



1.陶瓷表面的金属化
陶瓷表面的金属化不仅可以用于改善非活性钎料对陶瓷的润湿性,还可以在高温钎焊时保护陶瓷不发生分解不产生孔洞。如Si3N4陶瓷在真空(10-3Pa)中,达到1100℃以上时Si3N4陶瓷就要发生分解,产生孔洞。
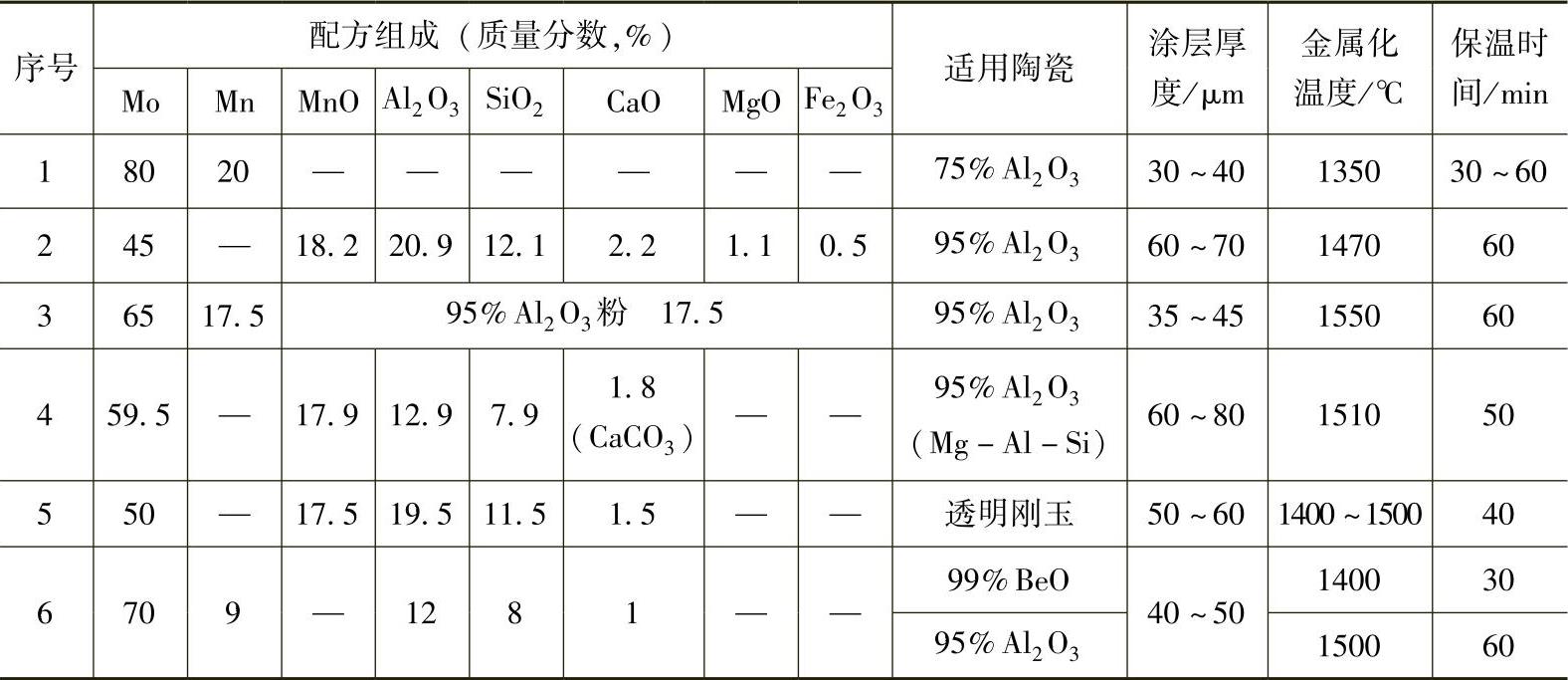
(1)Mo-Mn法陶瓷金属化法 Mo-Mn法陶瓷金属化法是将纯金属粉末(Mo、Mn)与金属氧化物粉末组成的膏状混合物涂于陶瓷表面,再在炉中高温加热,形成金属层的方法。在Mo粉中加入质量分数为10%~25%的Mn是为了改善金属镀层与陶瓷的结合。不同组分的陶瓷要选用相应的金属化膏剂,这样才能达到陶瓷表面金属化的最佳效果。配方的正确选择是陶瓷表面金属化工艺的关键。表3-17给出Mo-Mn法烧结金属粉末的配方和烧结参数示例。
表3-17 Mo-Mn法金属化配方和烧结参数示例
一般钎料(如Ag-Cu钎料)对陶瓷金属化层的润湿性还不能达到钎焊的要求,所以通常要在Mo-Mn金属化层上再镀一层镍来增加金属化层对钎料的润湿性。镀镍层的厚度约为4~6μm,镀镍后的陶瓷还需在氢气炉中在1000℃的温度下烧结15~25min,这道工序称之为二次金属化。
