



本节内容可作为在校生课程设计或毕业设计的参考。在作为毕业设计课题时,可将吊篮数增加,如增加到7吊篮、9吊篮等。控制方式可修改为其他品牌的通用变频器、PLC产品和型号。
1.生产线概况
某企业具有多条金属表面处理生产线,生产线采用直线式行车,行车架上有可升降的吊钩。行车和吊钩各由一台电动机带动。在行车的适当位置装有接近开关SQ,行车的平移和吊钩的上下运动均由接近开关SQ定位。生产线的结构与动作流程如图5-9所示。
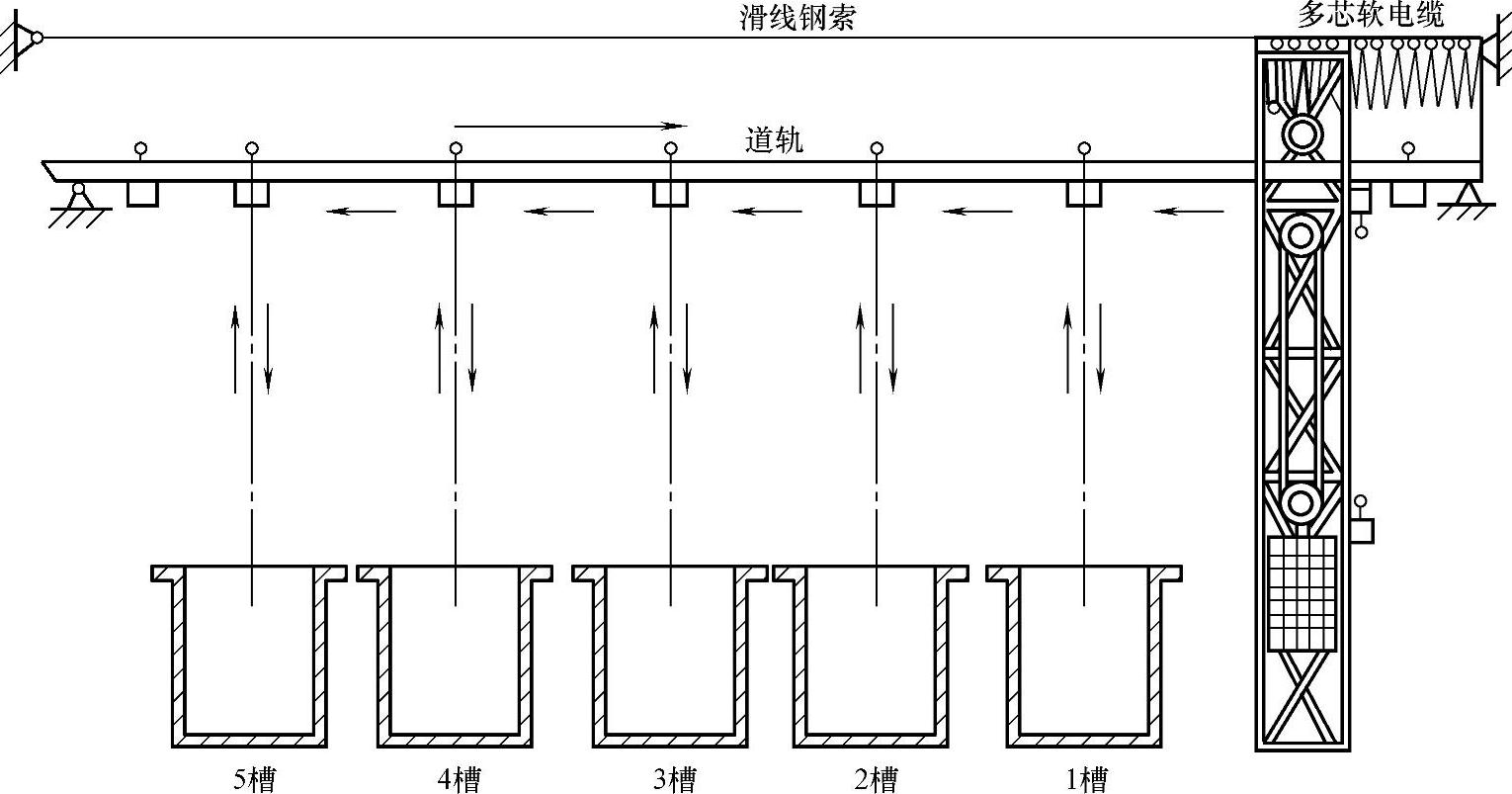
图5-9 生产线的结构与动作流程示意图
行车中的小车、大车及升降运动由笼型三相异步电动机传动,每台电动机的额定功率1.1kW、额定电压380V、额定电流1.99A、同步转速1410r/min,并采用机械减速。行车机械结构与普通小型行车结构类似,跨度较小,但要求准确停位,以便吊篮能准确进入电镀槽内。工作时,除具有自动控制的大车前/后移动与吊物上/下运动外,还有调整吊篮位置的小车运动(左/右)。
控制装置具有程序预选功能,可按电镀工艺要求确定需要的停留工位,一旦程序选定,除上、下装卸零件,整个电镀工艺应能自动进行。行车中的小车、大车及升降运动要求准确停位。前后、升降及左右运动之间有联锁作用。采用远距离控制,整机电源及各动作需要有相应灯光指示。具有限位保护和电气保护。
(1)生产工艺流程
1)金属件镀锌工艺流程:镀件—去油—碱性清洗—去锈—酸性清洗—镀锌—清洗—钝化—清洗—烘干—成品。
2)金属件镀镍工艺流程:镀件—去油—碱性清洗—去锈—酸性清洗—预镀铜—清洗—镀镍—清洗—干燥—成品
3)金属件镀铬流程:镀件—去油—碱性清洗—去锈—酸性清洗—预镀镍—清洗—镀铜—清洗—镀亮镍—清洗—镀铬—清洗—干燥—成品
(2)生产线工作过程
