



(1)材料的特性
45钢是常用中碳调质结构钢。该钢冷塑性一般,退火、正火比调质时要稍好,具有较高的强度和较好的可加工性,经适当的热处理以后,可获得一定的韧性、塑性和耐磨性,材料来源方便。适合于和氩弧焊,不太适合于气焊。焊前需预热,焊后应进行去应力退火。
正火可改善毛坯(硬度<160HBW)的可加工性。该钢经调质处理后,其综合力学性能要优于其他中碳结构钢,但淬透性较低,水中临界淬透直径为12~17mm,水淬时有开裂倾向。当直径>80mm时,经调质或正火后,其力学性能相近,对中、小型模具零件进行调质处理后可获得较高的强度和韧性,而大型零件则以正火处理为宜,所以此钢通常在调质或正火状态下使用。
(2)供货状态
未热处理态,硬度≤229HBW;退火态,硬度≤197HBW。
(3)化学成分
根据标准GB/T 699—1999,该钢的化学成分(质量分数):C0.42%~0.50%、
Si0.17%~0.37%、Mn0.50%~0.80%、P≤0.035%、S≤0.035%、Ni≤0.30%、Cr≤0.15%、Cu≤0.25%。
(4)参考对应牌号
德国DIN标准材料编号1.0503、德国DIN标准牌号C45、法国AFNOR标准牌号
CC45、法国NF标准牌号C45、意大利UNI标准牌号C45、比利时NBN标准牌号C45-1、瑞典SS标准牌号1650、西班牙UNE标准牌号F.114、美国AISI/SAE标准牌号1045、
国际标准化组织(ISO)标准牌号C45E4、日本JIS标准牌号S45C/S48C、英国BS标准
牌号IC45/080A47。
(5)临界点温度(近似值)
Ac1=724℃、Ac3=780℃、Accm=770℃、Ar3=751℃、Ar1=682℃、Ms=300℃。
(6)正火规范
正火温度850~870℃,正火后硬度170~217HBW。可改善毛坯(<160HBW)的可加工性。
(7)冷压毛坯软化处理规范
740~760℃×4~6h保温,再以5~10℃/h的冷速降温到≤600℃,出炉空冷。
处理前硬度≤197HBW,处理后硬度≤156HBW。
(8)球化处理规范
1)760℃×0.5h保温,再以20℃/h的冷速冷至700℃,再炉冷,得到完全的球化组织。
2)755℃×0.5h保温,再以20℃/h的冷速冷至680℃,再炉冷,也可得到完全的球化组织。
(9)调质处理规范
1)淬火温度:箱式炉830~850℃,保温1.0~1.2h。
2)淬火温度:盐浴炉820~840℃,保温0.4~0.5h。
盐水或油冷却,回火温度520~540℃,保温1~2h。
(10)双重淬火规范
淬火温度(850±10)℃,保温30min,油冷;二次加热,预热温度650℃,预热
10min,淬火温度(810±10)℃,保温10~15min,水冷至100~160℃;再入炉回火:
(600±10)℃×60~90min,出炉空冷。
(11)亚温淬火
箱式炉770~780℃加热,按1.2min/mm保温,水冷。在盐浴炉中(780±10)℃加
热,按0.2~0.3min/mm保温,在w(NaNO3)25%+w(NaNO2)20%+w(KNO3)20%+w(H2O)35%的三硝水溶液(密度为1.4~1.45kg/L)中淬火冷至200℃,取出空冷。
(12)喷射淬火规范(https://www.xing528.com)