(2)蒸发金属化法 蒸发金属化是利用真空镀膜机在陶瓷件上蒸镀金属膜,实现陶瓷表面金属化的一种方法。将清洗好的陶瓷件包上铝箔,只露出需要金属化的部位,放入镀膜机的真空室内。当真空度达4×10-3Pa后,将陶瓷件预热到300~400℃,保温10min。先开始蒸镀Ti,然后再蒸镀Mo,形成金属化层。蒸镀后还需要在Ti、Mo金属化层上再电镀一层Ni(厚度约2~5μm),然后在真空炉中进行钎焊。这种方法较Mo-Mn法、活性法有更高的封接强度。缺点是蒸镀高熔点金属比较困难。
(3)溅射金属化法 将陶瓷放入真空容器中并充以氩气,在电极之间加上直流电压,形成气体辉光放电,利用气体放电产生的正离子轰击靶面,把靶面材料溅射到陶瓷表面上实现金属化。溅射沉积时,工件可以旋转,使陶瓷金属化面对准不同的溅射金属,依次沉积所需要的金属膜。沉积到陶瓷表面的第一层金属化材料是Mo、W、Ti、Ta或Cr,第二层金属化材料为Cu、Ni、Au或Ag。在溅射过程中,陶瓷的沉积温度应保持在150~200℃。这种方法涂层厚度均匀,涂层与陶瓷结合牢固,能在较低的沉积温度下制备高熔点的金属涂层。