生产线采用远距离控制,起吊重量在500kg以下,起吊物品是待进行表面处理的各种产品零件。生产线上有5~9个镀槽,30余个工位,镀槽一字排开,工件由装有可升降吊钩的行车带动,升降吊钩在各个镀槽上将吊篮提起、放下、转移,即经过电镀、镀液回收、清洗等工序,完成工件的电镀全过程。在各个槽停留时间预先按工艺设定。如,工作时,工件放入镀槽中电镀,约5min后提起,再停放30s,让镀液从工件上流回镀槽,然后放入回收液槽中浸30s,提起后停15s,接着放入清水槽中清洗30s,最后提起停15s,行车返回原位,一个工件的电镀过程结束。对于不同零件,其镀锌、镀镍、镀铬、镀镍镉及镀层要求和工艺过程是不相同的。因此,设备还要求电气控制系统能针对不同工件的工艺流程,有程序预选和修改性能。主要工位有上料工位、前处理工位、镀槽工位、后处理工位、下料工位等。上、下料工位是行车运行的始末位置。在生产线起始位置,人工将待加工零件装入吊篮,并发出信号,吊钩上升,专用行车便提升并自动逐段前进,按工艺要求在需要停留的槽位停止(由接近开关SQ定位),并自动下降,停留一定时间后自动提升,行车左移,直至下一步工序接近开关SQ检测位置时才停止,吊钩正好在该处理工位上方,吊钩下降,直至下降定位接近开关SQ检测位置时才停止,镀件放入处理槽内,按工艺要求定时处理镀件,定时时间到,吊钩上升提起镀件,直至上升接近开关SQ检测位置时才停止,继续转到下一步工序,如此循环完成电镀工艺规定的每一道工序,直至生产线的末端下料处卸下处理好的镀件,自动返回上料工位(原位),重新装料,发出信号进入下一循环电镀工作。
(3)技术改造要求
为了提高电镀生产线的自动化生产水平,实现对电镀生产的实时监控,提高生产效率,在不影响生产的情况下,拟分期分批进行技术改造,按照工艺要求,将电镀处理槽、行车、电气系统、电源设备、抽风系统、循环过滤系统、温控加热系统、空气搅拌系统、液位控制系统、阴极移动装置等改造为多功能自动控制系统。行车和吊钩电动机改造为通用变频器控制。由可编程序控制器PLC、工控机IPC、触摸屏组成自动化控制系统。
2.原系统电气控制系统概况
(1)主电路
原系统行车电气控制主电路如图5-10所示。
