



磨床是指利用磨具对工件表面进行磨削加工的机床。大多数磨床使用高速旋转的砂轮进行磨削加工,少数磨床使用油石、砂带等其他磨具和游离磨料进行加工,如珩磨机、超精加工机床、砂带磨床、研磨机和抛光机等。
磨床能加工硬度较高的材料,如淬火钢、硬质合金等;也能加工脆性材料,如玻璃、花岗石。磨床能进行高精度和表面粗糙度很低的磨削,也能进行高效率的磨削,如强力磨削等。
磨床的种类很多,在机械加工中应用最多的有外圆磨床、平面磨床、内圆磨床。此外,还有工具磨床、花键磨床、齿轮磨床、螺纹磨床等各种专门用途的磨床。
随着高精度、高硬度机械零件数量的增加,以及精密铸造和精密锻造工艺的发展,磨床的性能、品种和产量都在不断的提高和增长。
1.外圆磨床
外圆磨床是主要用于磨削圆柱形和圆锥形外表面的磨床,如图2-7所示。
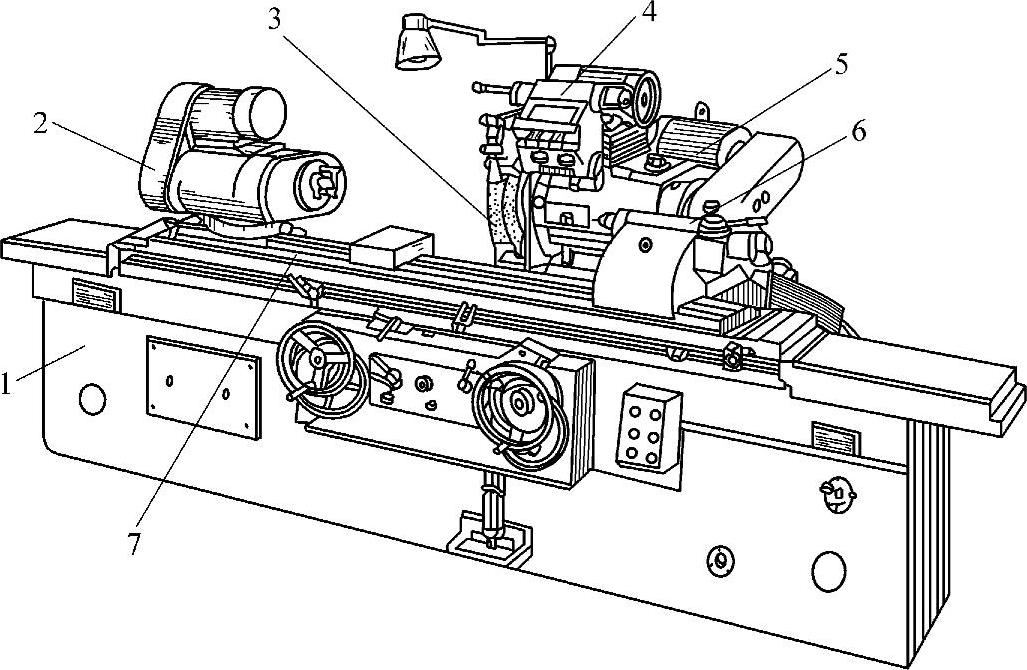
图2-7 外圆磨床