(4)离子注入法 离子注入法的涂覆装置与溅射涂覆装置相似,所用设备的阴极为安放陶瓷工件的支架,阳极是作为蒸发源的热丝,热丝的材料为待涂覆的金属材料,真空容器内要通入氩气。当阴、阳极之间接上直流高压电(2~5kV)后,在阴、阳极之间形成氩的等离子体。在直流电场的作用下,氩的正离子轰击陶瓷工件的表面达到净化陶瓷表面的目的。溅射清洗完后移开活动挡板,开始加热热丝,使金属蒸发。金属蒸气在电场作用下被电离成正离子并被加速向作为阴极的陶瓷表面移动,在轰击陶瓷表面的过程中形成结合牢固的金属涂层。这种金属化方法温度低(工件沉积温度小于300℃),沉积速率高,涂层结合牢固。缺点是只适宜沉积一些比较容易蒸发的金属材料,对熔点比较高的金属沉积比较困难。
(5)热喷涂法 利用低压等离子弧喷涂技术在Si3N4陶瓷表面喷涂两层Al。喷涂第一层前,先将陶瓷预热到略高于Al的熔点温度以增强Al对Si3N4陶瓷的吸附。第一层喷涂的Al不能太厚,一般不超过2μm。在第一层的基础上再喷涂第二层厚度为200μm的Al,热喷涂后的Si3N4陶瓷直接以Al涂层为钎料在700℃×15min、加压为0.5MPa的条件下钎焊,接头的抗弯强度可达到340MPa,比直接用Al片在同样的条件下钎焊的接头强度(230MPa)高出许多。
2.陶瓷钎焊的钎料
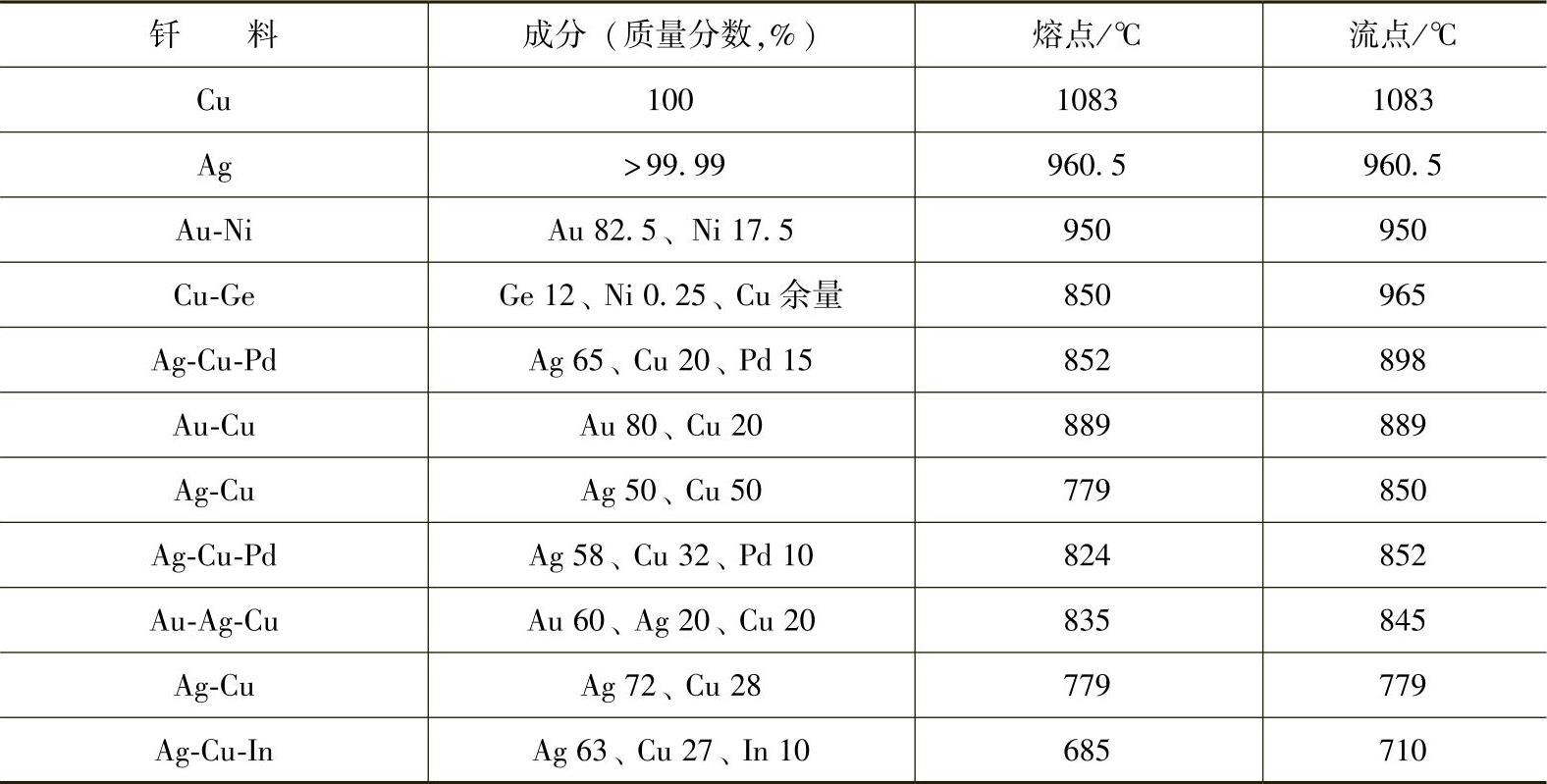
陶瓷金属化后再进行钎焊,使用最广泛的一种钎料是BAg72Cu。也可以根据需要,选用其他的钎料。陶瓷与金属连接常用的钎料见表3-18。
表3-18 陶瓷与金属连接常用的钎料
直接钎焊陶瓷的关键是使用活性钎料,在钎料能够润湿陶瓷的前提下,还要考虑高温钎焊时陶瓷与金属线胀系数差异会引起的裂纹,以及夹具定位等问题。
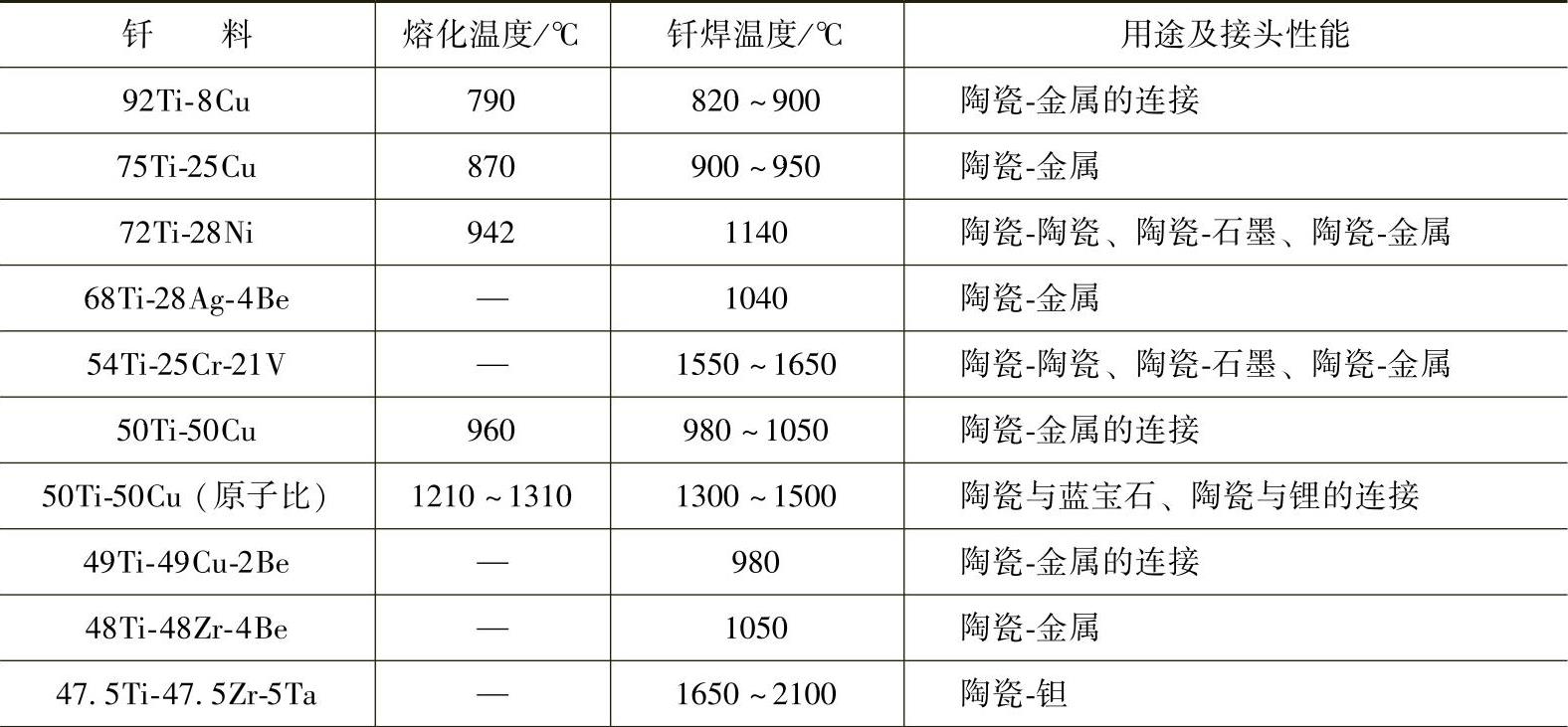
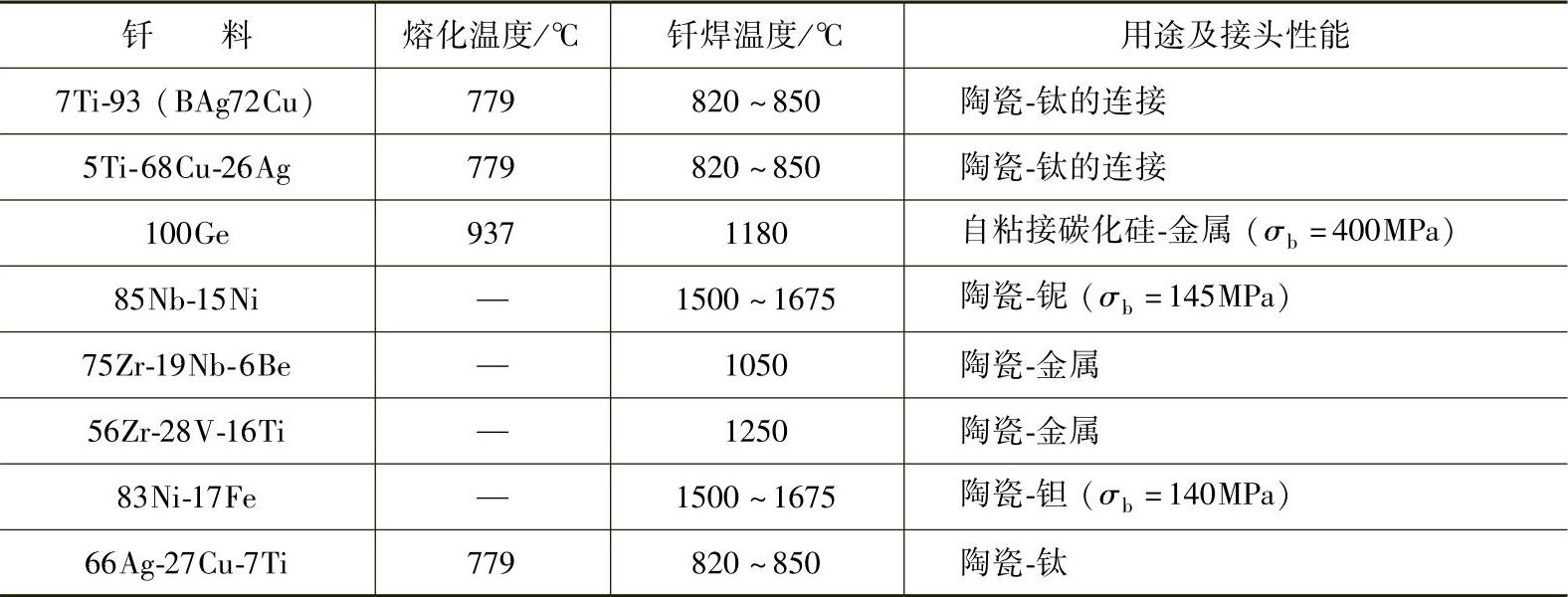