1)行车的左右、前后及上下运动分别由电动机M1、M2、M3拖动,并通过正反转控制实现两个方向的移动。由接触器K1、K2、K3、K4及K5、K6分别控制电动机M1、M2、M3的正、反转。因设备调整需要,进退及升降控制也有点动控制。M2、M3由热继电器FR1、FR2实现过载保护。吊篮的左右移动,由K1、K2控制M1的正、反转实现。M1正转左移,反转右移,采用点动控制,两地操作(控制操作台、现场操作)。M1电动机为点动短时工作,故不设过载保护。由FU1实现短路保护。低压断路器QF为电源开关。
2)进退与升降运动停止时,采用能耗制动定位。平移中,升降电机M3采用电磁抱闸制动定位。由于进退与升降运动由同一型号电动机拖动,相互联锁不会同时工作,所以,停车时采用同一个直流电源实现能耗制动。直流电源为单相桥式整流。能耗制动回路中设有单独的熔断器短路保护FU2、FU4。电磁铁YA与M3并联,当M3得电时,YA工作,松开刹车允许升降运动。M3失电时,YA释放,抱闸刹车,使吊篮稳定停留在空中,能安全地前后平移。
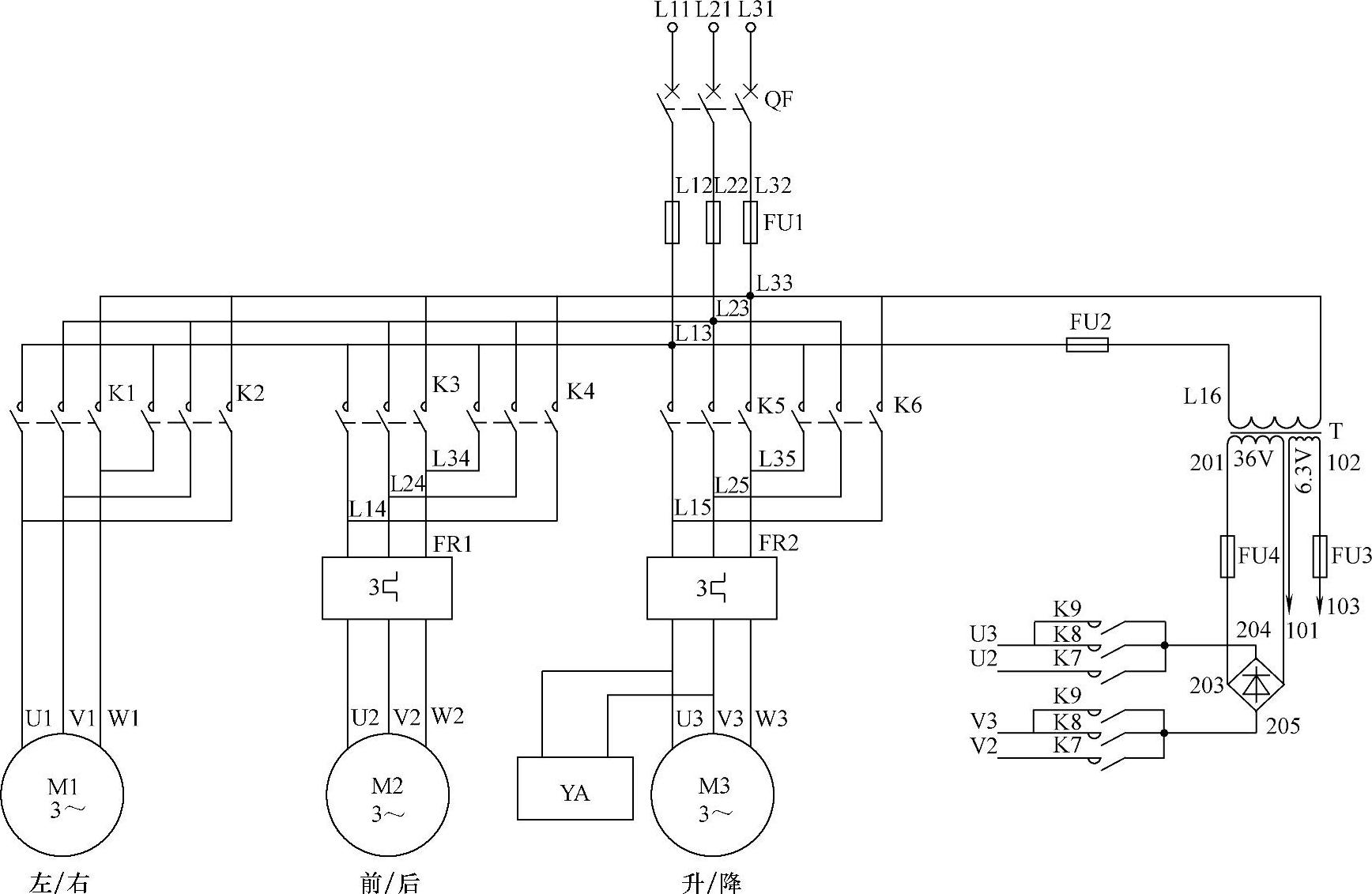
图5-10 行车电气控制主电路
3)位置控制指令信号,由固定在轨道一侧的限位开关发出,并用调节挡铁保证吊篮与镀槽相对位置的准确性。
4)制动时间与各槽停留时间,由延时继电器控制。采用带指示灯控制按钮,以显示设备运动状态。
5)采用串入或短接位置指令信号的方法,实现程序可调。
6)M2、M3为自动控制连续运转,采用热继电器实现过载保护,左右移动为调整运动,短时工作无过载保护。
7)主电路及控制电路采用熔断器实现短路保护。
8)由限位开关实现位置保护。
9)电气控制箱置于操作室内,落地安装。
(2)控制电路
原系统行车控制电路如图5-11所示。电气原理图元件明细见表5-2。
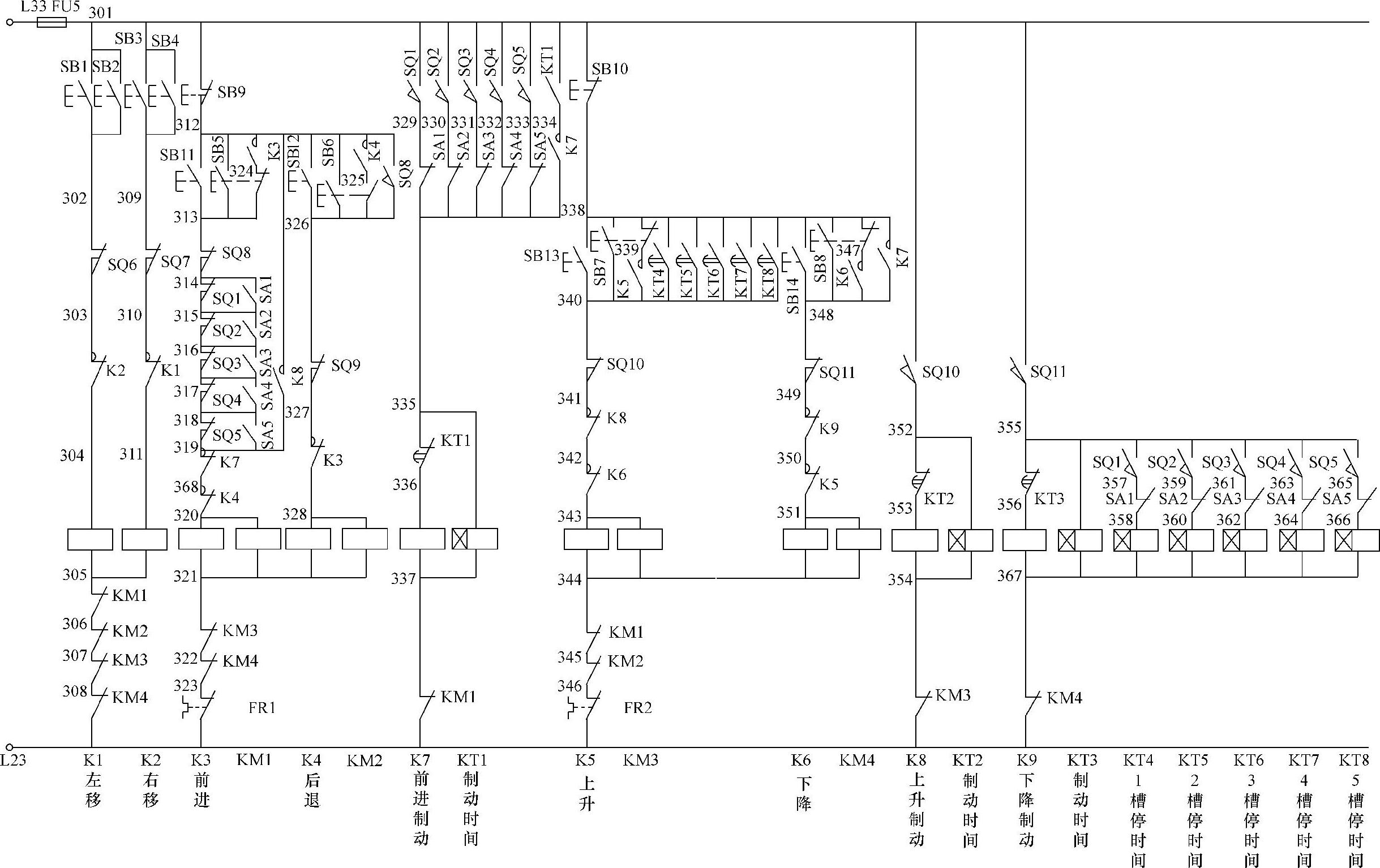
图5-11 控制线路
1)根据电镀工艺要求,行车前进与升降运动为自动控制,其控制过程是:按下SB11,K3及KM1吸合,行车前进,当运行至需要停留的槽位,如第1个槽清洗,由运动挡铁压下固定于导轨一侧的行程开关SQ1,SQ1常闭触头串在M2控制回路中,使K3、KM1失电,M2停止旋转,同时由KM1常闭及SQ1常开触头接通前进制动回路,K7和时间继电器KT1得电,使M2制动,行车准确停在第1槽。