



(1)材料的特性
3Cr3Mo3W2V代号HM1,是20世纪70年代研制的热作模具钢,在热稳定性、热疲劳性等方面均有所提高。该钢种已纳入GB 1299—2000的国家标准模具牌号。它具有良好的抗热疲劳性能、耐回火性能,以及良好的熔炼、锻造、热处理及机械加工工艺性能,是国内综合性能优良、符合我国资源条件的高强韧性热作模具新钢种。在高温性能方面明显优于H13钢。
该钢具有良好的热塑性,容易锻造成形,开裂倾向小,但因含有钼,要注意加热温度和保温时间,避免严重脱碳和使用时产生早期失效。
该钢具有优良的强韧性以及较高热强性、耐磨性和回火稳定性,抗冷热疲劳性能、冷热加工性能好,工作温度在700℃以上。
(2)供货状态
退火态。
(3)化学成分
根据标准GB 1299—2000,该钢的化学成分(质量分数):C0.32%~0.42%、Si0.60%~0.90%、Mn≤0.65%、P≤0.03%、S≤0.03%、Cr2.80%~3.30%、W1.20%~1.80%、Mo2.5%~3.0%、V0.80%~1.20%。
(4)物理性能
1)临界点温度(近似值):Ac1=850℃、Ac3=930℃、Ar1=735℃、Ar3=825℃、Ms=400℃。
2)线胀系数(室温到600℃):12×10-6K-1。
3)热导率:31.8W/(m·K)。
(5)热加工规范
钢锭:加热温度1170~1200℃,开始温度1100~1150℃,终止温度≥900℃,灰冷或堆冷。
钢坯:加热温度1150~1180℃,开始温度1050~1100,终止温度≥850℃,灰冷或堆冷。
(6)普通等温球化退火规范
(870±10)℃×2~4h,降温到(730±10)℃×4~6h,炉冷到≤550℃,出炉空冷,硬度207~255HBW。
(7)钢坯成批等温球化退火规范
850~870℃×3~4h,炉冷到740~760℃×4~5h,再缓冷至≤600℃,出炉空冷,硬度≤229HBW,共晶网状碳化物等级≤2级。(https://www.xing528.com)
(8)快速球化退火规范
退火温度850℃,保温时间40s/mm,炉冷到1060~1080℃,保温时间20s/mm,油冷。
再将模具钢升至860~920℃,保温时间60s/mm,随炉冷至≤500℃,出炉空冷,硬度≤229HBW。
(9)淬火、回火规范
淬火温度1050℃,油冷,硬度52~55HRC,晶粒度≥10级。回火温度600℃,回火两次,每次1.5h,空冷,硬度51~55HRC。
(10)力学性能
条件屈服强度600MPa、抗拉强度725MPa、伸长率13.0%、断面收缩率60%、冲击韧度57J/cm2。
(11)热剪刀片热处理工艺
热剪刀片热处理工艺如图38所示。
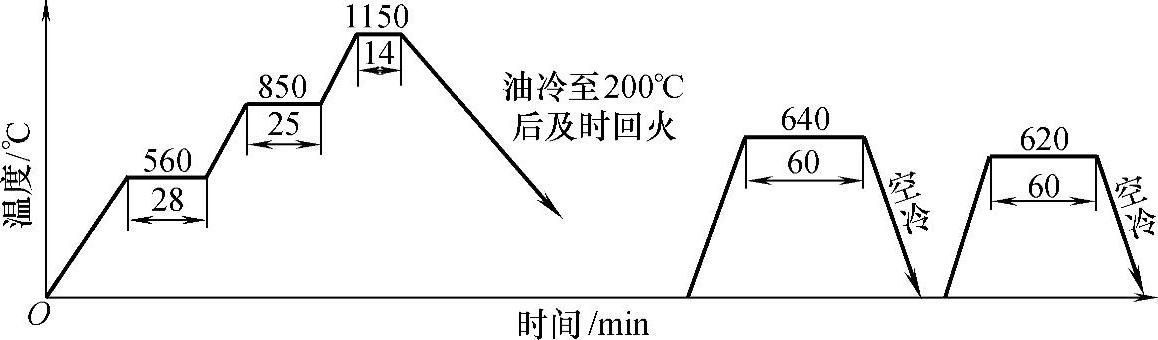
图38 3Cr3Mo3W2V钢热剪切热处理工艺
(12)典型应用举例
1)适用于高温、高载荷、急热急冷条件下的压力机锻模、轴承热锻凹模、成形滚锻模。
2)高强度和高热强钢的精密锻造模。
3)用于铝和铜合金压铸模、热挤压模具等。使用寿命可比3Cr2W8V钢提高1~4倍。
4)适合于制作在高温、高速、高载荷、急冷急热条件下工作的模具,其性能优于4Cr5W2VSi钢和3Cr2W8V钢,模具使用寿命比3Cr2W8V钢提高2~3倍。
5)精锻齿轮锻模原使用4CrMoSiV钢制作,可锻打2330~2400件行星齿轮,改用HM1钢模具,并经1120℃加热油淬,550℃×2h×2次回火,硬度48~50HRC,可锻打5349~5475件行星齿轮。
6)用于制作工作条件苛刻、大批量、连续,以及自动化生产条件下使用的辊锻模、镦锻模、热挤模、非金属压铸模、高强度制品零件的精锻模,使用寿命比原模具提高1~4倍,最高达10倍。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。