



陶瓷与金属之间的连接方法,包括机械连接、粘接和焊接。常用的焊接方法主要有钎焊连接、扩散连接、电子束焊、激光焊等,见表3-9。
表3-9 陶瓷与金属之间的连接方法

陶瓷与金属直接进行焊接的难度很大,采用一般的焊接方法很难实现,甚至不能进行直接焊接。因此,陶瓷与金属焊接须采取特殊的工艺措施,使金属能润湿陶瓷或与之发生化学反应。金属对陶瓷的润湿和金属与陶瓷之间的化学反应,以及连接过程中两者热胀冷缩的差异及其所造成的热应力,甚至引起开裂等,是陶瓷与金属连接时的主要问题。
1.陶瓷与金属钎焊连接
陶瓷/金属连接中应用最多的是钎焊连接,一般分为间接钎焊和直接钎焊两种。
间接钎焊(也称为两步法)是先在陶瓷表面进行金属化,再用普通钎料进行钎焊。陶瓷表面金属化的方法最常用的是Mo-Mn法,此外还有物理气相沉积(PVD)、化学气相沉积(CVD)、热喷涂法以及离子注入法等。间接钎焊工艺复杂,应用受到一定限制。
直接钎焊法(也称为一步法)又叫活性金属化钎焊法,是在钎料中加入活性元素,如过渡金属Ti、Zr、Hf、Nb、Ta等,通过化学反应使陶瓷表面发生分解形成反应层。反应层主要由金属与陶瓷的化合物组成,这些产物大多表现出与金属相同的结构,因此可以被熔化的金属润湿。直接钎焊法可使陶瓷结构件的制造工艺变得简单,已成为近年来研究的热点之一。