制动时间由时间继电器KT1设定,停留时间由时间继电器KT4设定。若工艺要求第1槽无需停留,则可扳动开关SA1,使其常开触头闭合,常闭触头打开,则行车继续前进。在M2制动的同时,由K7常开触头接通K6与KM4,使M3正转,吊篮下降至下限位置时,限位开关SQ11受压,使K6失电。同时SQ11常开触头接通下降制动回路,而使其迅速停车。零件在槽内停留时间由时间继电器KT4自动控制,由时间继电器KT4延时闭合触头接通K5、KM3,使M3反转,吊篮上升到上限位开关SQ10时,使M3停转。同时SQ10常开触头接通上升制动回路,使K8和KT2得电,在制动的同时,由K8常开触头接通行车前进控制回路。如此循环,直至按工艺要求完成零件的电镀过程,行车到达终点,压下SQ8自动停止前进,同时,由SQ8常开触头接通K4、KM2使行车自动回到原位。进退与升降之间,由KM1、KM2及KM3、KM4常闭触头串接于对方控制回路,实现联锁。电动机过载保护由FR1、FR2常闭触头串在M2、M3各自的控制回路中实现。原位是指行车在挂架上方,吊钩下降到最下方。
2)在吊篮进退与升降运动中,不允许左右移动,故串联中间继电器KM1~KM4常闭触头实现联锁。左右限位置保护由固定于左右两端的限位开关SQ6、SQ7实现。
3)控制电压直接采用电网电压,由FU5对控制电路进行短路保护。
4)能耗制动参数计算:
制动电流ID=1.5IN=3A
直流电压UD=IDR=30V,式中R为定子两相电阻约为10Ω。
整流变压器二次侧交流电流I2=3A/0.9=3.33A;电压U2=30V/0.9=33.3V
整流变压器容量S=I2U2=100VA,BK-100变压器220V/36V/6.3V,与显示、照明共同。
5)灯光指示电路如图5-12所示。
合上QS、HL0指示灯亮,表示控制系统已通电。生产过程中由灯HL8~HL11显示行车的进退、升降运行状态。并由灯HL1~HL5显示行车的停留位置。
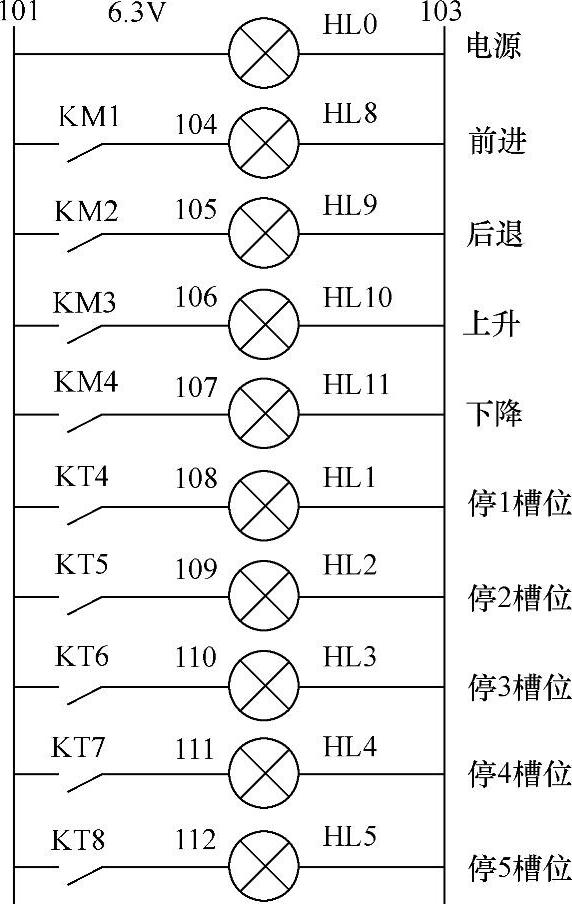
图5-12 灯光指示电路
表5-2 元器件明细表

