



在切削过程中车刀会逐渐磨损变钝,为了保证其锋利,需拆下车刀并在砂轮上进行刃磨,一般采用手工刃磨。
1.砂轮的选择
刃磨车刀常用的砂轮有两种:一种是白刚玉WA砂轮,其砂粒韧性较好,比较锋利,硬度稍低,适用于刃磨高速钢车刀(选用46#~60#)和磨削硬质合金车刀的刀杆部分(选用46#);另一种是绿碳化硅GC砂轮,其砂粒硬度高,切削性能好,但较脆,适用于刃磨硬质合金车刀(选用46#~60#)。
2.刃磨步骤
1)先把车刀前面、主后面和副后面等处的焊渣磨去,并磨平车刀的底平面。
2)粗磨主后面和副后面的刀杆部分,其后角应比刀片的后角大2~3°,以便刃磨刀片的后角。
3)粗磨刀片上的主后面、副后面和前面,粗磨出来的主后角、副后角应比所要求的后角大2°左右(图2-10)。
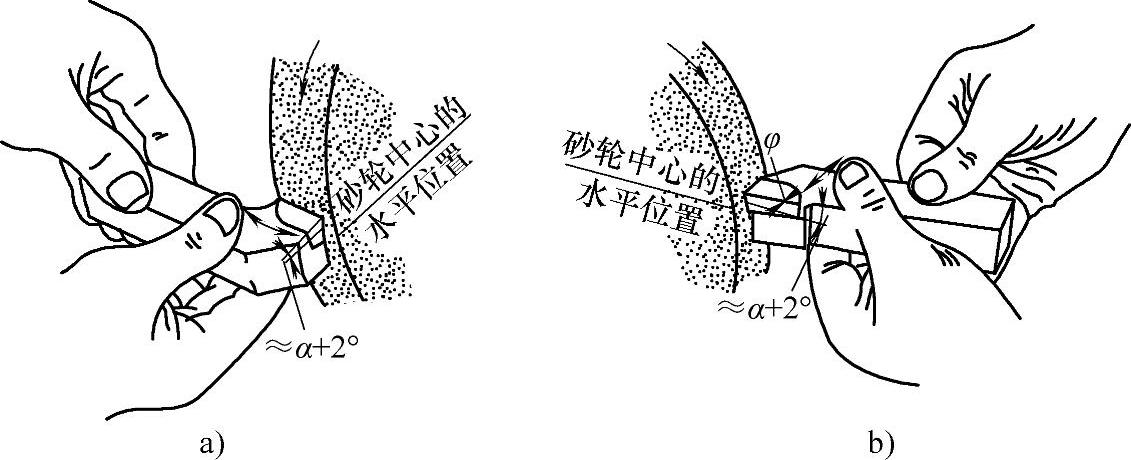
图2-10 粗磨主后角、副后角
a)粗磨主后角 b)粗磨副后角
4)精磨前面及断屑槽。断屑槽一般有两种类型,即直线型和圆弧型。刃磨圆弧型断屑槽,必须把砂轮的外圆与平面的交接处修整成相应的圆弧。刃磨直线型断屑槽,砂轮的外圆与平面的交接处应修整得尖锐。刃磨时刀尖可向上或向下磨削(图2-11)。刃磨时应注意断屑槽形状、位置及前角大小。
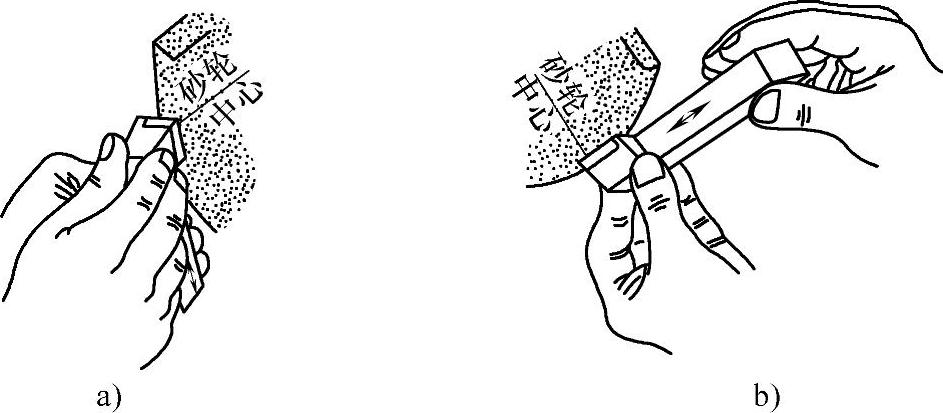