1—床身 2—头架 3—砂轮 4—内圆磨头 5—砂轮架 6—尾座 7—工作台
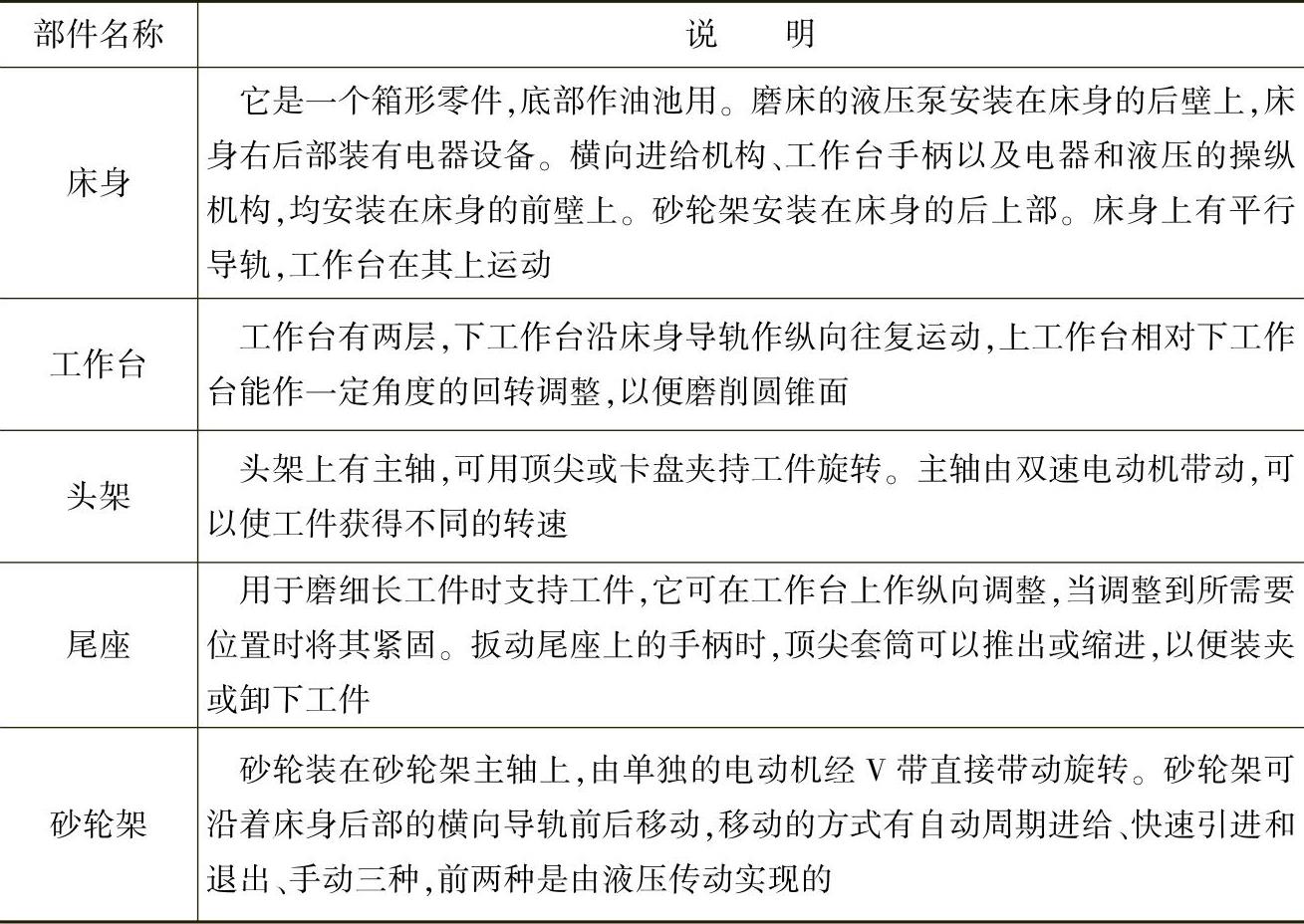
外圆磨床由床身、工作台、头架、尾座和砂轮架等部件组成,见表2-32。
表2-32 外圆磨床的组成
液压传动在各种磨床中得到广泛应用,具有以下优点:
1)在相同功率的情况下,液压传动装置体积小,重量轻,结构紧凑。
2)换向时无冲击和振动,运动平稳,在规定的范围内能实现无级调速。
3)零件在油液中工作可以减少磨损,延长寿命,容易实现工作循环的自动化。
液压传动系统的结构复杂,不易制造,所以液压传动设备成本较高。外圆磨床工作台往复运动的液压传动系统,如图2-8所示。
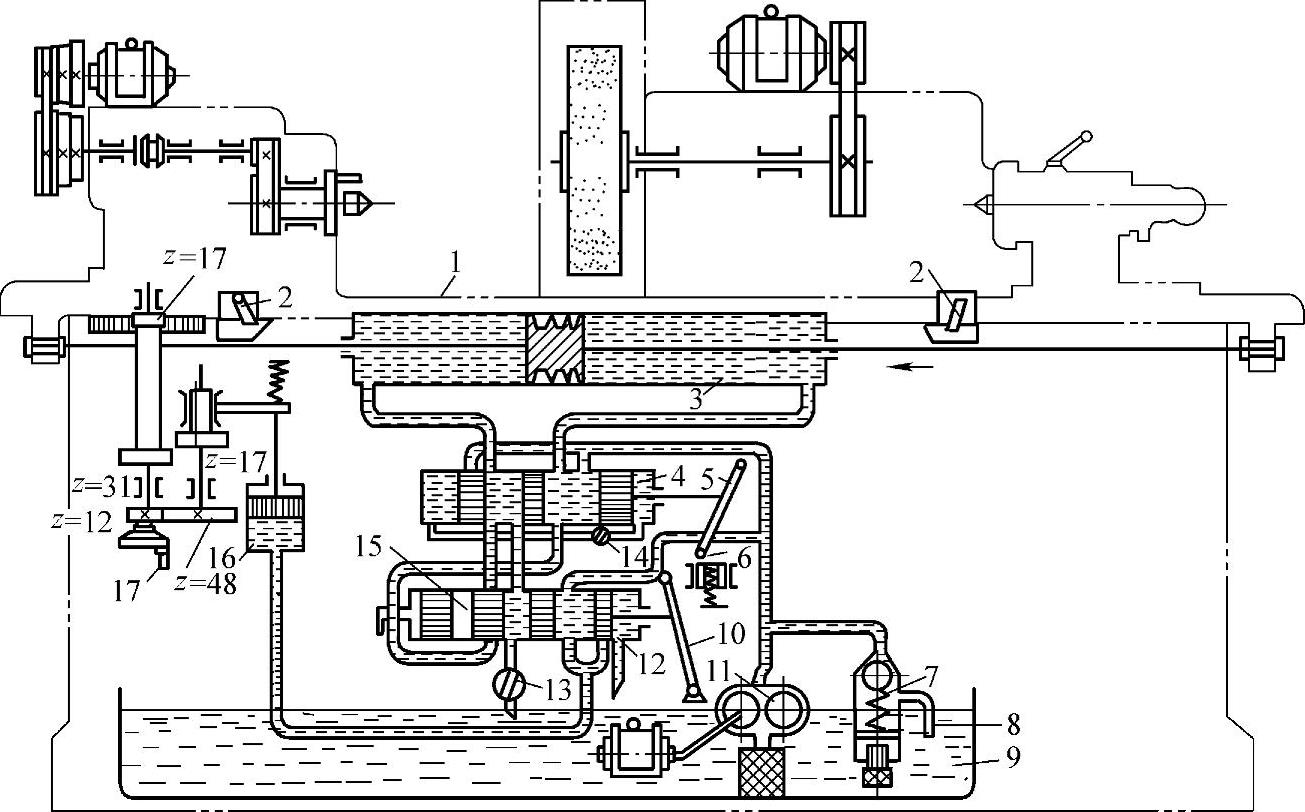
图2-8 外圆磨床工作台往复运动的液压传动系统
