



过渡金属(如Ti、Zr、Nb等)具有很强的化学活性,这些元素对氧化物、硅酸盐等有较大的亲和力,可通过化学反应在陶瓷表面形成反应层。在Au、Ag、Cu、Ni等系统的钎料中加入这类活性金属后,制成所谓活性钎料。活性钎料在液态下极易与陶瓷发生化学反应而形成陶瓷与金属的连接。
反应层主要由金属与陶瓷的复合物组成,表现出与金属相同的微观结构,可被熔化金属润湿,从而达到与金属连接的目的。活性金属的化学活性很强,钎焊时对活性元素的保护是很重要的,这些元素一旦被氧化后就不能再与陶瓷发生反应。因此,活性金属化法钎焊一般是在10-2Pa以上的真空或惰性保护气氛中进行的,而且一次完成钎焊连接。
1.活性钎料
活性钎料通常以Ti作为活性元素。可适用于钎焊氧化物陶瓷、非氧化物陶瓷以及各种无机介质材料。由于是用活性金属与陶瓷直接钎焊,工序简单,所以发展很快。表3-21是常用的几种活性金属化法钎焊的比较。
表3-21 常用的几种活性金属化法钎焊的比较

2.活性钎焊连接工艺
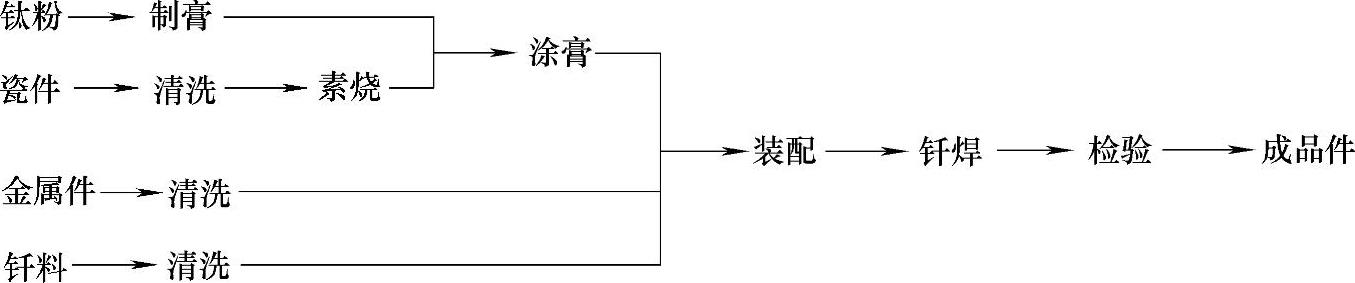
以活性金属Ti-Ag-Cu法为例,其陶瓷与金属的活性钎焊连接的工艺流程如图3-17所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-17 陶瓷与金属的活性钎焊连接工艺流程
活性金属化法钎焊工艺要点如下:
(1)零件清洗 陶瓷件可在超声波清洗机中清洗,金属件通过碱洗、酸洗去除金属表面的油污、氧化膜等。清洗过的零件立即进入下一道工序。
(2)制膏剂 制膏所用的钛粉纯度应在99.7%(质量分数)以上,粒度为40~53μm(270~360目)。制膏剂时取质量为钛粉之半的硝棉溶液,加上少量的草酸二乙酯稀释,调成膏状。
(3)涂膏剂 用毛笔或其他喷涂的方法将活性钎料膏剂均匀地涂覆在陶瓷的钎焊面上。涂层要均匀,厚度一般在25~40μm左右。
(4)装配 陶瓷表面的膏剂晾干后与金属件及BAg72Cu钎料装配在一起。
(5)钎焊 在真空或惰性气氛中进行钎焊连接。当真空度达到5×10-3Pa时,逐渐升温到779℃使钎料熔化,然后再升温至820~840℃,保温3~5min后(温度过高或保温时间过长都会使得活性元素与陶瓷件反应强烈,引起钎缝组织疏松,形成漏气)降温冷却。在加热或冷却过程中要注意加热和冷却速度,以避免因加热、冷却过快而造成陶瓷开裂。
(6)检验 对钎焊件要进行耐烘烤性能检验和气密性检验。对真空器件或电器件,要进行漏气、热冲击、热烘烤和电绝缘强度等检验。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。