图2-11 磨断屑槽(https://www.xing528.com)
a)在砂轮左角上刃磨 b)在砂轮右角上刃磨
5)精磨主后面和副后面。刃磨时,将车刀底平面靠在调整好角度的台板上,使切削刃轻靠住砂轮端面进行刃磨。刃磨后的刃口应平直,精磨时应注意主、副后角的角度。
6)磨负倒棱。刃磨时用力要轻,车刀要沿主切削刃的后端向刀尖方向摆动。磨削时可以用直磨法和横磨法(图2-12)。
7)磨过渡刃。过渡刃有直线型和圆弧型两种,其刃磨方法和精磨后面时基本相同(图2-13)。
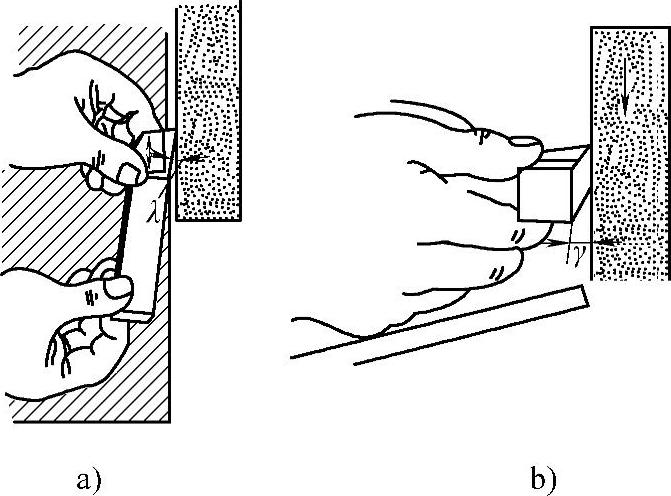
图2-12 磨负倒棱
a)直磨法 b)横磨法
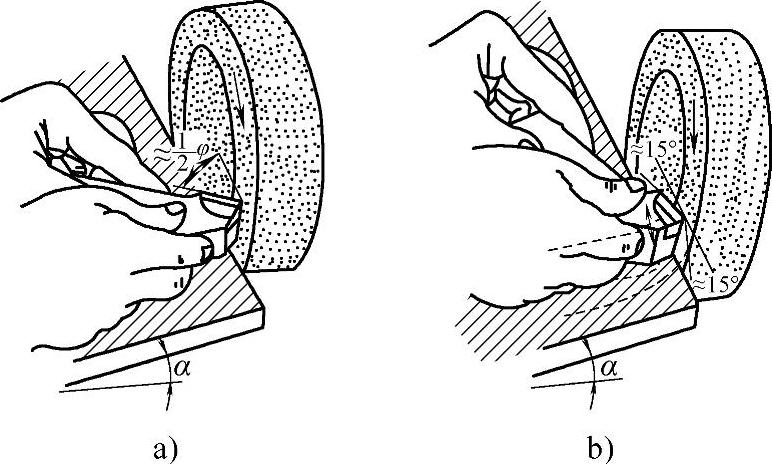
图2-13 磨过渡刃
a)磨直线型过渡刃 b)磨圆弧型过渡刃
对于车削较硬材料的车刀,也可以在过渡刃上磨出负倒棱。对于大进给量的车刀,可用相同方法在副切削刃上磨出修光刃。
刃磨后的切削刃一般不够平滑光洁、刃口呈锯齿形。切削时,会影响工件表面质量。所以手工刃磨后的车刀应用磨石进行研磨,可消除刃磨后的残留痕迹。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。