1—工作台 2—挡块 3—液压缸 4—换向阀 5—杠杆 6—弹簧帽 7—溢流阀 8—出油口9—油箱 10—操纵杆 11—齿轮液压泵 12—滑阀 13、14—节流阀 15—油腔 16—液压缸 17—手轮
外圆磨床液压传动系统主要由油箱9、齿轮液压泵11、换向阀4、节流阀13、溢流阀7、液压缸3等组成。工作时,压力油从液压泵11经管路输送到换向阀,由此流到液压缸3的右端或左端,使工作台1向左或向右作进给运动。此时,液压缸另一端的油,经换向阀4、滑阀12及节流阀13流回油箱。节流阀是用来调节工作台运动速度的。
工作台的往复换向动作,是通过挡块2使换向阀4的阀芯自动转换实现的。挡块固定在工作台的侧面槽内,按照要求的工作台行程来调整两挡块之间的距离。当工作台每到行程终了时,挡块先推动杠杆5到垂直位置;然后借助作用在杠杆5滚拴上的弹簧帽6使杠杆及阀芯继续向前移动,从而完成换向动作。换向阀的阀芯转换快慢由节流阀14调节,它将决定工作台换向的快慢和平稳性。
用手向右搬动操纵杆10,滑阀12的油腔15使液压缸3的左、右导管接通,因此便停止了工作台的移动。此时,液压缸16中的油在弹簧活塞压力作用下经油管流回油箱。活塞被弹簧压下后,齿数z=17的齿轮与z=31的齿轮啮合。因此,利用手轮17可移动工作台。
2.内圆磨床
内圆磨床是主要用于磨削圆柱形和圆锥形内表面的磨床,如图2-9所示。
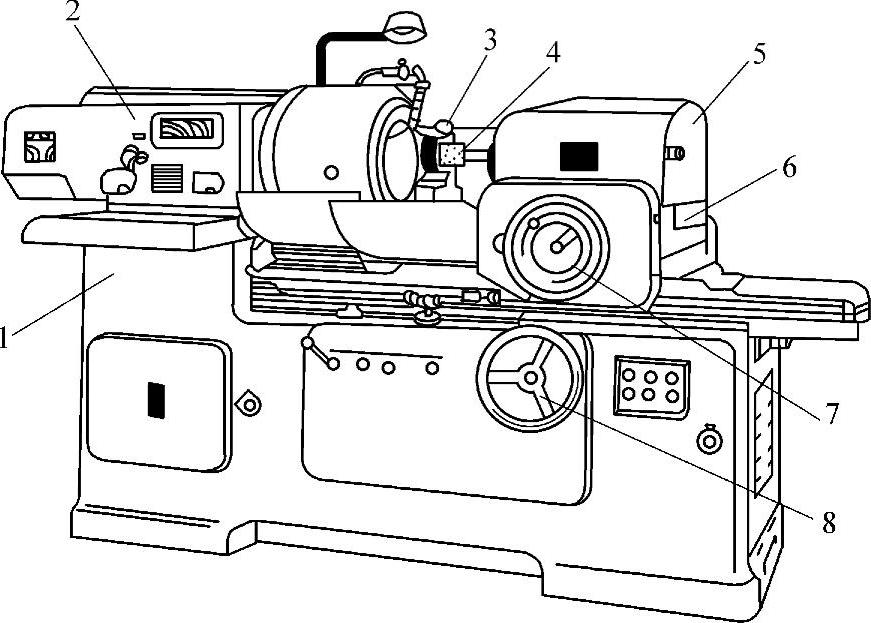
图2-9 内圆磨床
1—床身 2—头架 3—砂轮修整器 4—砂轮 5—磨具架 6—工作台 7—磨具架手轮 8—工作台手轮
内圆磨床由床身、工作台、头架、磨具架、砂轮修整器等部件组成。头架2可绕垂直轴线转动一个角度,以便磨削圆锥孔。磨具架5安放在工作台6上,工作台由液压传动作往复运动,每往复一次能使磨具作微量横向进给。工作台及磨具架的移动也可以由手轮8和7来操纵。