(续)

(3)原系统电气工艺
原系统电气工艺图包括电气装置总体配置图、总接线图、电器安装板、电器元件布置图、接线图、控制面板电器布置图及接线图。
1)电气箱内部电器安装板上安装的电器元件有低压断路器、熔断器、接触器、中间继电器、热继电器、变压器、整流器等。控制面板上安装的电器元件有电源开关、控制按钮、程序选择开关、指示灯等。电气箱外部,分布于生产线上的电器元件有电动机、制动电磁铁、限位开关等。
2)总接线图。电气设备的总接线图,如图5-13所示。图中已根据电器元件的分布与电气原理图编号,并标明各电气部分的连接线号及连接方式、安装走线方式、导线及安装要求等。
3)电器元件布置图、电器安装板、接线图如图5-14、图5-15、图5-16所示。进出线均采用接线端子排。(https://www.xing528.com)
4)控制面板、元件布置及接线图等加工图如图5-17、图5-18所示。图中已标明外形尺寸、安装孔及定位尺寸与公差、板的材料与厚度以及加工技术要求。电器安装板选用酚醛绝缘板。控制面板选用有机玻璃板,字体2mm,按要求刻字喷漆着色。
(4)原设计说明书和使用说明书的主要内容
原设计说明书和使用说明书的主要内容包括总体方案的选择说明、电气原理线路设计说明、主要参数计算及主要电器元件选择说明、元件明细表等。附有上述电气原理图及工艺图样。设备说明书包括设备的用途、性能及特点。工作原理简单说明、安装、使用与维护注意事项等。
(5)原设计设计审查的主要内容
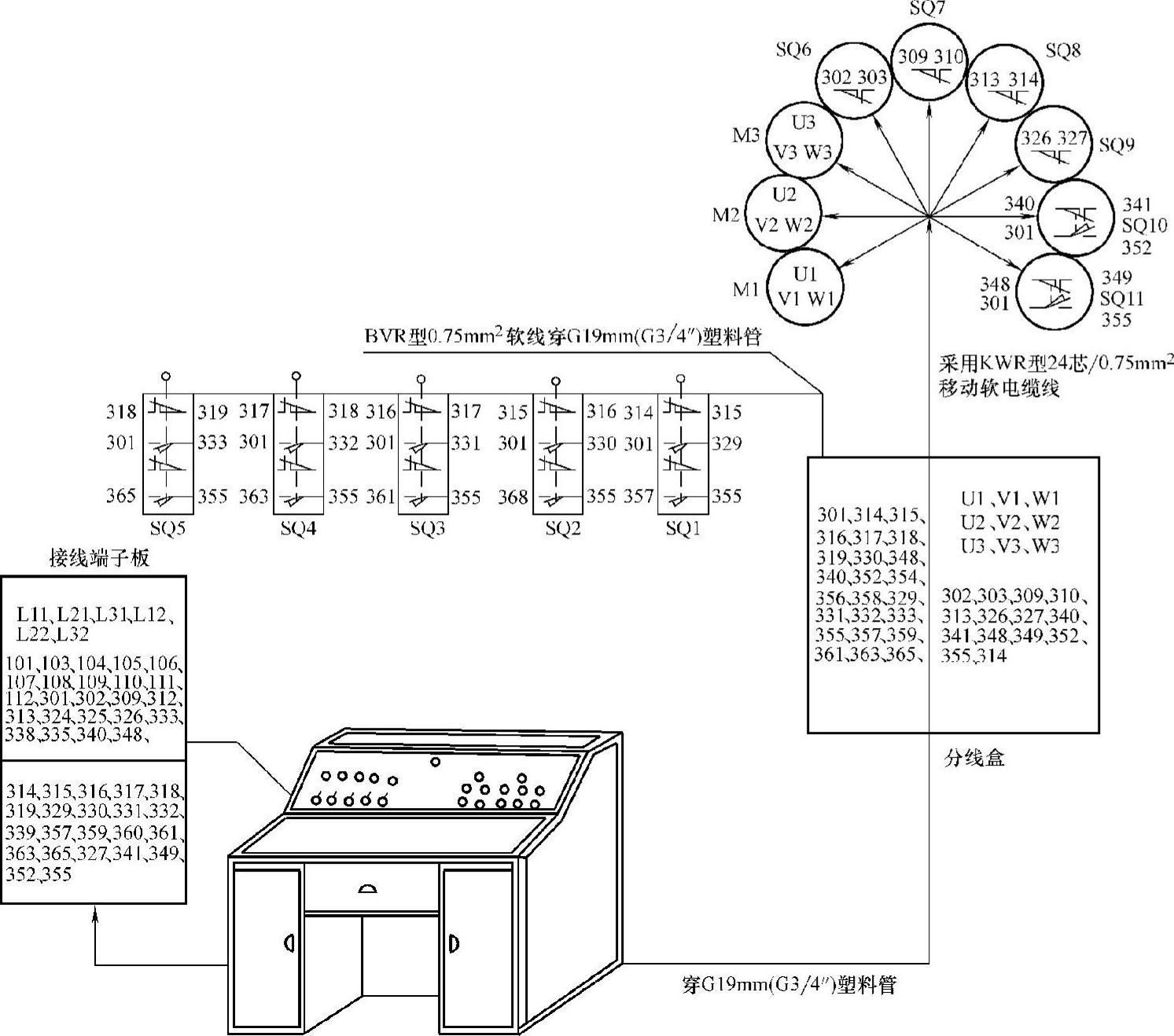
图5-13 总接线图
原设计设计审查的主要内容包括总体方案的选择依据及正确性;控制线路满足任务书中提出的各项控制要求,可靠性程度评估;联锁、保护、显示、参数计算及元件选择的正确性;各种图样、说明书及应提供技术资料的完整性和标准化审查等。
3.技术改造
第一批进行技术改造,拟先改造原有的一条半自动生产线,成功后再陆续改造其他生产线。按照工艺要求,行车和吊钩电动机改造为通用变频器控制,由可编程序控制器(PLC)控制,最终采用工业计算机、触摸屏组成网络化自动控制系统。