箱式炉加热,550℃×1h预热,再移入盐浴炉中加热(830±10)℃×2h,淬入w(NaCl)为10%的水溶液中冷却2min,移入(380±10)℃炉中回火4h。
底平面中部硬度30~33HRC,底平面四周硬度45~47HRC。
(13)碳氮共渗淬火规范
800℃碳氮共渗4h+淬火+180℃×2h回火。
渗层深度0.5~0.6mm,硬度≥900HV0.1。
(14)镀镍+渗硼+淬火+回火规范
先进行(92±2)℃×60min镀镍;镀后进行350℃×2h空冷处理;在(820±10)℃盐浴炉中加热热透后空冷;在盐浴炉中加热810℃×4~5min,160~180℃碱浴中淬火,在硝盐炉中进行320℃×2h回火。热水冲洗,渗层厚度100~110μm,硬度1200HV0.1,渗层结构致密。
(15)复合强化处理规范
45钢方头帽冷镦模内孔复合渗强化工艺如图1所示。
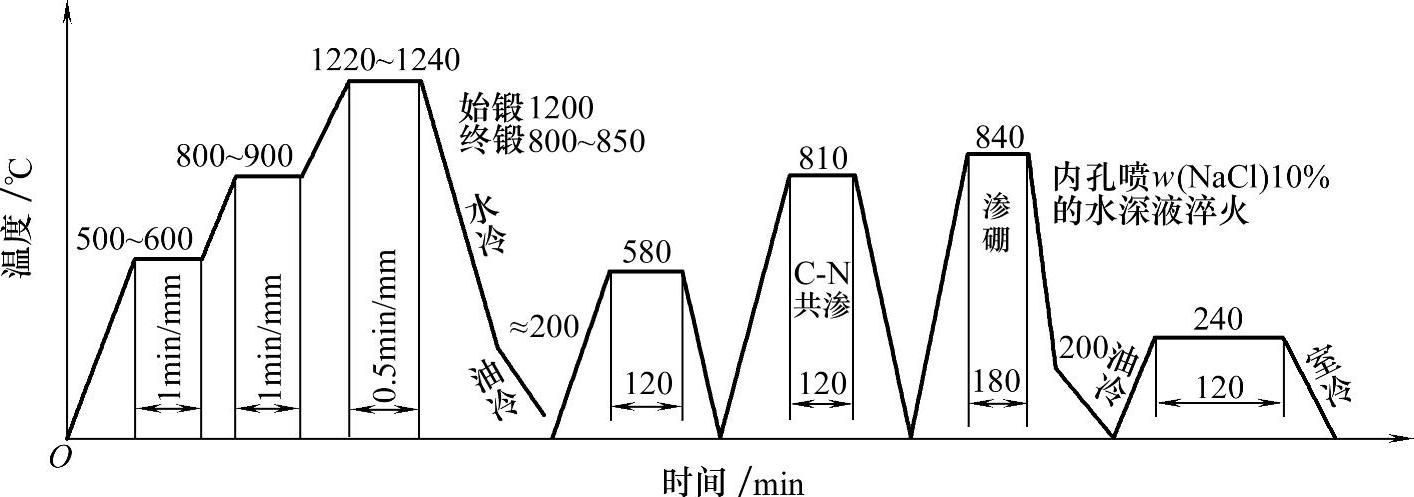
图1 45钢方头帽冷镦模内孔复合渗强化工艺
1)锻造和锻热调质处理,铸造比为2~5时,采用“轻-重-轻”锻造法,宜用三镦三拔,最后一火锻打成形后用800~850℃余热淬火,接着高温回火。
2)内孔碳氮共渗,模具清洗干燥后,内孔涂上KCN-1膏体碳氮共渗剂,孔内塞满膏剂,干燥后密封装箱,用旧渗碳剂作填料即可进行810~820℃×2~3h的碳氮共渗,渗层深0.65~0.75mm。
3)内孔渗硼,将经碳氮共渗的45钢冷镦模内孔抛光至Ra0.8μm,清理干净后,涂以膏体渗硼剂,因内孔小(ϕ13mm)将涂料填满,自然干燥后密封装箱,按840℃×3h渗硼,保温后开箱直接对冷镦模内孔喷w(NaCl)10%水溶液冷却。
4)内孔喷水冷却,对内孔进行喷水冷却,淬火冷至200℃后油冷,立即转入240℃硝盐槽内回火2h。
表面渗硼层硬度1600~1900HV,碳氮共渗层硬度62~65HRC。由表向里硬度梯度平缓。
(16)典型应用举例
1)适用于冷冲压模具楔块、螺钉及垫板等。
2)可用于其他各种冷作模具的零件。
3)适用于制作强度要求较高,又要求一定硬度和韧性的各种扳手等工具。
4)用作热锻、压铸、热冲压等热作模具的零件。
5)45钢切边模用于切削Q235钢螺栓六方头,经碳氮共渗和淬、回火后,模具使用寿命达15000次以上。
6)45钢空气锤锤头采用底平面中部喷射淬火,如图2所示,硬度一般可达45~47HRC,使用寿命显著提高。
7)经镀镍+渗硼+淬火+回火后的45钢模具,使用寿命比渗硼模具提高一倍以上。
8)45钢方头帽冷镦模内孔采用复合渗强化处理工艺,经内孔喷水冷却,使方头帽冷镦模内孔硬度均匀,比采用传统工艺的使用寿命提高9倍。
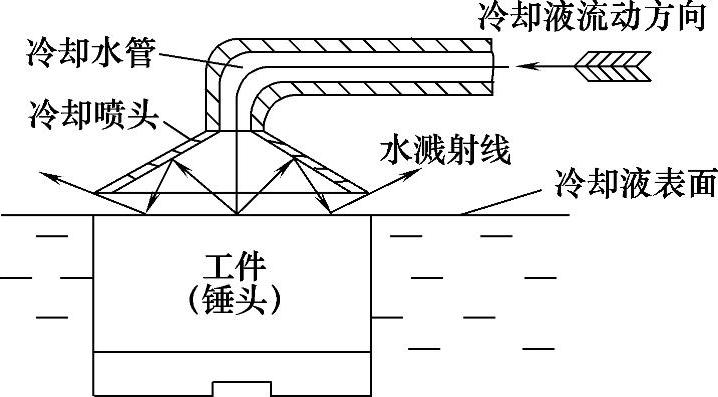
图2 喷射淬火示意图
9)用于产量不大的热塑性塑料注射模具的动、定模座板。
10)上、下模座板,上、下模板,动、定模板,支承板,模套。
11)推杆固定板、推板。
12)45钢用作垫块时不进行热处理或调质至硬度230~270HBW。
13)45钢用作复位杆时,淬火硬度43~48HRC。
14)塑料模具的型芯、凸模、型腔板和镶件等零件。
15)中、小模具精度要求不高,受力不大,生产批量小的模具。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。