



一、游标卡尺
游标卡尺是车工最常用的中等精度的通用量具,其结构简单,使用方便。按式样不同,游标卡尺可分为三用游标卡尺和双面游标卡尺。
1.游标卡尺的结构
(1)三用游标卡尺 三用游标卡尺的结构如图2-21a所示,主要由尺身和游标等组成。使用时,旋松固定游标用的紧固螺钉即可测量。下量爪用来测量工件的外径和长度,上量爪用来测量孔径和槽宽,深度尺用来测量工件的深度和台阶的长度。测量时移动游标使量爪与工件接触,取得尺寸后,最好把紧固螺钉旋紧后再读数,以防尺寸变动。
(2)双面游标卡尺 双面游标卡尺的结构如图2-21b所示,为了调整尺寸方便和测量准确,在游标上增加了微调装置。先旋紧固定微调装置的紧固螺钉7,再松开紧固螺钉3,用手指转动滚花微调螺母9,通过微调螺杆10即可微调游标。其上量爪2用来测量沟槽直径或孔距,下量爪1用来测量工件的外径。测量孔径时,游标卡尺的读数值必须加下量爪1的厚度b(b一般为10mm)。
2.游标卡尺的读数方法
游标卡尺的测量范围分别为0~125mm、0~150mm、0~200mm、0~300mm。游标卡尺的分度值有0.02mm、0.05mm和0.1mm三种。游标卡尺是以游标的“0”线为基准进行读数的,以图2-22所示的游标卡尺为例,其读数分为以下三个步骤。
(1)读整数 首先读出尺身上游标“0”线左边的整数毫米值,尺身上每格为1mm,即读出整数值。
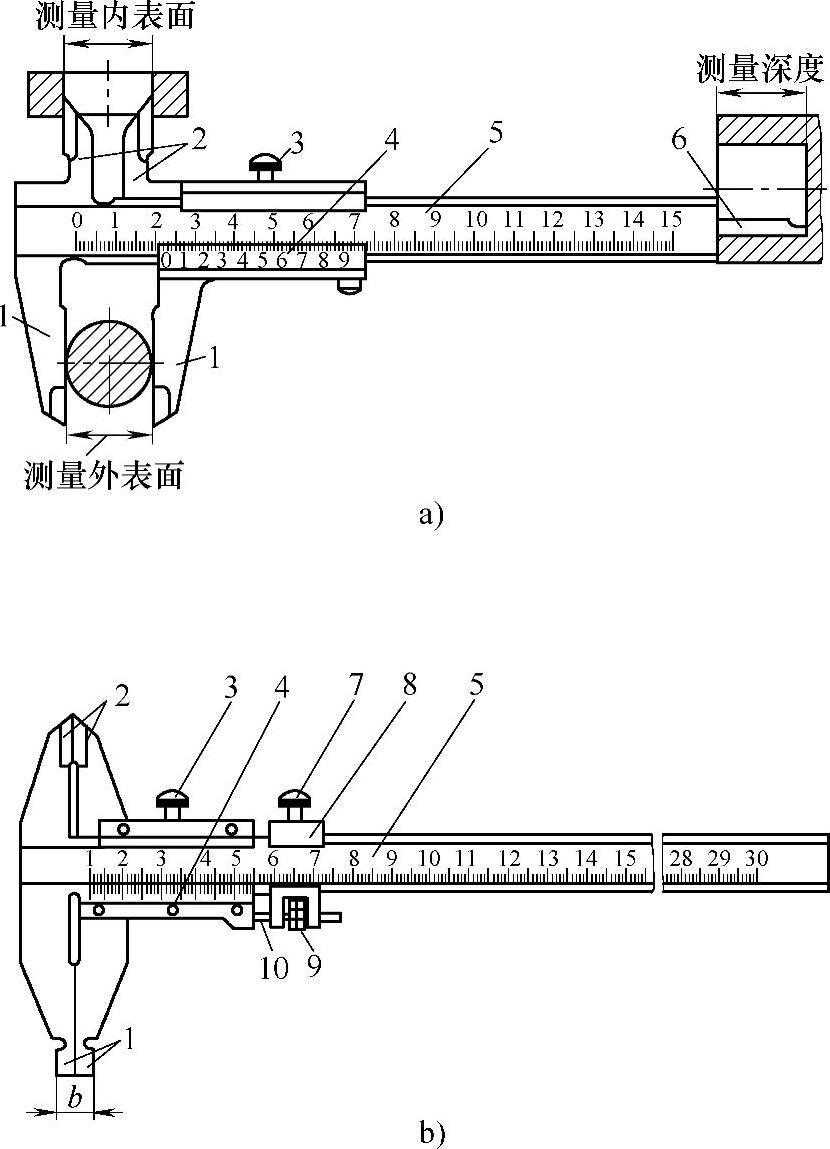
图2-21 三用游标卡尺
a)三用游标卡尺 b)双面游标卡尺