(1)改造方案
将原生产线改为直线悬臂式行车,保留原行车左右和上下运动电动机,改用通用变频器控制。使行车的行走轮沿镀槽一侧的机架上的主副导轨行走,提升臂改为沿行车架上的导轨滑行,以滚动滑动方式替代直接提升方式。将原控制柜重新设计,改为PLC控制。
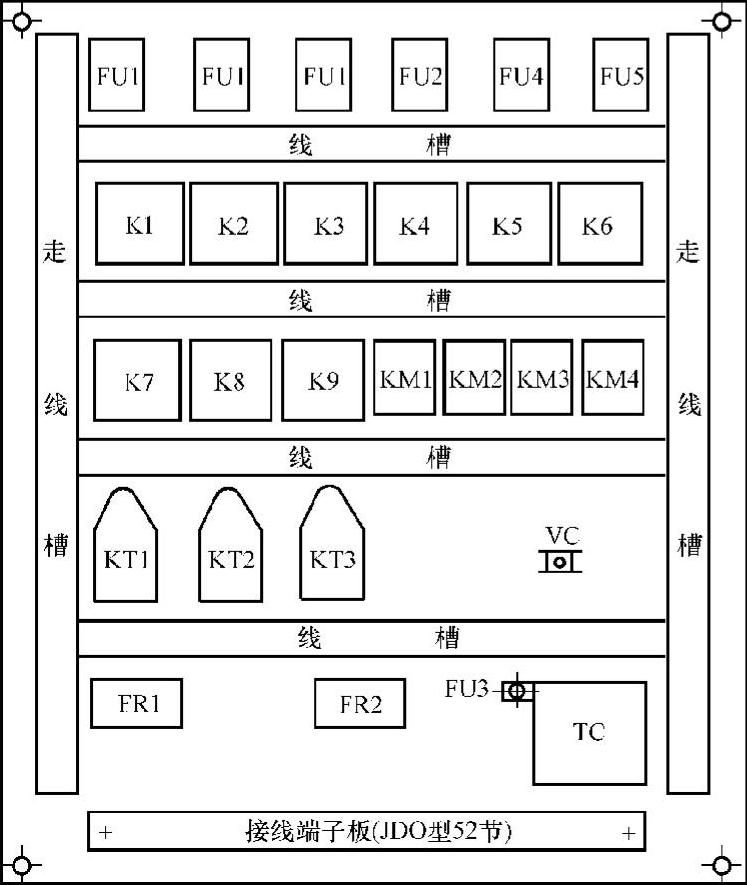
图5-14 电器安装板元件排列图

图5-15 电器安装板加工图
(2)通用变频器控制
为了使小车能准确定位,需要对行车的速度进行控制。选用2台三菱高性能通用型变频器A740-1.5K-CHTFR分别控制行车的平移、升降,进行无级变频调速,拆除原来的电磁抱闸。A700系列变频器过载能力强、控制功能多,适合大多数通用场合,具有速度、转矩、位置控制模式及各模式的切换。在0.3Hz的低速下最高可实现200%的输出转矩。转矩模式下,控制范围1∶20;速度响应120rad/s,速度控制范围1∶200。闭环矢量控制下,速度控制范围1∶1500;速度波动率0.01%;速度响应300rad/s;转矩控制范围1∶50,并具零速控制和伺服锁定功能。内置15段预设位置段,并且可与PLC构成通用伺服系统,实现定位操作。内置的PLC编程功能可方便地利用GX-Developer对变频器内的PLC编制程序,进行相关的电气控制,做到一机多用。内置USB通信接口,可方便连接FR-Configurator变频器设置软件。除内置的基本485通信方式外,通过选用总线适配器可链接CC-Link、Profibus-DP、Device-NET、LonWorks、CANo-pen、EtherNET、SSCNETⅢ等现场总线,实现设备网络化控制。
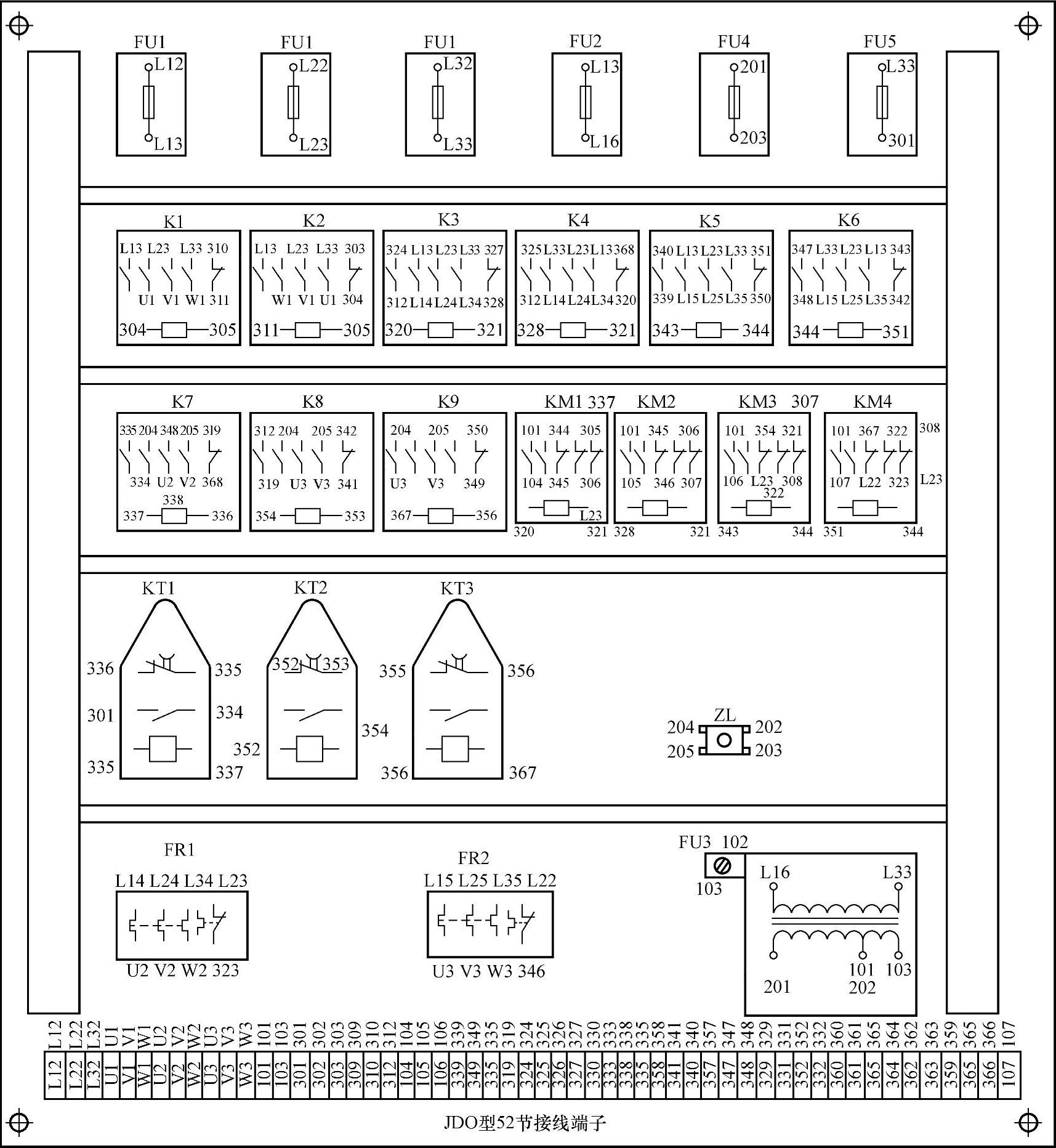
图5-16 电器安装板接线图
通过通用变频器的设定值可控制电动机正反转,即行车左右移动、吊钩上升和下降,并且速度可调。为了防止行车运行时镀件摇晃,行车平移时,先快速,当快接近工位时,再转为慢速,以减小制动力矩,提高定位的准确性。
(3)可编程序控制器控制
