 按钮→单击
按钮→单击 ,生成【平行平坦面精加工】刀具路径如图5-20所示。
,生成【平行平坦面精加工】刀具路径如图5-20所示。
注意:平坦面精加工策略,是对平面进行加工的主要方式,在模型加工中应用非常广泛,而且使用方便。它可以将模型所有的平面一次加工出来,从而大大提高了加工的效率。同时在使用平坦面精加工策略时,应注意以下几点:
(1)径向余量 径向余量也就是指模型侧面的余量。因为通常的加工习惯是先加工好所有平面,再加工模型的侧面或曲面,如此可以减少刀具的磨损,使加工完的尺寸更精确。因此在精加工平面中所留的径向余量一定要大于开粗时所留的模型侧面余量。同时,刀具也应大于开粗时所使用的最小刀具,这样可以避免平面精加工时在模型的转角位置产生抢刀现象。
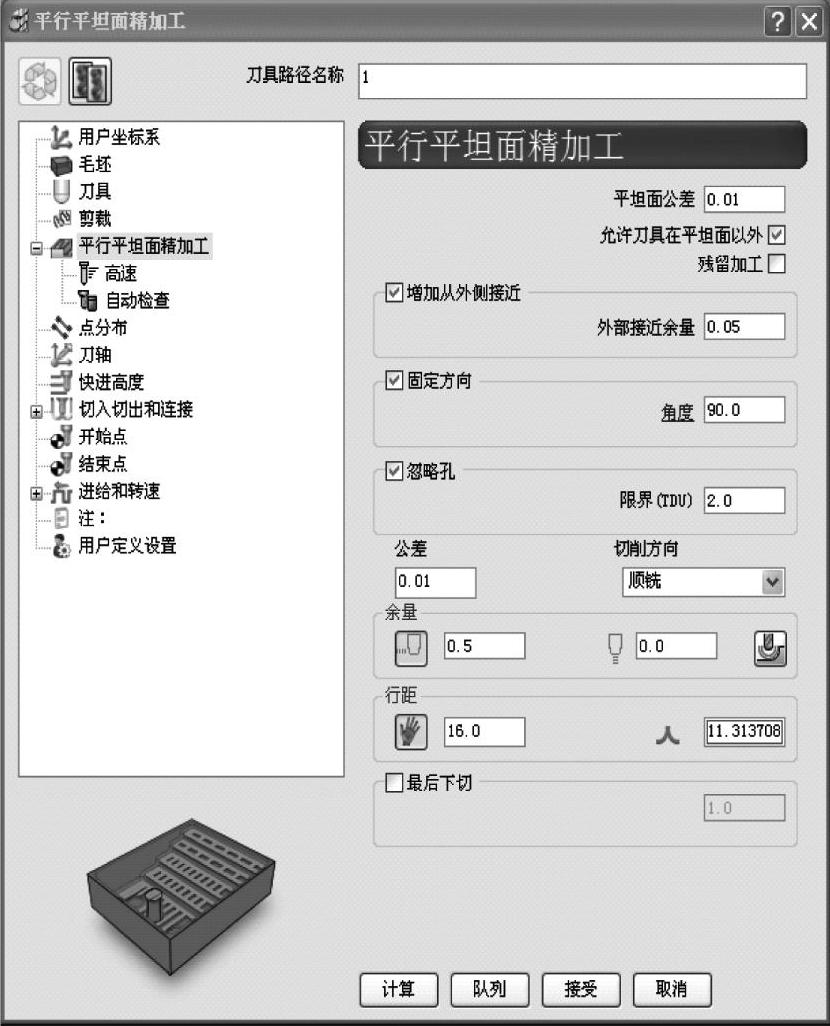
图5-19 【平行平坦面精加工】表格参数设置
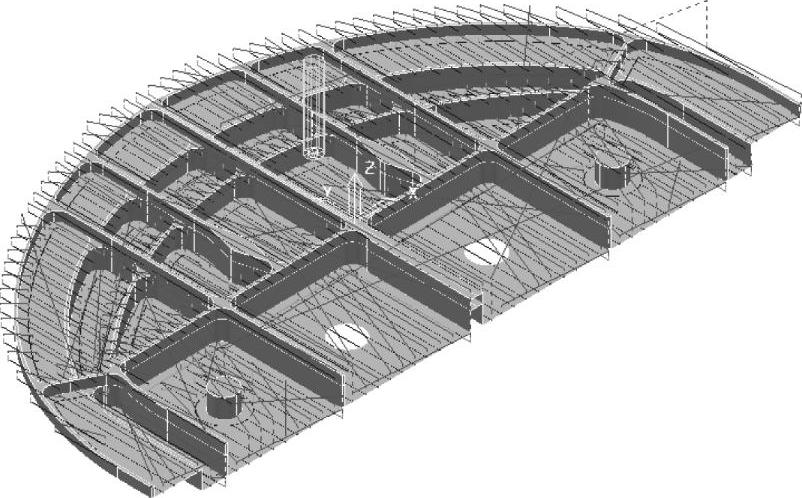
图5-20 【平行平坦面精加工】刀具路径
(2)平面公差 通常情况下,平面公差设置为0.01。因为模型在绘制和数据转换等过程中,有可能会产生一些误差或变形。如果平面公差设置为零,则可能不会对有误差的平面进行加工。平面公差稍大一些不会影响加工后的模型尺寸精度。
(3)忽略孔 在加工模型平面时,经常会遇到中间有许多孔的情况,默认设置下,刀具路径会在孔位处绕孔边缘线产生加工轨迹,那样的刀具路径拐角太多、不顺畅,将会影响工件的表面质量。通常通过“忽略孔”这个功能可以很好地解决此问题。勾选时,输入的阀值代表刀具直径的倍数,例如,输入“2”,代表刀具路径在平面加工时小于3倍刀具直径的孔都将会被忽略。图5-20所示就是已经忽略孔的刀具路径效果。
(4)允许刀具在平坦面以外和增加从外侧接近 在加工非型腔的模型平面时,通常需要将这两项配合使用,使刀具从模型平坦面的外部开始下切,这样就可减少刀具的磨损,从而提高模型平面的尺寸精度。
(5)切入切出和连接的斜向选项 在加工型腔的模型平面时,切入刀具路径通常会选择斜向切入,对于斜向切入来说,由于其点的分布不能修圆,在使用“刀具路径”和“圆形”时,对于非高速加工中心切入刀具路径会比较“卡”,因此使用“直线”的斜向切入会取得比较好的效果。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。