1—下量爪 2—上量爪 3、7—紧固螺钉 4—游标 5—尺身 6—深度尺 8—微调装置 9—滚花微调螺母 10—微调螺杆
(2)读小数 用与尺身上某刻线对齐的游标上的刻线格数,乘以游标卡尺的分度值得到小数毫米值,即读出小数部分。
(3)整数加小数 最后将两项读数相加,即为被测表面的尺寸。
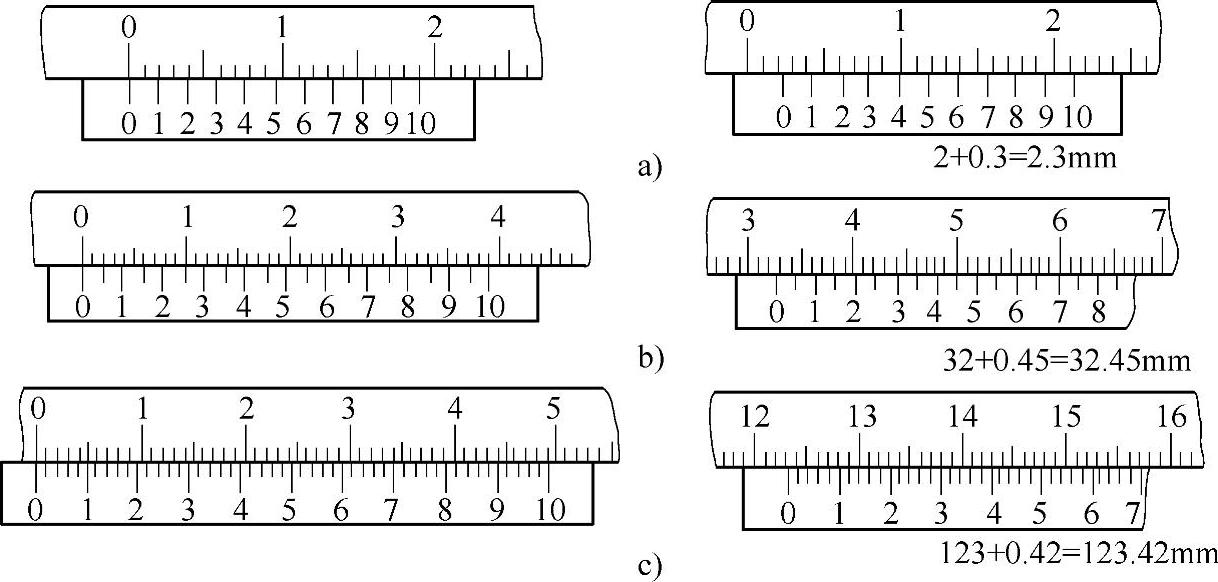
图2-22 游标卡尺的识读
a)分度值为0.1mm的游标卡尺 b)分度值为0.05mm的游标卡尺 c)分度值为0.02mm的游标卡尺
二、千分尺
1.千分尺的种类和结构
千分尺是生产中最常用的一种精密量具,其种类很多,按用途可分为外径千分尺、内径千分尺、深度千分尺、内测千分尺、螺纹千分尺和壁厚千分尺等。若不特别说明,千分尺即指外径千分尺。图2-23所示为千分尺的结构,它由尺架、固定测砧、测微螺杆、固定套筒、微分套筒、测力装置和锁紧装置等组成。(https://www.xing528.com)
由于测微螺杆的长度受到制造工艺的限制,其移动量通常为25mm,所以千分尺的测量范围分别为0~25mm、25~50mm、50~75mm和75~100mm等,即每隔25mm为一挡。
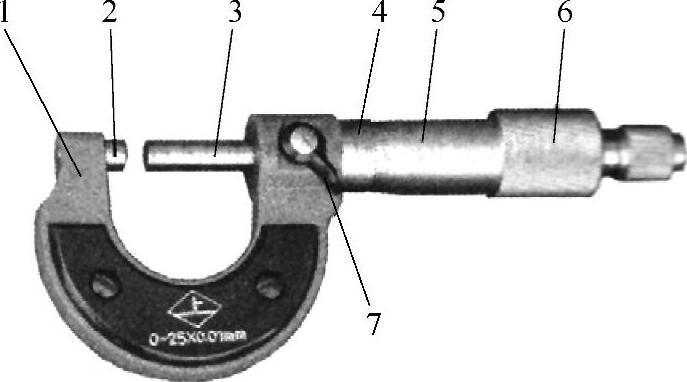
图2-23 千分尺
1—尺架 2—固定测砧 3—测微螺杆 4—固定套筒 5—微分套筒 6—测力装置 7—锁紧装置
2.千分尺的读数方法
千分尺的固定套管上刻有基准线,在基准线的上下侧有两排刻线,上下两条相邻刻线的间距为每格0.5mm。微分筒的外圆锥面上刻有50格刻度,微分筒每转动一格,测微螺杆移动0.01mm,所以千分尺的分度值为0.01mm。