由于电镀生产线需要根据不同的工艺要求,完成不同的任务,要求能方便地修改工艺流程和运行参数,同时要求系统安全、可靠、准确、性能稳定。为此选用OMRONCPM2A系列PLC控制。图5-19是电镀生产线的状态流程图。根据行车的控制要求,其输入/输出及控制信号共有22个,其中,输入信号18个,输出信号4个,地址配置见表5-3。图5-20是部分梯形图程序。
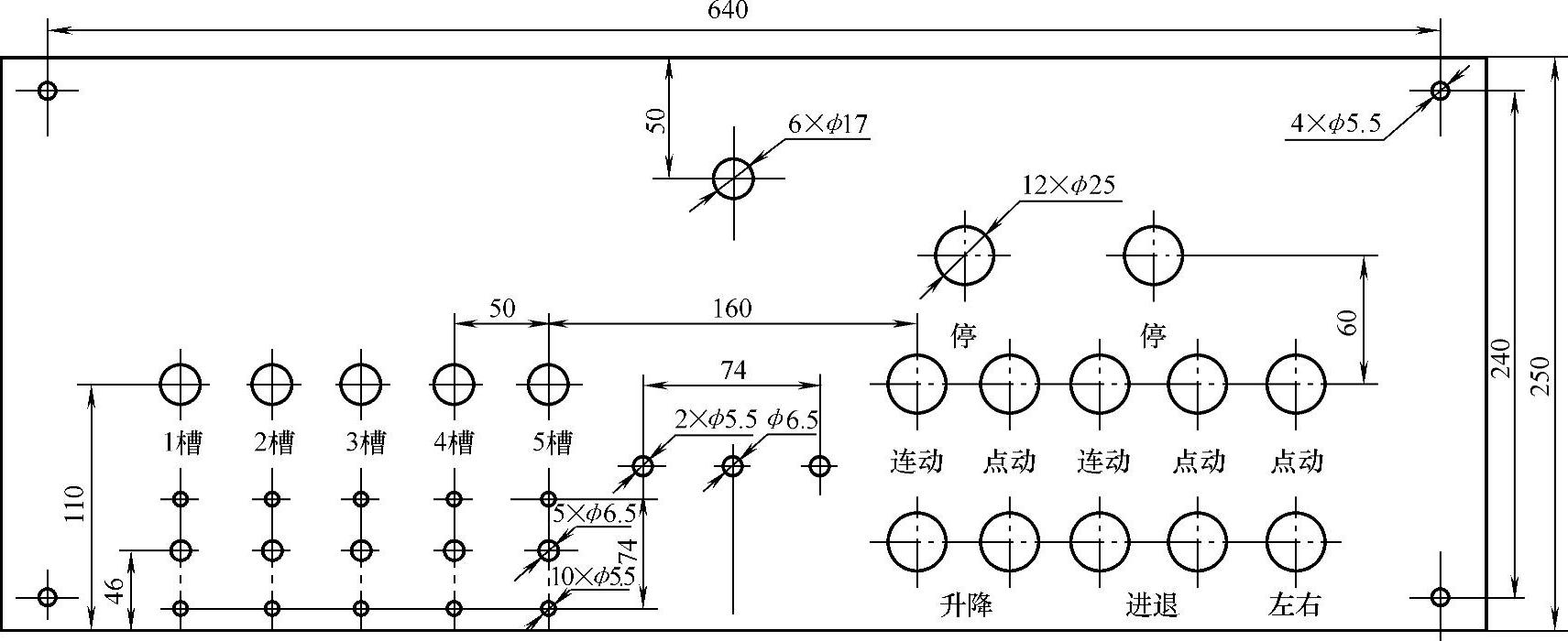
图5-17 控制面板加工图
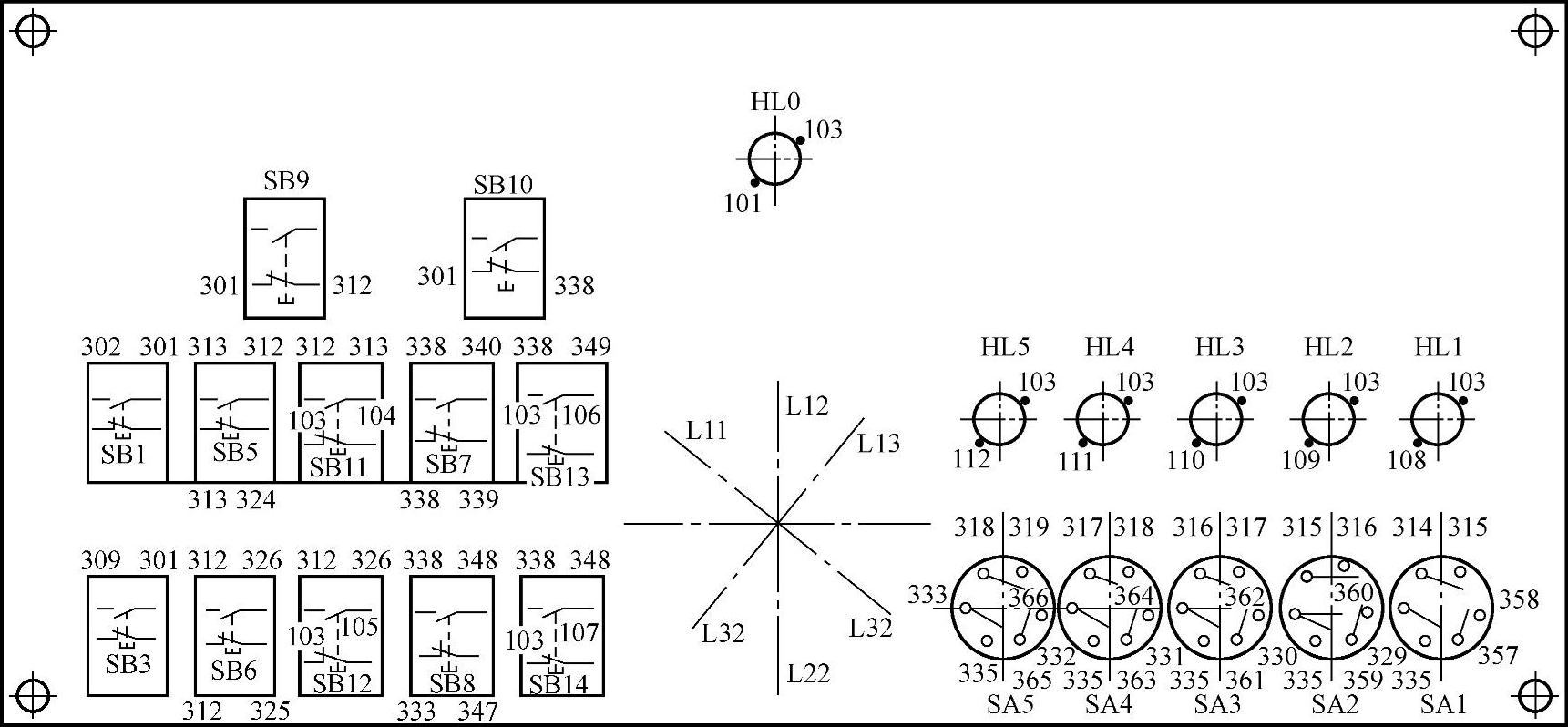
图5-18 控制面板元件布置及接线图
表5-3 I/O配置表

(续)
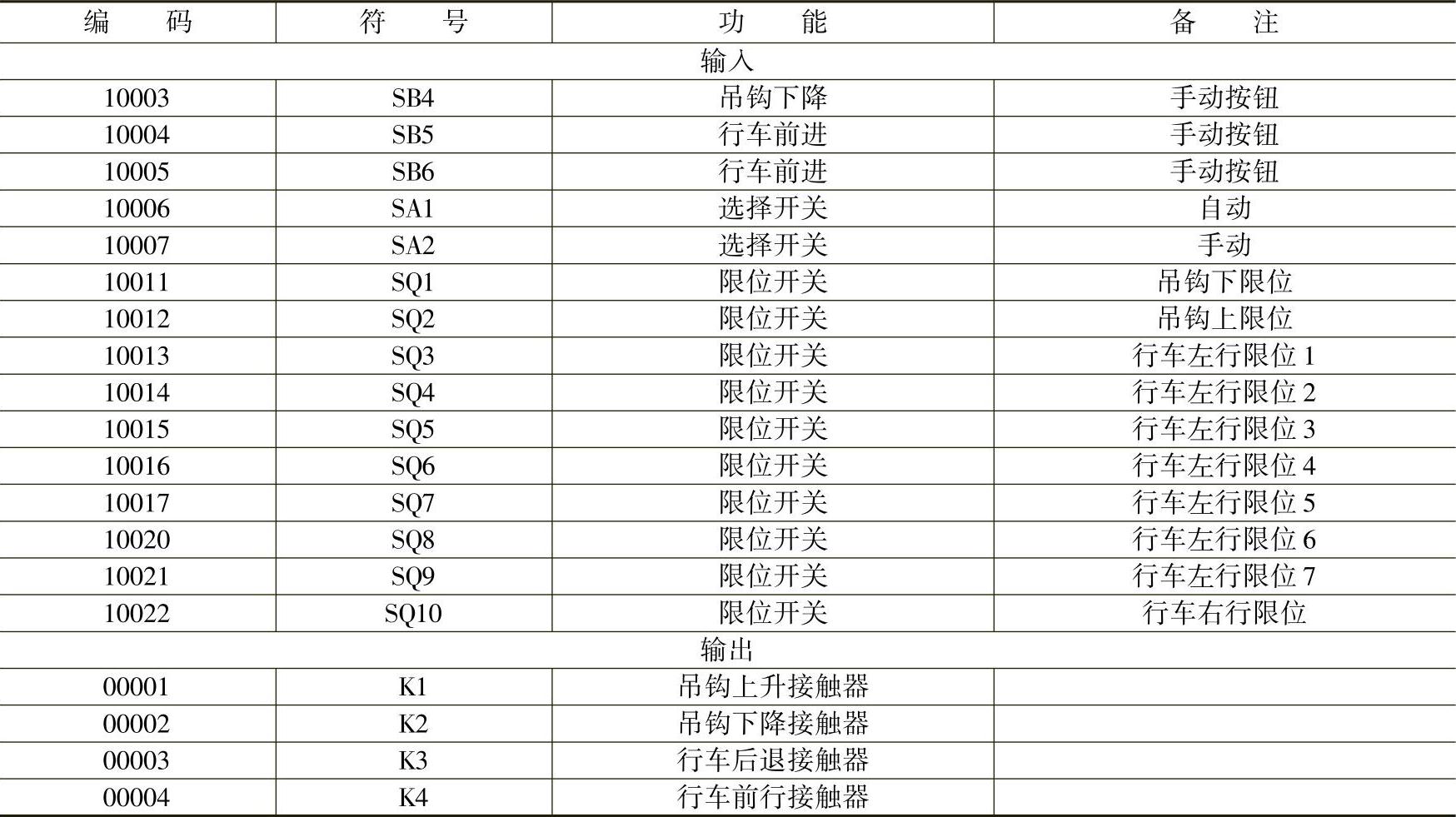
图5-20所示梯形图程序是从第4槽开始的,数据传送部分图中未示出。
图5-20所示梯形图程序分析如下:
1)原位,限位开关SQ1和SQ2被压下,10011和0022闭合,接通移位寄存器输入通道20000,数据存于DM4000通道中。
2)按起动按钮SB1,10000闭合,K1工作,吊钩提起工件上升,当碰到上限位开关SQ2时,10012闭合,吊钩停止上升,K3工作,00003闭合,行车开始向下一道工序前行。
3)当行车前行至镀锌槽限位开关SQ6时,10016闭合,行车停止前行,Y00004得电,K4工作,吊钩刚好在镀锌槽的上方开始下降。
4)当吊钩下降至下限位开关SQ1时,10011闭合,吊钩下降停止,工件浸入镀液槽中,并开始定时。
5)定时300s后,00003闭合,K3工作,电镀结束,吊钩提起工件,开始上升,当碰到上限位开关SQ2时停止,10012闭合,吊钩停止上升,并在镀槽上方停留30s,让镀液滴回槽中。
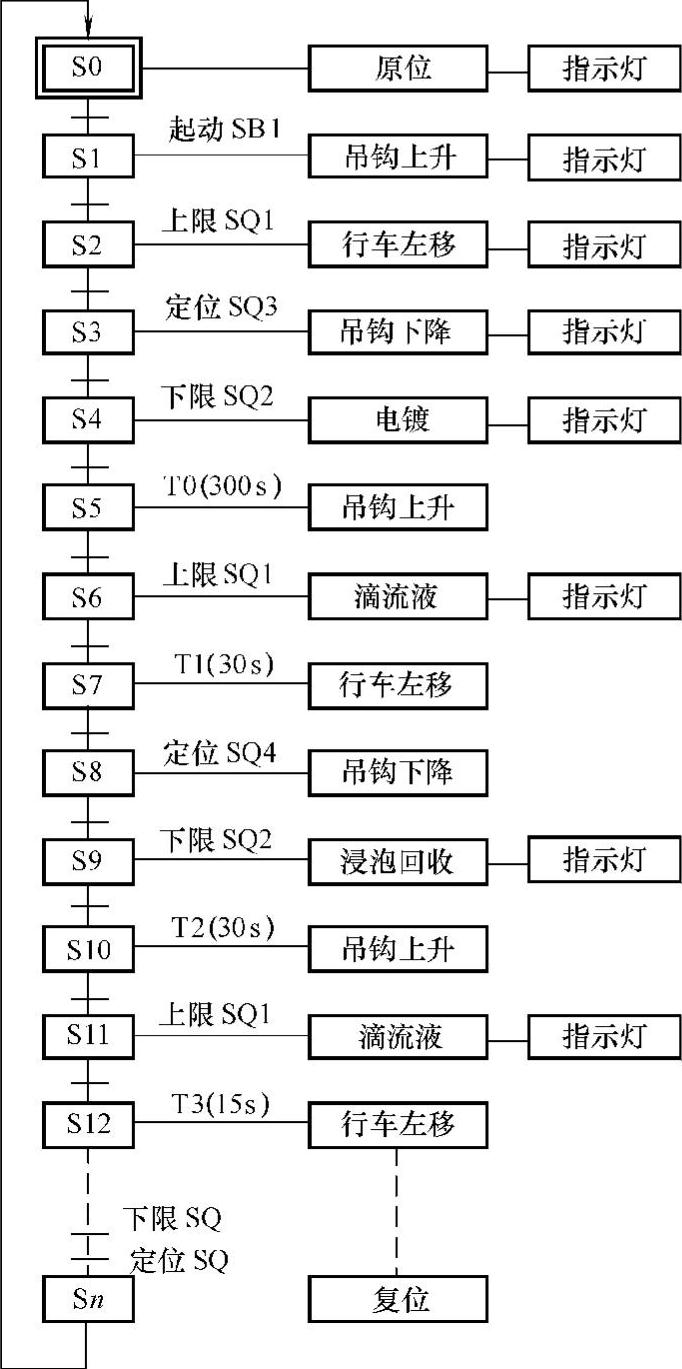
图5-19 电镀生产线的状态流程图
6)当行车在镀槽上方停留30s后,K1工作,00001闭合,行车继续向下一道工序前行,直到碰压回收液槽限位开关SQ7时,10017闭合,K4工作,00004闭合,行车停止前行,并且吊钩刚好在回收液槽的上方开始下降。
