



1.几个应用实例
陶瓷与金属连接结构在电子工业中应用广泛,在机械、冶金、能源等领域的应用也正在发展。一些应用实例如图3-18所示。

图3-18 陶瓷与金属钎焊结构的应用实例
a)真空开关管外壳 b)套封型过渡针封芯柱 c)内外套封与过渡针封复合结构 d)陶瓷涡轮轴与金属轴连接结构
(1)汽车发动机增压器转子 为了提高汽车发动机性能和节约燃料,陶瓷与金属的复合零件受到了人们的重视。Si3N4陶瓷由于密度小、高温强度好、不需润滑且耐磨损,用于汽车发动机增压器转子有很好的前景。这种陶瓷与钢复合的转子比传统的全金属转子的质量轻40%左右,耐温达到1000℃,这些特性提高了汽车的加速性能和燃烧效率,减少了尾气排放。这类复合转子在重载柴油发动机上也有所应用。
这种汽车发动机增压器转子结构如图3-19a所示,其结构为Si3N4陶瓷涡轮与金属轴复合体,通过加中间层的活性钎料和套筒连接成整体。形成这种陶瓷与金属复合结构的关键有两点:
1)采用厚度2~4mm的Ni-W合金与Ni组成多层缓冲层,它能使陶瓷中的最大应力从直接连接时的1250MPa降低到210MPa;
2)选用活性钎料,无需对Si3N4陶瓷进行金属化就能很好地润湿其表面,实现钎焊。钎焊的真空度为3×10-2Pa。
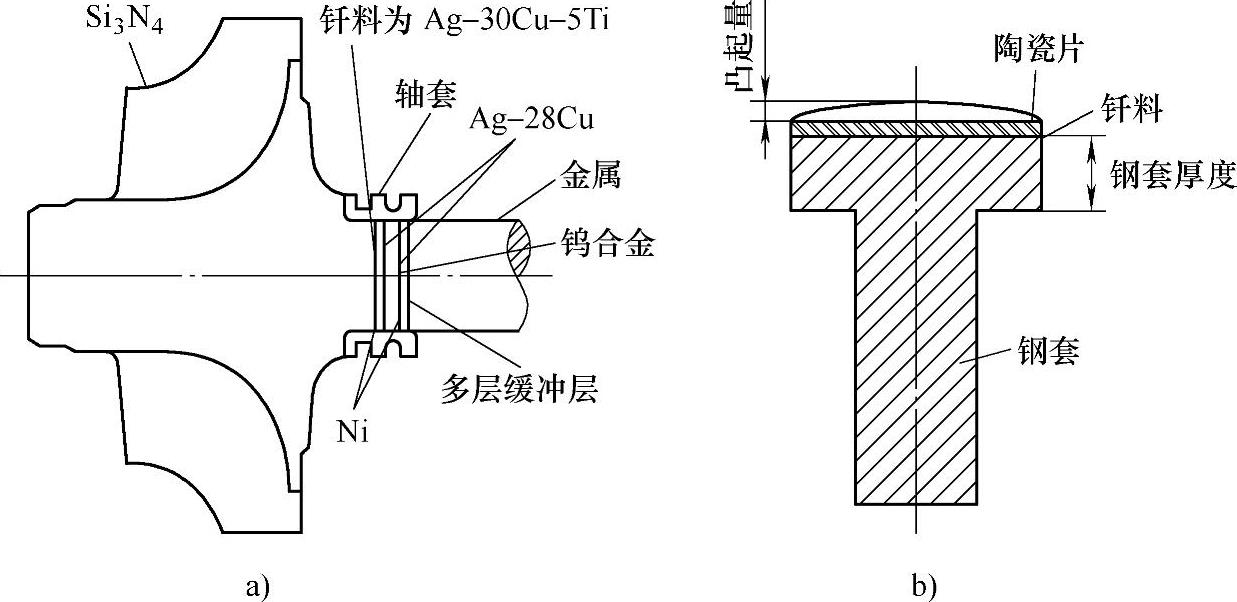
图3-19 陶瓷与金属复合结构的实例
a)陶瓷与金属复合增压器转子 b)Si3N4与钢复合陶瓷挺柱
(2)陶瓷与金属摇杆 某汽车公司推出了一种陶瓷与金属复合摇杆。这种摇杆局部采用Si3N4陶瓷,可使磨损比全金属件减少5~10倍,从而延长了维修保养的期限。这种摇杆是将Si3N4陶瓷镶片通过中间层与钢制基体连接而成。Si3N4陶瓷镶片表面事先涂覆以钛层,然后在干氢气氛中850℃温度下用BAg72Cu钎料钎焊到钢制基体上。由于使用温度不高(主要是耐磨损),中间层采用厚度0.5mm的Cu片就可满足工艺要求。(https://www.xing528.com)
(3)陶瓷与金属挺柱 挺柱和凸轮是发动机配气机构中一对重要的摩擦副,在工作过程中挺柱的接触面受到激烈的摩擦。用Si3N4陶瓷制成的复合陶瓷挺柱与目前常用的冷激铸铁和硬质致密铸铁挺柱相比,耐磨性能更为优越。
Si3N4与钢复合挺柱结构示意图如图3-19b所示。Si3N4陶瓷与钢套采用钎焊技术连接。这种Si3N4陶瓷与钢的复合挺柱可用于重载柴油发动机,具有很好的应用前景。
2.钎焊接头设计注意事项
(1)合理选择钎焊匹配材料 选择线胀系数相近的陶瓷与金属相互匹配,如Ti与镁橄榄石陶瓷和Ni与95%Al2O3陶瓷,在室温至800℃范围内,线胀系数基本一致。利用金属的塑性减小钎焊应力,如用无氧铜与95%Al2O3陶瓷钎焊,虽然金属与陶瓷的线胀系数差别很大,但由于充分利用了软金属的塑性与延展性,仍能获得良好的连接。
选择高强度、高导热系数陶瓷,如BeO、AlN等,可以减小钎焊接头处的热应力,提高钎缝结合强度。
(2)利用金属件的弹性变形减小应力 利用金属零件的非钎焊部位薄壁弹性变形,设计成“挠性钎焊结构”以释放应力。典型的挠性钎焊接头形式如图3-20所示。

图3-20 典型的挠性钎焊接头形式
(3)避免应力集中 陶瓷件设计应避免尖角或厚薄相差悬殊,尽量采用圆形或圆弧过渡。套封时改变金属件端部形状使封口处金属端减薄,可增加塑性减小应力集中。
控制钎焊件加热温度,防止产生焊瘤。钎料的线胀系数一般都比较大,如果钎料堆积,会造成局部应力集中,导致陶瓷炸裂。
(4)重视钎料的影响 尽量选用强度低、塑性好的钎料,如Ag-Cu共晶、纯Ag、Cu、Au等,以最大限度地释放应力。在保证密封的前提下,钎料层尽可能薄。选择适宜的焊脚长度,套封时焊脚长度对接头强度影响很大,一般以0.3~0.6mm为宜。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。