用于直接钎焊陶瓷的高温活性钎料见表3-19。其中,二元系钎料以Ti-Cu、Ti-Ni为主,这类钎料蒸气压较低,700℃时小于1.33×10-3Pa,可在1200~1800℃温度使用。三元系钎料为Ti-Cu-Be或Ti-V-Cr,其中,49Ti-49Cu-2Be具有与不锈钢相近的耐蚀性,并且蒸气压较低,常在防泄露、防氧化的真空密封接头中使用。不含Cr的Ti-Zr-Ta系钎料,也可以直接钎焊MgO和Al2O3陶瓷,这种钎料获得的接头能够在温度高于1000℃的条件下工作。国内研制的Ag-Cu-Ti系钎料,能够直接钎焊陶瓷与无氧铜,接头抗剪强度可达70MPa。
表3-19 用于直接钎焊陶瓷的高温活性钎料
(续)
由于陶瓷与金属连接多是在氢气炉或真空炉中进行,当用陶瓷金属化法对真空电子器件钎焊时,对钎料的要求如下:
1)钎料中不含有饱和蒸气压高的化学元素,如Zn、Cd、Mg等,以免在钎焊过程中这些化学元素污染电子器件或造成电介质漏电。
2)钎料的含氧量不能超过0.001%(体积分数),以免在氢气中钎焊时生成水气。
3)钎焊接头要有良好的松弛性,能最大限度地减小由陶瓷与金属线胀系数差异而引起的热应力。
