



【摘要】:图1-5 单动卡盘1、2、3、4—卡爪 5—丝杠2.夹紧力的确定夹紧力的确定包括夹紧力的大小、方向和作用点三个要素的确定。夹紧力的作用点1)夹紧力的作用点应尽可能落在主要定位面上或几个支承点组成的平面内,以避免产生颠覆力矩,保证夹紧稳定可靠。2)夹紧力的作用点应与支承件对应,并尽可能作用在工件刚性较好的部位,以免工件因夹紧力而发生变形。3)夹紧力的作用点应尽可能靠近加工表面,以防止工件产生振动。
所谓夹紧,指把定位好的工件夹紧。夹紧是为了确保在定位中获得的正确位置不被加工过程中产生的切削力、工作台运动过程中产生的惯性力破坏。
1.夹紧的要求
夹紧时不应该破坏工件定位时获得的正确位置,应能保证工件在整个加工过程中的位置稳定不变,不产生变形及表面损伤;能以较小的原始作用力获得需要的夹紧效果,结构尽量紧凑,操作应该方便。
在车削加工中一般采用自定心卡盘或单动卡盘装夹,如图1-4和图1-5所示。
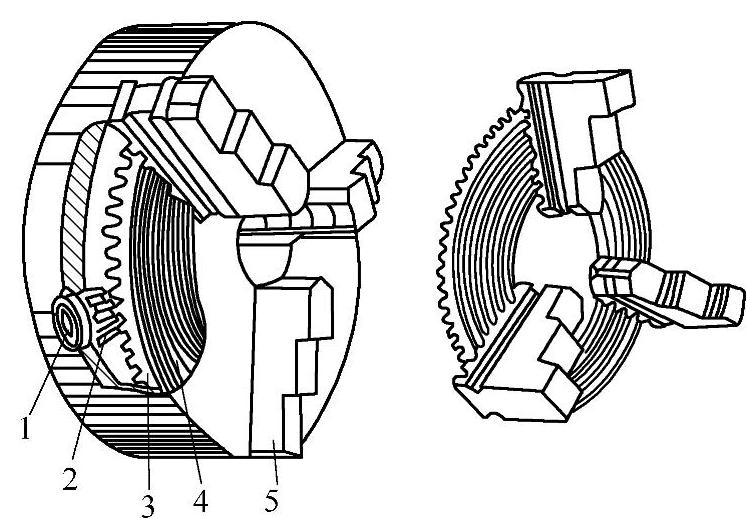
图1-4 自定心卡盘
1—方孔 2—小锥齿轮 3—大锥齿轮 4—平面螺纹 5—卡爪
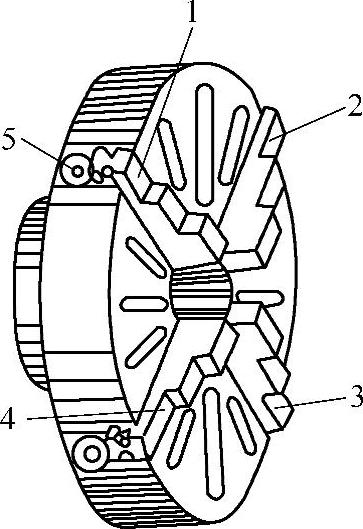
图1-5 单动卡盘
1、2、3、4—卡爪 5—丝杠
2.夹紧力的确定
夹紧力的确定包括夹紧力的大小、方向和作用点三个要素的确定。(https://www.xing528.com)
(1)夹紧力的大小 夹紧力必须保证在工件不被夹伤、夹变形的前提下,在加工过程中的正确位置不发生变化。夹紧力既不能太大,又不能太小,一般用经验估算的方法获得。
(2)夹紧力的方向
1)夹紧力的方向尽可能垂直于工件的主要定位基准面,使夹紧稳定可靠,保证加工质量。
2)夹紧力的方向应尽可能与切削力方向一致,这样可以减小切削力,使夹紧机构简单化。
(3)夹紧力的作用点
1)夹紧力的作用点应尽可能落在主要定位面上或几个支承点组成的平面内,以避免产生颠覆力矩,保证夹紧稳定可靠。
2)夹紧力的作用点应与支承件对应,并尽可能作用在工件刚性较好的部位,以免工件因夹紧力而发生变形。
3)夹紧力的作用点应尽可能靠近加工表面,以防止工件产生振动。若无法靠近,就需采用辅助支承。
3.常用的夹紧装置
卡盘、压板、平口钳。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。