



在ECAP变形过程中,影响材料组织和性能的工艺参数很多,主要有模具两通道间的夹角(模角)、挤压变形路径、挤压变形温度和挤压变形道次等。此外,ECAP变形前材料的微观结构对变形后材料的微观组织和力学性能也有重要影响。实验中,首先将经热挤压后的试样的机加工尺寸为ϕ17.5mm×110mm作为等径角挤压坯料。
模具两通道间的夹角大小是影响ECAP变形效果的重要因素,包括内切角Φ和外切角Ψ。Segal[52]最早给出了在不考虑摩擦条件下的总应变计算公式

式中,N为变形道次。式(2-1)中没有考虑模具外角Ψ的影响,Iwahashi[95]等人的理论则考虑了模具外角Ψ对总应变的影响,提出了修正后的总应变计算公式

式中,εΝ为试样ECAP变形N道次后的当量应变,Φ为内切角,Ψ为外切角。当模具外角Ψ=0时,方程式(2-2)等价于方程式(2-1)。实验中采用了两种不同模角的模具:内切角Φ1=90°,外切角Ψ1=30°;内切角Φ2=120°,外切角Ψ2=60°。挤压试样通过模具多次所累积的当量应变由式(2-2)计算。故试样每ECAP变形1道次,变形的等效应变量分别为1.016和0.605。有研究发现,当内切角Φ为90°时,具有最好的剪切效果,最容易获得大角度晶界的等轴晶[96]。
在ECAP变形过程中,每次重复挤压变形道次之间试样所旋转的方式称为挤压变形路径。由于路径BC每道剪切面互相垂直,可获得纤维状组织,在不产生死区的条件下,BC路径优先获得大角度晶界,试样具有最佳的显微结构[97]。故在实验中采取BC路径进行,即每道次重复挤压变形时试样按同一方向转动90°。
实验中,在230℃经ECAP变形1道次后MWCNTs增强镁基复合材料的表面光滑,没有裂缝,如图2.10所示。在ECAP变形之前先要用砂纸将坯料打磨光亮,之后再用酒精清洗;并将试样加热到230℃后保温1h,使试样受热均匀。模具预热温度为230℃。实验时,采用石墨/机油混合物作为润滑剂,挤压速度为30mm/min。(https://www.xing528.com)

图2.10 ECAP变形1道次后的MWCNTs增强镁基复合材料试样
采用BC挤压路径方式,挤压变形4道次后正好完成一个周期。因此,在本研究中挤压变形道次为1~4道次。具体实验工艺参数见表2.3和表2.4。
表2.3 ECAP变形道次对应的当量应变

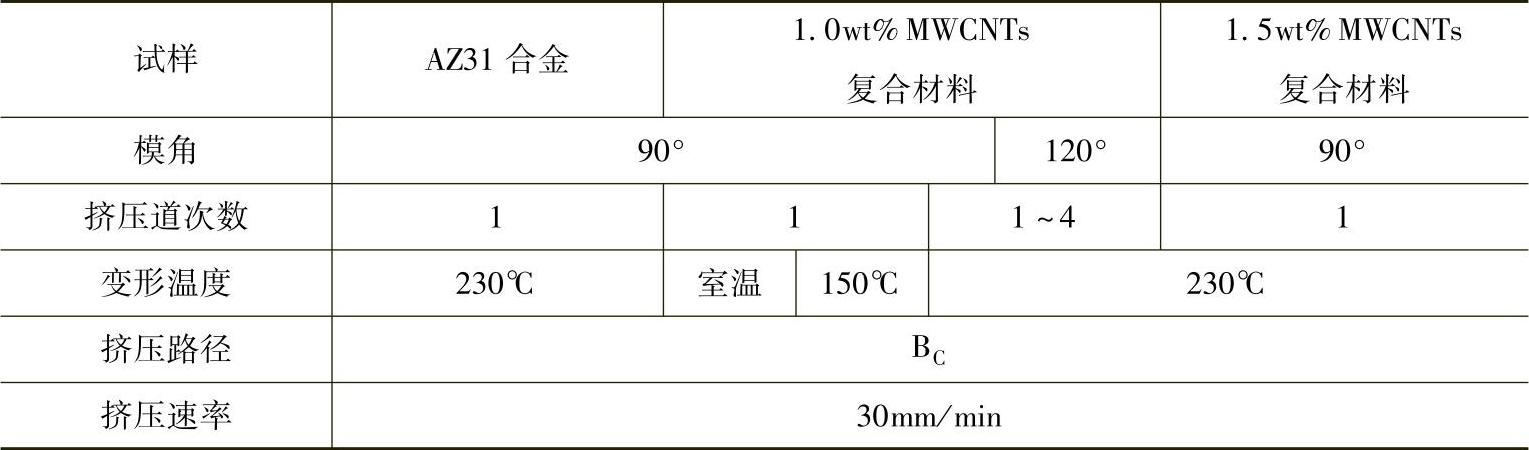
表2.4 ECAP挤压变形工艺参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。