7)当吊钩下降至下限位开关SQ1时,10011闭合,吊钩下降停止,工件被放置回收液槽中,并开始定时。
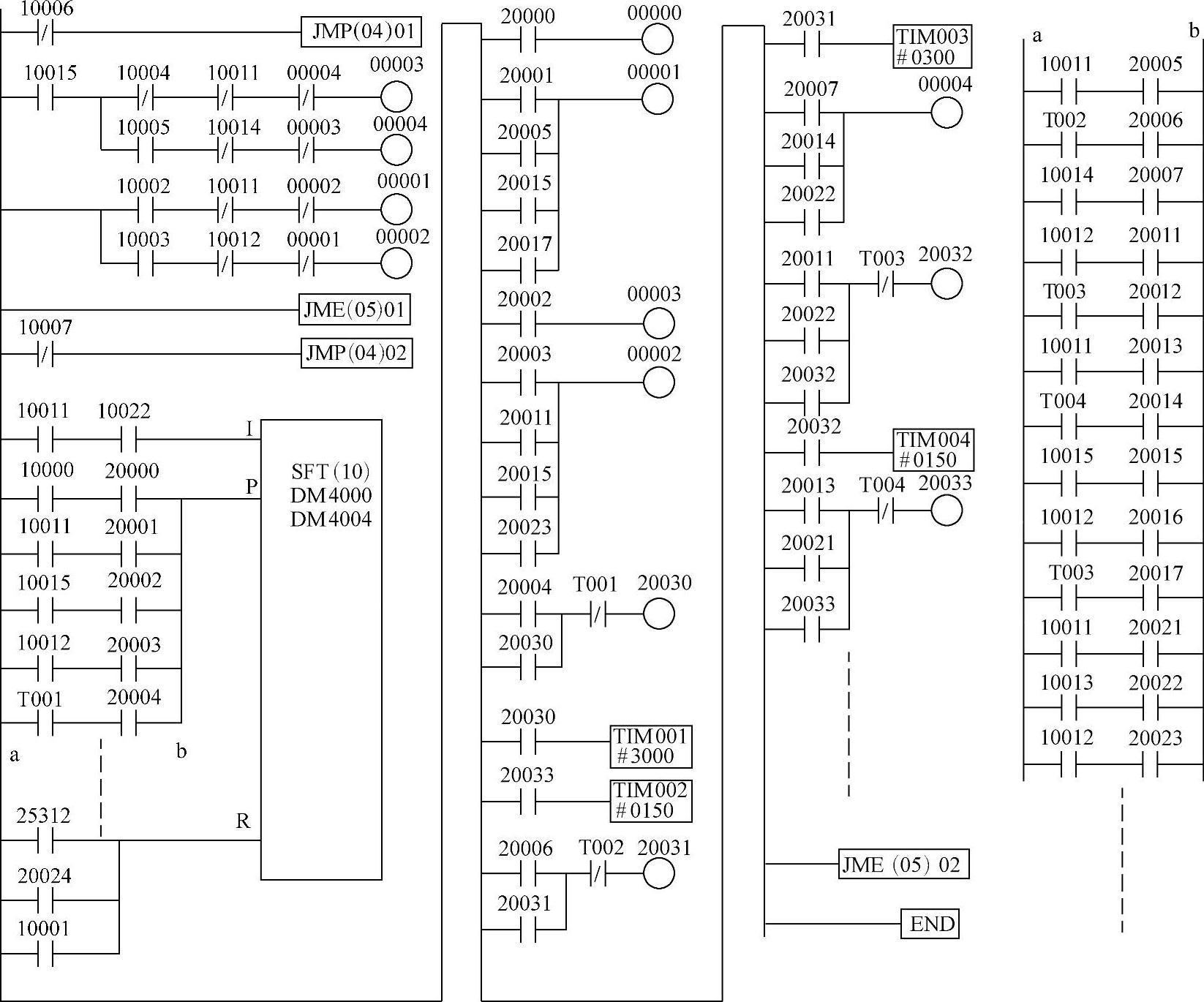
图5-20 电镀生产线的梯形图程序
8)定时30s后,K3工作,00003闭合,吊钩又开始上升,当碰到上限位开关SQ2时停止,10017接通,吊钩停止上升,并定时停留15s。
9)当15s定时到后,K1工作,00001闭合,行车继续向下一道工序前行,直到碰压清水槽限位开关SQ8时,10020闭合,行车停止前行,并且在清水槽上方停留15s。
10)定时15s后,K4工作,00004闭合,吊钩开始下降,当吊钩下降至下限位开关SQ1时,10011闭合,吊钩下降停止,工件置于清水槽中,并开始定时清洗30s。
11)定时清洗30s后,K3工作,10003闭合,吊钩提起工件,开始上升,当碰到上限位开关SQ2时停止,10012闭合,吊钩停止上升,并定时停留15s。
12)定时15s后,K2工作,10002闭合,行车开始后退,当后退至原位限位开关SQ10时,10023闭合,K2工作,00002闭合,行车停止后退,吊钩开始下降,当吊钩下降至下限位开关SQ1时,10011闭合,吊钩下降停止,镀好的工件被取下来。
13)按下按钮SB3~SB6,能实现行车的手动控制。
至此,整个电镀生产完成一个工作循环,当再次按下起动按钮SB1时,则开始第二个工作循环。
在自动模式下,行车按照工艺流程所设定的参数自动运行;手动模式下,通过行车上的手操盒人工操作控制行车运动,并可用急停按钮紧急刹车停止任何运动。这两种工作模式可以通过选择开关切换。
工艺参数可以通过上位机修改和设置。在上位机上采用组态软件组态监控画面。现场有触摸屏,可在现场进行工艺参数的修改,若有报警,触摸屏显示报警画面,并且显示报警原因。在排除故障后按下解除按钮方可显示初始画面,恢复正常状态。动作指示灯安装在现场操作台上。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。