



(1)材料的特性
该钢具有优异的韧性和良好的冷热疲劳性能,适用于制作工作温度≤600℃,对韧性和塑性要求较高的模具。由于含有较多的Cr、Mo、V、Si等合金元素,使钢的组织细化,碳化物细小且分布均匀,因此其强韧性比3Cr2W8V钢高。对于要求高韧性和冷热疲劳抗力,但工作温度较低的模具,则宜选用4Cr5MoV1Si钢。
(2)供货状态
退火态。
(3)化学成分
该钢典型化学成分(质量分数)举例:C0.35%、Si1.00%、Mn0.30%、Cr5.00%、Mo1.50%、V0.90%。
(4)参考对应牌号
美国AISI标准牌号H13、中国GB标准牌号4Cr5MoV1Si、日本JIS标准牌号SKD61、日本日立(HITACHI)标准牌号DAC、日本不二越(NACHI)标准牌号HDS61、瑞典UDDEHOLM标准牌号ORVAR 2M、瑞典一胜百(ASSAB)标准牌号8402/8407、德国DIN标准材料编号1.2344、奥地利百禄(BOHLER)标准牌号W302、德国德威GS标准牌号GS344ESR。
(5)固溶处理+淬火+高温回火预处理规范
固溶处理温度1100~1150℃;高温回火温度(680±10)℃,保温1h,出炉空冷。该预处理工艺对消除化学成分偏析,改善组织均匀性有良好的效果。
(6)加工工艺路线
锻造→退火→粗加工→调质或高温回火→精加工→淬火→回火→钳工抛光→镀铬→抛光装配。
(7)高温淬火、回火规范
600℃×30min预热,850℃×30min第二次预热:1080℃×20min加热,560℃×10min分级冷却;560℃×2h×2次回火,硬度54HRC。
(8)真空淬火+回火规范(https://www.xing528.com)
1080℃真空加热淬火,660℃×2h+580℃×2h回火。
疲劳强度比常规热处理提高25%。
(9)锻热淬火+高温回火预处理规范
(1135±15)℃热锻至(875±15)℃空冷+850℃×1.5h炉冷;1100℃油淬+580℃×2h+600℃×2h回火。
(10)滚压轮热处理规范
挤压滚压轮热处理工艺如图35所示。
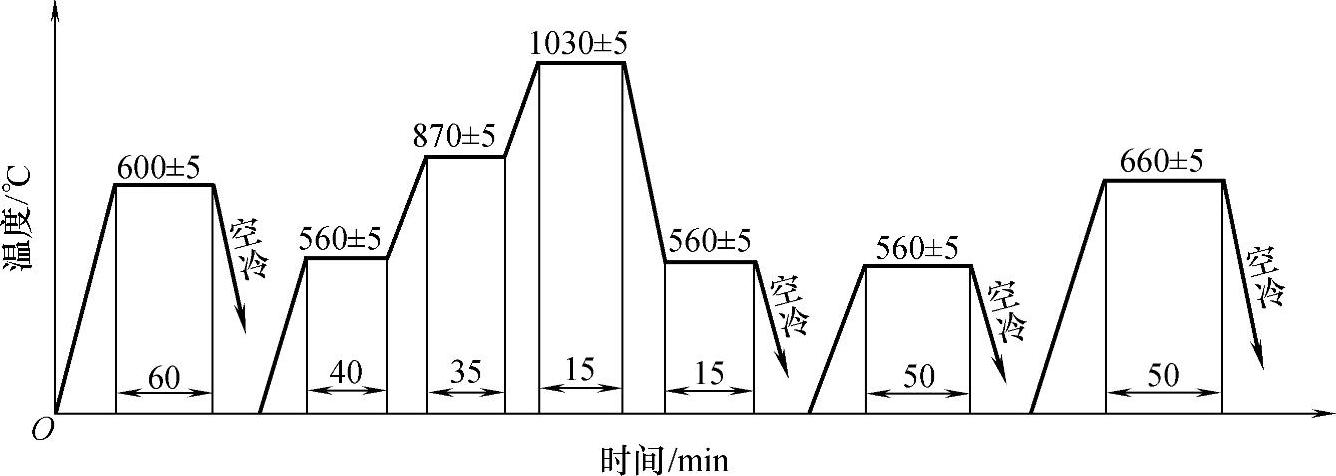
图35 4Cr5MoV1Si钢挤压滚压轮热处理工艺
(11)典型应用举例
1)可用作大型塑料模具钢。
2)原使用3Cr2W8V钢制作剪刀热压成形模,平均使用寿命6000件,采用4Cr5MoV1Si钢的模具使用寿命达18000~20000件。
3)铝挤压模经真空淬火+回火处理,使用寿命提高2~3倍。
4)经锻热淬火+高温回火预处理后,热挤压模具的疲劳使用寿命优于锻造空冷和球化退火预处理的模具。
5)按4Cr5MoV1Si钢挤压滚压轮热处理后,使用寿命由原来的两个月提高到18个月以上。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。