3.平面磨床
平面磨床是主要用于磨削工件平面的磨床,如图2-10所示。
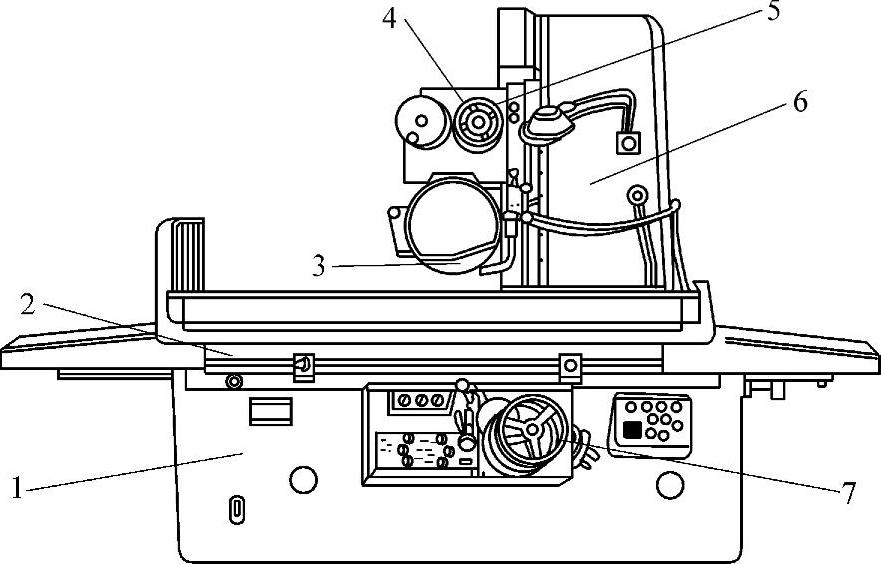
图2-10 平面磨床
1—床身 2—工作台 3—砂轮 4—滑板 5、7—手轮 6—立柱
平面磨床由床身、工作台、立柱、滑板等部件组成。
(1)工作台 工作台2装在床身1的导轨上,由液压驱动作往复运动,也可以用手轮来操纵,以进行必要的调整。工作台装有电磁吸盘或其他夹具,用来装夹工件。
(2)磨头 磨头沿横向滑板4的水平导轨作横向进给运动,它由液压驱动或手轮5操纵。滑板4可沿立柱6的导轨作垂直移动,以调整磨头的高低位置及完成垂直进给运动,这一运动是通过转动手轮7来实现的。砂轮3由装在磨头壳体内的电动机直接驱动旋转。
4.无心磨床
无心磨床是主要用于磨削圆柱形表面的磨床,如图2-11所示。工件采用无心夹持,一般支承在导轮和托架之间,由导轮驱动工件旋转。(https://www.xing528.com)