在选择陶瓷与金属连接的钎料时,为了最大限度地减小焊接应力,有时也不得不选用一些塑性好、屈服强度低的钎料,如纯Ag、Au或Ag-Cu共晶钎料等。
玻璃化法是利用毛细作用实现连接的,这种方法不加金属钎料而加无机钎料(玻璃体),如氧化物、氟化物的钎料等。氧化物钎料熔化后形成的玻璃相能向陶瓷渗透,浸润金属表面,最后形成连接。典型的玻璃化法氧化物钎料的配方见表3-20。(https://www.xing528.com)
表3-20 典型的玻璃化法氧化物钎料配方
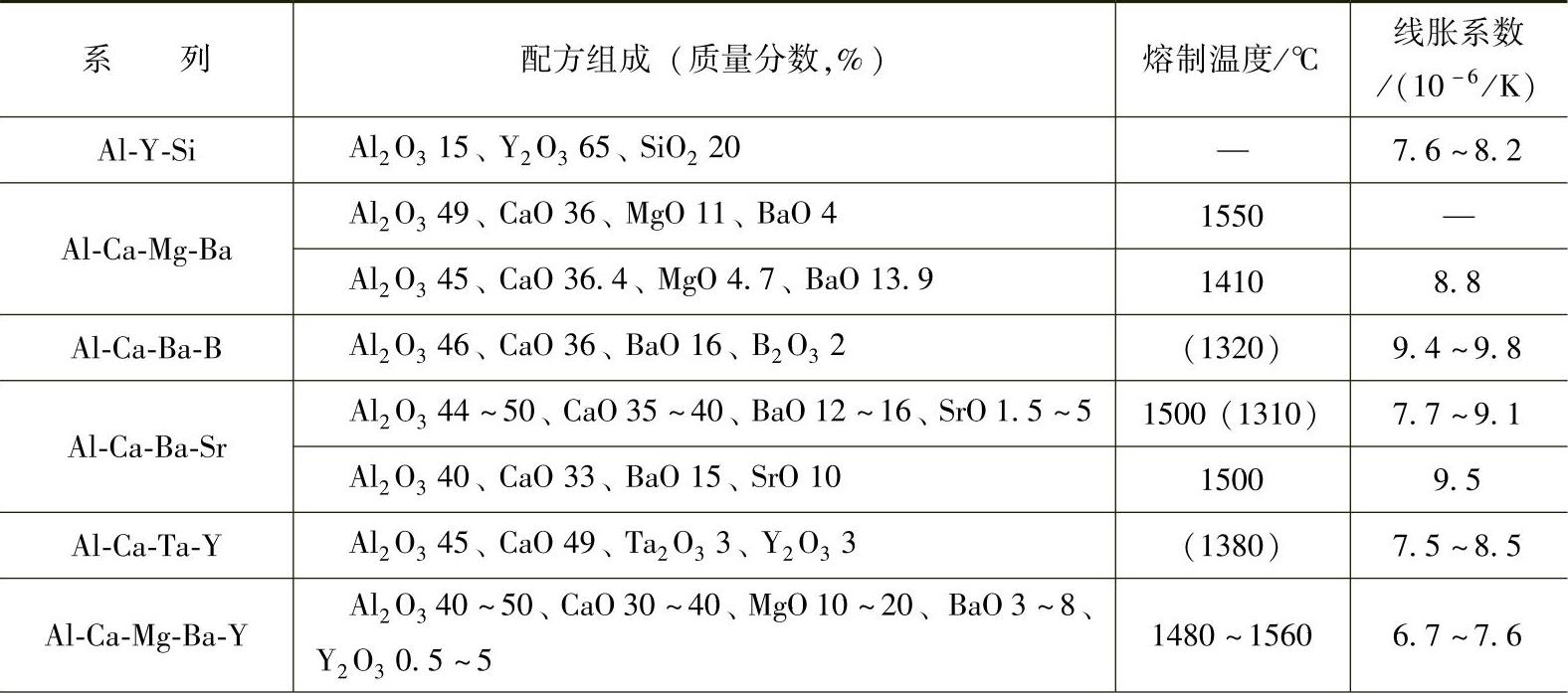
(续)
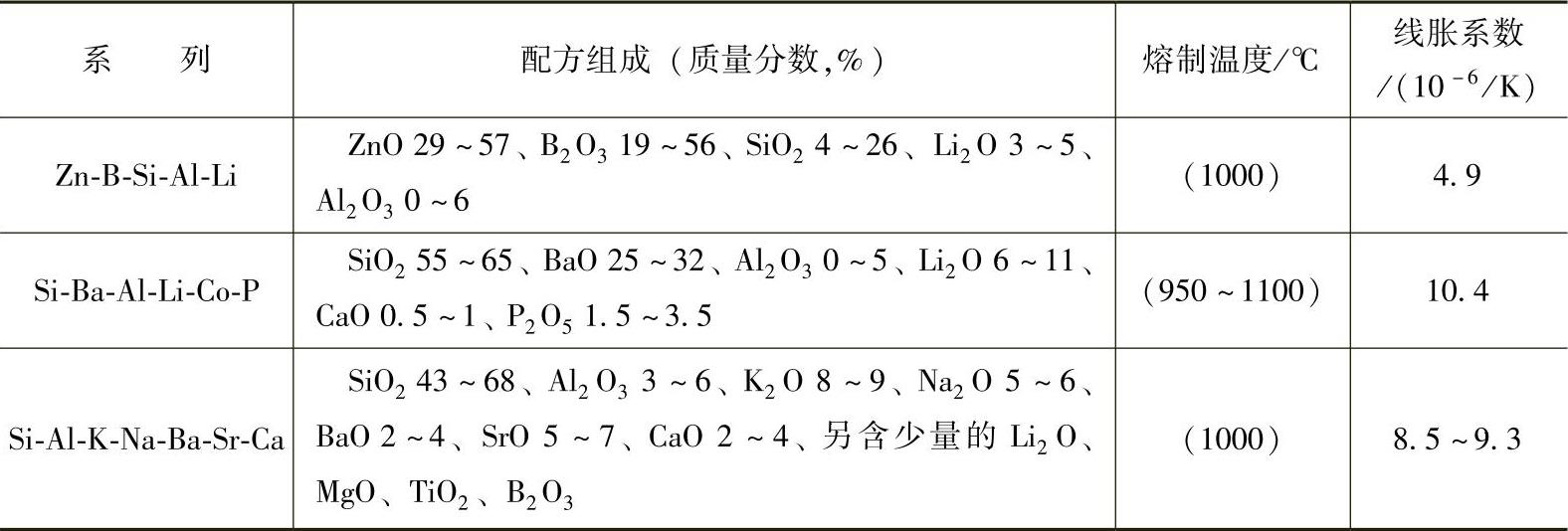
注:括号中的数据为参考温度。
玻璃体固化后没有韧性,无法承受陶瓷的收缩,只能靠配制成分使其线胀系数尽量与陶瓷的线胀系数接近。这种方法的实际应用也是相当严格的。
调整钎料配方可以获得不同熔点和线胀系数的钎料,以便适用于不同的陶瓷和金属的连接。这种玻璃体中间材料实际上是Si3N4陶瓷晶粒间的粘结相(如Al2O3、Y2O3、MgO等)以及杂质SiO2,是烧结时就有的。连接在超过1530℃的高温下(相当于Y-Si-Al-O-N的共晶点)进行,不需加压,通常用氮气保护。
