



传统上,用通用计量器具检测零件时,将极限尺寸范围内的尺寸作为合格尺寸。但是,由于测量不确定度的存在,使一部分合格尺寸超差,造成误废;也使一部分不合格尺寸变成合格尺寸,造成误收。为了保证产品质量,减少误收,可以向极限尺寸内缩一个安全裕度A来验收产品。当然,这必然增加误废,提高成本。
1.验收极限的确定
验收极限是检验工件尺寸时判断其是否合格的尺寸界限,它可以按照下列方式来确定。
(1)内缩方式 内缩方式的验收极限是从规定的最大实体极限和最小实体极限分别向零件公差带内缩一个安全裕度A来确定的,如图1-11所示。
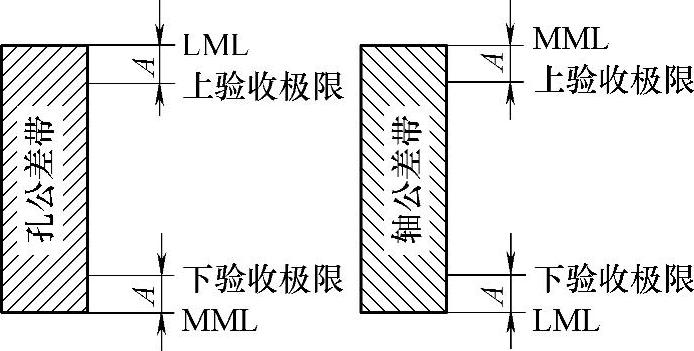
图1-11 验收极限与公差带关系图
上验收极限=上极限尺寸-A
下验收极限=下极限尺寸+A
A值按零件公差的1/10确定。安全裕度A相当于测量中总的不确定度,它表征了各种误差的综合影响。
(2)不内缩方式 不内缩方式的验收极限等于零件的最大实体极限和最小实体极限,即A等于零。
2.验收极限方式的选择
1)对遵循包容要求的尺寸和公差等级较高的尺寸,其验收极限按内缩方式确定。(https://www.xing528.com)
2)对于非配合和一般公差的尺寸,其验收极限则选不内缩方式。
3.计量器具的选择
1)所选计量器具的主要度量指标(如示值范围、测量范围等)应与被测零件的公差要求、外形大小、结构特点和被测参数等相适应。
2)所选计量器具的测量不确定度应小于或等于其允许值μ1。
4.尺寸精度的检验及测量
(1)长度、外径的检验及测量 测量零件的外径时,一般精度的尺寸常选取游标卡尺、外卡钳等,对于精度要求较高的零件则选用千分尺等。
(2)高度、深度的检验及测量 测量零件的高度时,一般精度的尺寸可选用钢直尺、游标卡尺、样板等;对于精度要求较高的零件,可将零件立在检验平板上,利用百分表(或杠杆百分表)和量块进行比较测量。测量零件的深度时,一般精度的尺寸可选用游标深度尺,对于尺寸精度要求较高的零件则选用深度千分尺。
(3)内径的检验及测量 测量零件内径时,一般精度的尺寸可选用钢直尺、游标卡尺等。对于精度要求较高的零件,可选用内径千分尺、塞规和内径百分表等。
(4)螺纹的检验及测量 螺纹的检验有单项测量和综合测量两种。
1)单项测量是使用量具对螺纹的某一项参数进行测量。螺距一般用钢直尺、游标卡尺来测量;顶径一般用游标卡尺或千分尺来测量;中径一般用螺纹千分尺、三针测量法来测量。
2)综合测量是用螺纹量规对螺纹的各直径尺寸、牙型角、牙型半角和螺距等进行测量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。