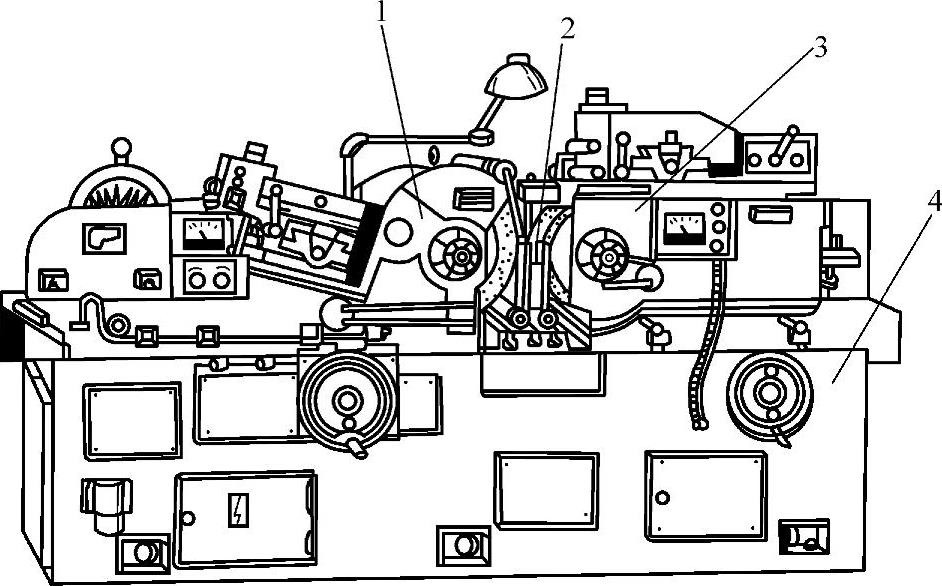
图2-11 无心磨床
1—砂轮架 2—托板 3—导轮架 4—床身
无心磨床磨外圆与普通外圆磨床磨外圆相比,其主要特点是加工时不用顶尖定位,而是由工件的被磨削外圆面作定位面。工件放在砂轮和导轮之间,由托板支承进行磨削。由于工件不必打中心孔,装工件省时,托板支承工件刚性好,所以生产效率高。但精度较低,表面较粗糙。如果配备适当的自动装卸料机构,很容易实现全自动。
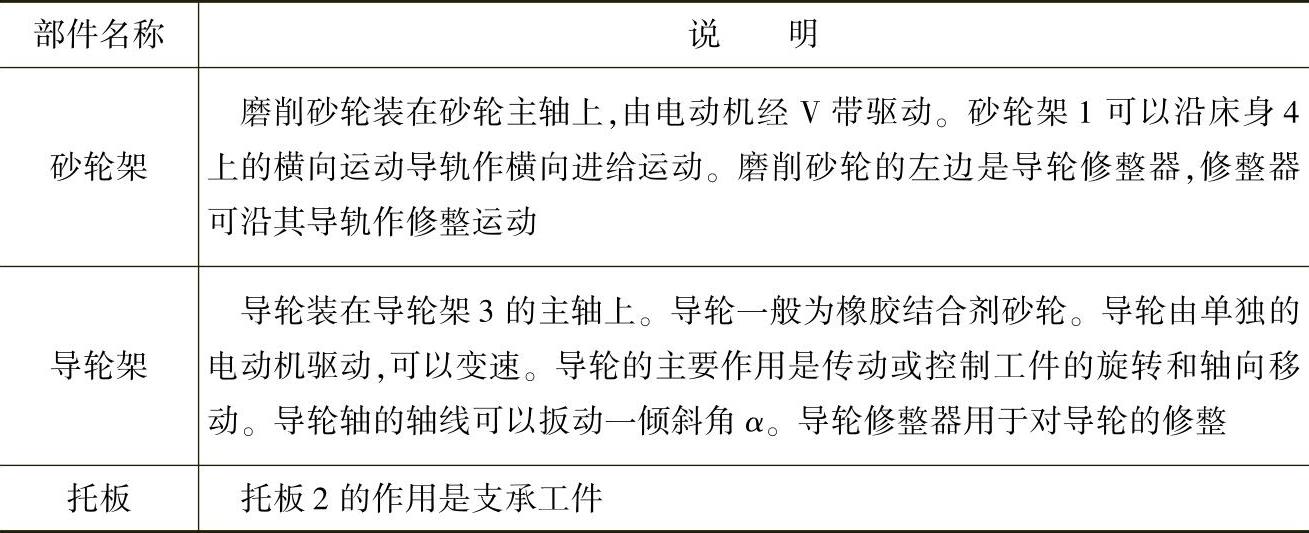
无心磨床由床身、砂轮架、导轮架、托板等部件组成,见表2-33。
表2-33 无心磨床的组成
5.珩磨机
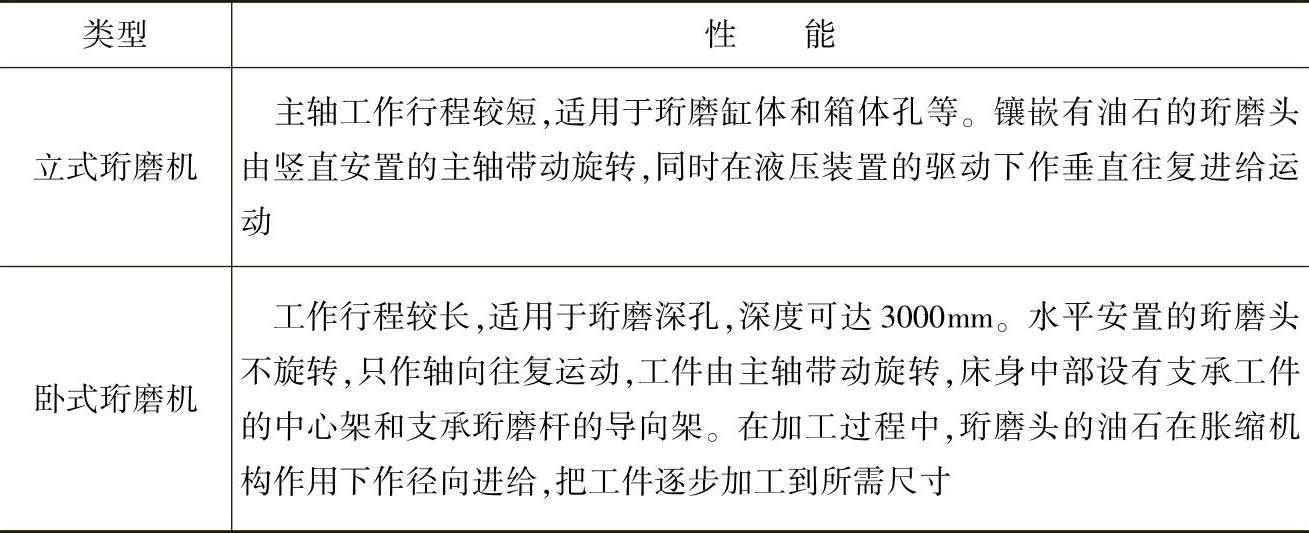