3.陶瓷金属化钎焊工艺
以Mo-Mn金属化法为例,其陶瓷金属化钎焊连接的工艺流程如图3-15所示。

图3-15 Mo-Mn法陶瓷金属化钎焊连接的工艺流程
陶瓷金属化钎焊工艺要点如下:
(1)零件的清洗 陶瓷件可以在超声波清洗机中用清洗剂清洗,然后用去离子水清洗并烘干。金属件则要通过碱洗、酸洗的办法去除金属表面的油污、氧化膜等,并用流动水清洗、烘干。清洗过的零件应立即进入下一道工序,中间不得用裸手接触。
(2)涂膏剂 将各种原料的粉末按比例称量好,加入适量的硝棉溶液、醋酸丁酯、草酸二乙酯等。这是陶瓷金属化的重要工序,膏剂多由纯金属粉末加适量的金属氧化物组成,粉末粒度在1~5μm之间,用有机粘结剂调成糊状,用毛笔或其他一些喷涂的方法均匀地涂刷在需要金属化的陶瓷表面上。涂层厚度为30~60μm。
(3)陶瓷金属化 将涂好的陶瓷件放入氢气炉中,在1300~1500℃温度下保温0.5~1h。
(4)镀镍 金属化层多为Mo-Mn层,难与钎料浸润,须再镀上一层厚度4~5μm的Ni。