直接钎焊陶瓷的关键是使用活性钎料,在钎料能够润湿陶瓷的前提下,还要考虑高温钎焊时陶瓷与金属线胀系数差异是否会引起裂纹。在陶瓷和金属之间插入中间缓冲层可有效降低应力,提高接头强度。直接钎焊的局限性在于接头的高温强度较低以及大面积钎焊时钎料的铺展问题。
陶瓷-金属钎焊方法的分类、原理及适用材料见表3-10。
表3-10 陶瓷-金属钎焊方法的分类、原理及适用材料

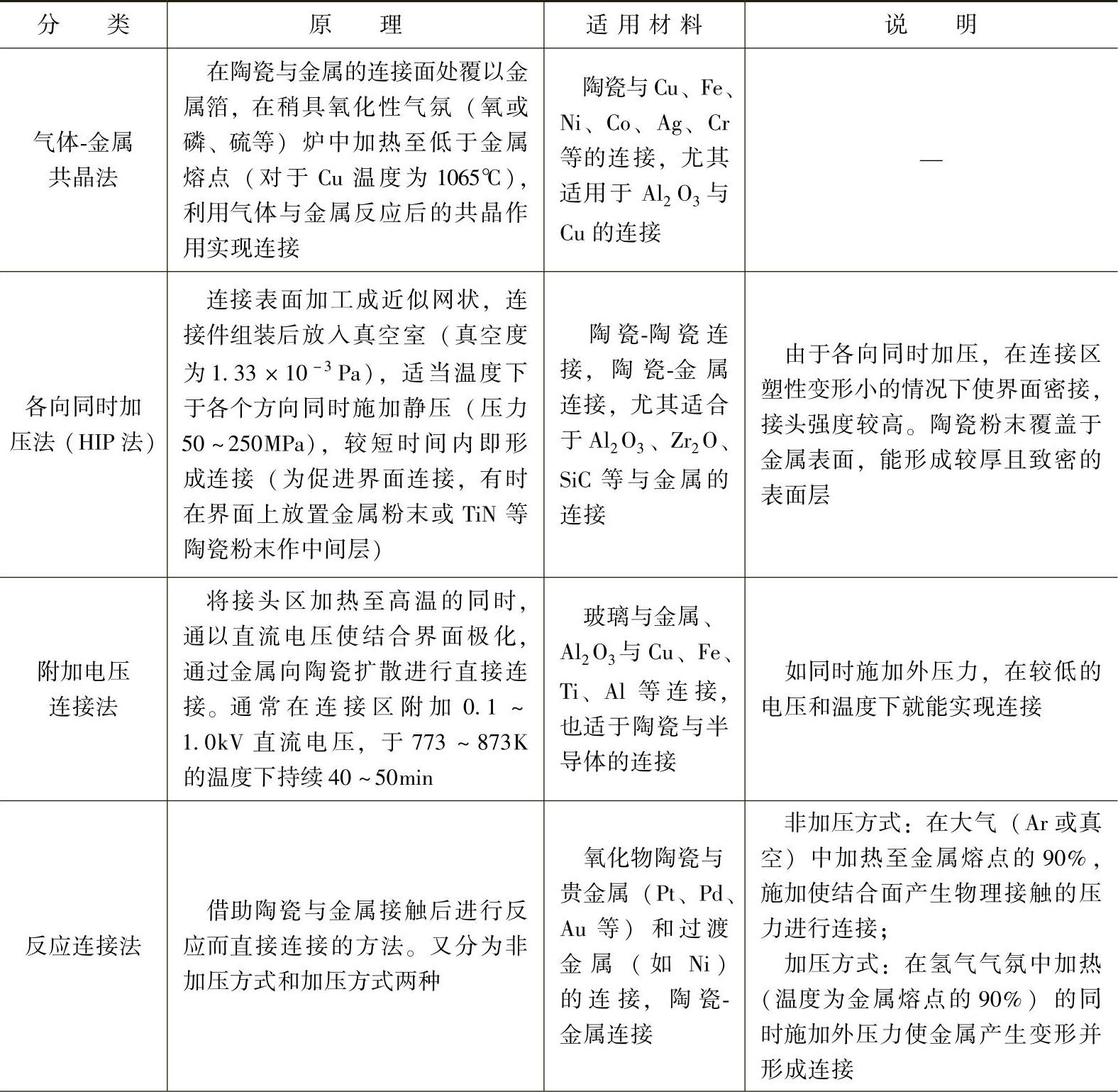
2.固态扩散连接
固态扩散连接是陶瓷/金属连接常用的一种方法,是指在一定的温度和压力下被连接表面相互接触,通过使接触面局部发生塑性变形,或通过被连接表面产生的瞬态液相而扩大被连接表面的物理接触,然后结合层原子间相互扩散而形成整体可靠连接的过程。其显著特点是接头质量稳定,连接强度高,接头高温性能和耐蚀性能好。(https://www.xing528.com)
固相扩散连接中,连接温度、压力、时间及连接件表面状态是影响扩散连接质量的主要因素。固相扩散连接中界面的结合是靠塑性变形、扩散和蠕变机制实现的,其连接温度较高,陶瓷/金属固相扩散连接温度通常为金属熔点的90%。由于陶瓷和金属的线胀系数和弹性模量不匹配,易在界面附近产生很大的应力,很难实现直接固相扩散连接。为缓解陶瓷与金属接头残余应力以及控制界面反应,抑制或改变界面反应产物以提高接头性能,常采用加中间层的扩散连接。