测量工件前,先按图2-24所示对千分尺进行零位检查。测量工件时,先转动千分尺的微分筒,待测微螺杆的测量面接近工件被测表面时,再转动测力装置,使测微螺杆的测量面接触工件表面,当听到2~3声“咔咔”声响后即可停止转动,读取工件尺寸。为防止尺寸变动,可转动锁紧装置,锁紧测微螺杆。
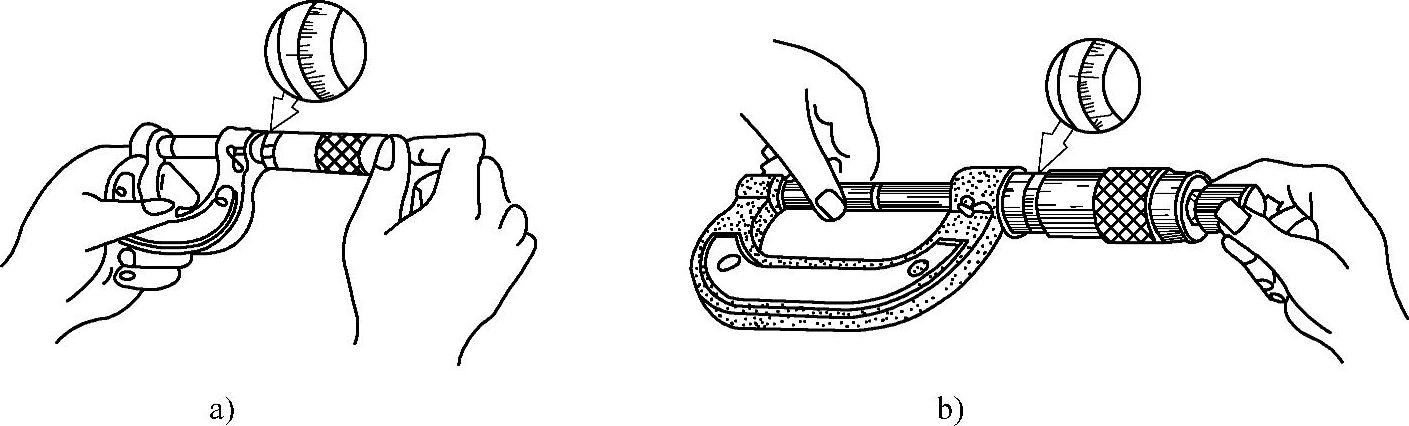
图2-24 千分尺零位检查
a)0~25mm千分尺 b)有标准量棒的千分尺
以图2-25a所示的0~25mm千分尺为例,其读数步骤如下:
1)读出固定套管上露出刻线的整毫米数和半毫米数。注意固定套管上下两排刻线的间距为每格1mm,上下相邻两线的间距为0.5mm,即可读出11.5mm。
2)读出与固定套管基准线对准的微分筒上的格数,乘以千分尺的分度值0.01mm,即为19×0.01mm=0.19mm。
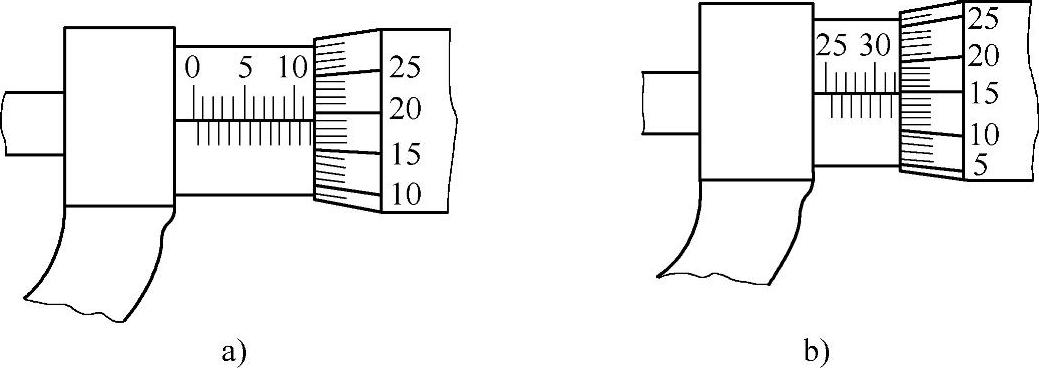
图2-25 千分尺的识读
a)0~25mm千分尺 b)25~50mm千分尺
3)两项读数相加,即为被测表面的尺寸,其读数为11.5mm+0.19mm=11.69mm。图2-25b所示千分尺读数为32.15mm。
三、误差分析
游标卡尺、外径千分尺的直接测量误差包括受力变形误差、温度误差和一般测量所具有的示值误差、读数瞄准误差、接触误差和测长机的对零误差。影响其测量误差的主要因素为受力变形误差和温度误差。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。