(5)装配 将处理好的金属件和陶瓷件装配在一起,在接缝处装上钎料。
(6)钎焊 钎焊在氢气炉或真空炉中进行,钎焊温度由钎料而定。在钎焊过程中加热和冷却速度都不能过快,以防止陶瓷件炸裂。
(7)检验 对一些特殊要求的陶瓷封接件,如真空器件或电器件,要进行泄漏、热冲击、热烘烤和绝缘强度等检验。
图3-16所示为某石油检测仪器中使用的探针元件,材料为纯铜与不锈钢,元件之间用Al2O3陶瓷隔离,陶瓷起绝缘作用,要求钎焊后密封无泄漏。
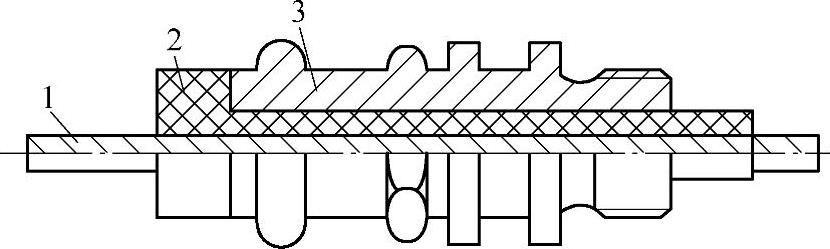
图3-16 陶瓷探针元件的钎焊
1—纯铜 2—陶瓷 3—不锈钢
钎焊工艺采用Mo-Mn法使Al2O3陶瓷管一端的孔内和管的外表面待焊部位金属化,然后在金属化层的外面再镀上厚度35μm的Ni层。使用BAg72Cu钎料,在真空度为1.33×10-2Pa、钎焊温度为850℃的条件下,保温5min即可获得的光洁致密的接头。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。