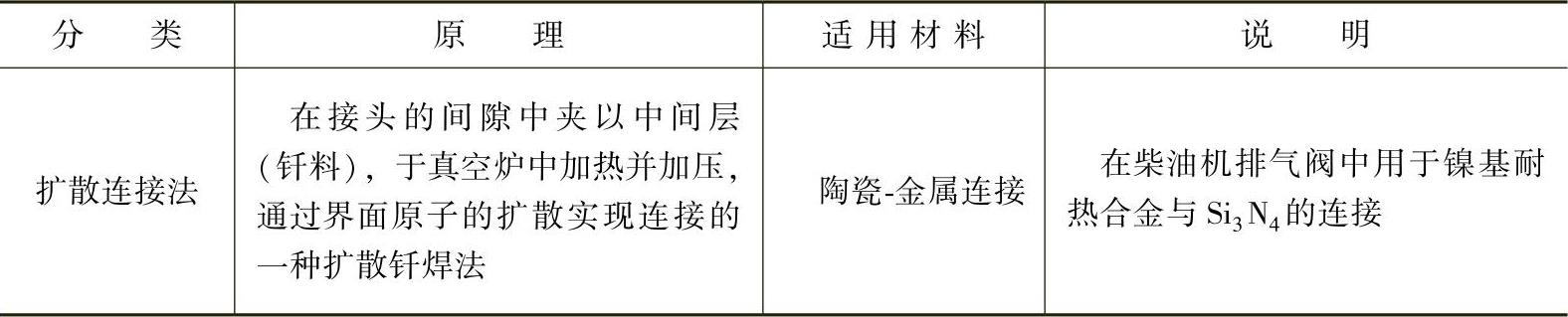
固态扩散连接一般分为直接和间接两种形式,主要是采用真空扩散连接,也有采用热等静压法扩散连接的。陶瓷与金属固相连接方法的分类、原理及适用材料见表3-11。
表3-11 陶瓷-金属固相连接方法的分类、原理及适用材料
(续)
3.陶瓷与金属的熔焊
高熔点和陶瓷高温分解使陶瓷和金属的连接采用一般的熔焊方法较困难。采用熔焊方法虽然速度快,效率高,可以形成高温下性能稳定的连接接头,但是为了降低焊接应力,防止裂纹的产生,必须采用辅助热源进行预热和缓冷,而且焊接参数难以控制,设备投资昂贵。
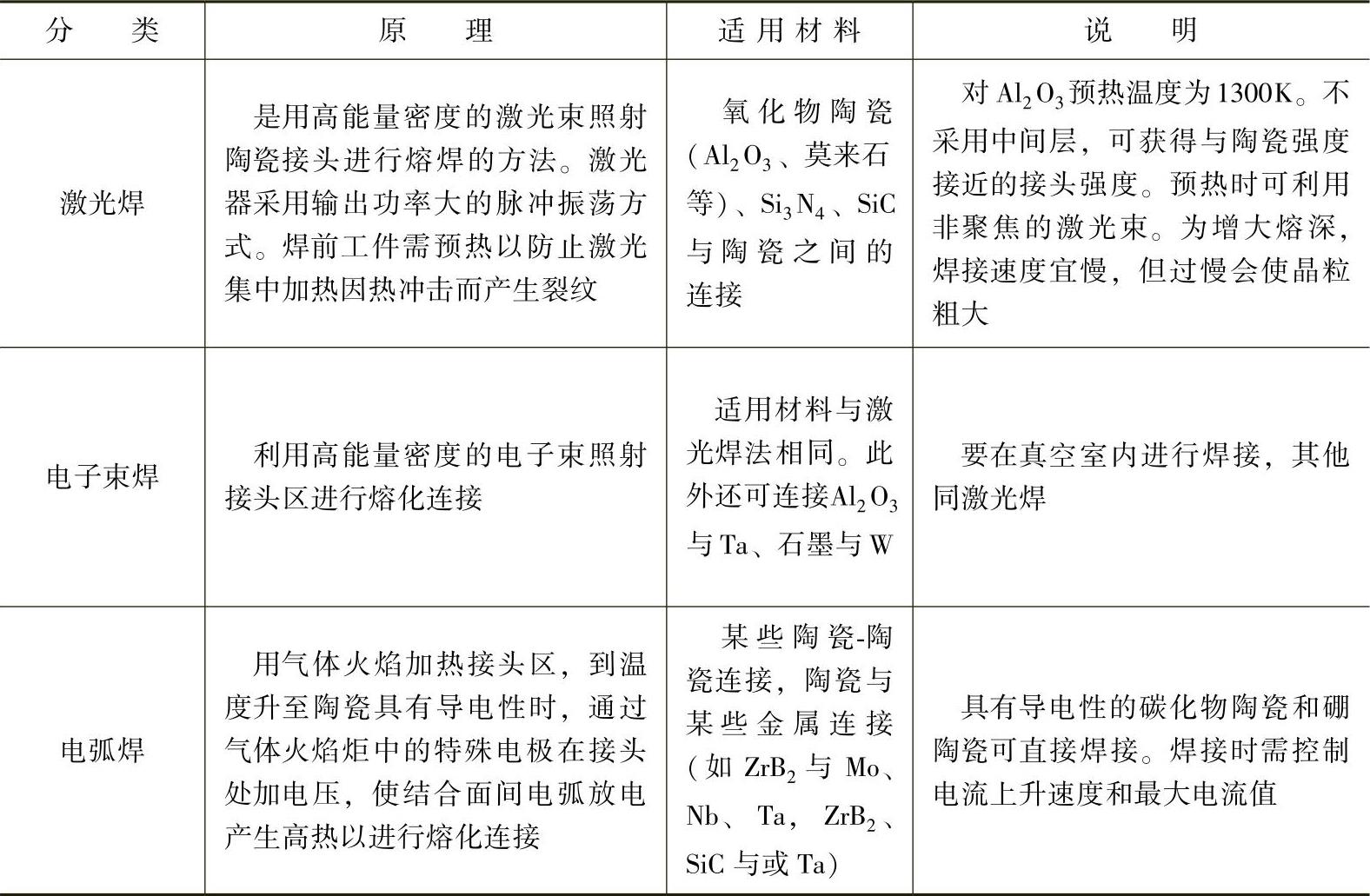
陶瓷与金属的熔焊方法主要包括电子束焊、激光焊、电弧焊等。因为陶瓷材料极脆,塑、韧性很低,使其熔焊受到很大限制。陶瓷与金属熔焊的原理及适用材料见表3-12。
表3-12 陶瓷-金属熔焊原理及适用材料
陶瓷与金属连接的钎焊法、扩散连接方法比较成熟,应用也较为广泛;电子束焊和激光焊也正在扩大其应用。此外,陶瓷与金属的连接还可采用超声波压接焊、摩擦压接焊等方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。