珩磨机是用于珩磨工件各种表面的磨床,利用珩磨头珩磨工件精加工表面。主要用在汽车、拖拉机、液压件、轴承、航空等制造业中工件孔的珩磨。珩磨机有立式和卧式两种,其性能见表2-34。
表2-34 珩磨机的性能
新型的珩磨机多采用液压胀缩的珩磨头。珩磨机大多数是半自动的,常带有自动测量装置,还可纳入自动生产线工作。除加工孔的珩磨机外,还有加工其他表面的外圆珩磨机、轴承滚道珩磨机、平面珩磨机和曲面珩磨机等。图2-12所示为曲面珩磨机。
6.研磨机
研磨机是用于研磨工件平面或圆柱形内、外表面的磨床,用涂上或嵌入磨料的研具对工件表面进行研磨。主要用于研磨工件中的高精度平面、内外圆柱面、圆锥面、球面、螺纹面和其他形面。研磨机的主要类型有圆盘式研磨机、转轴式研磨机和各种专用研磨机,其性能见表2-35。

图2-12 曲面珩磨机
表2-35 研磨机的性能
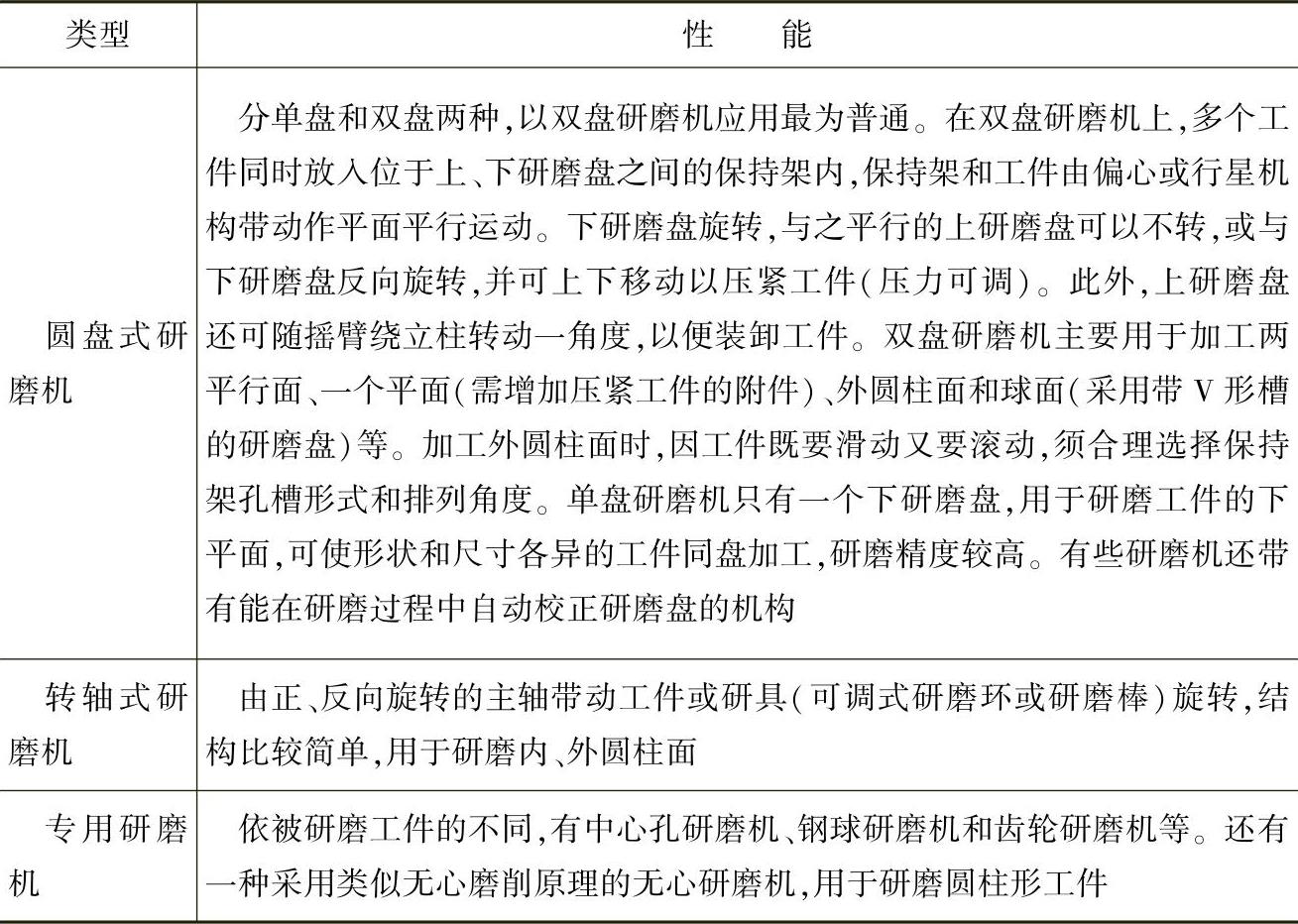
图2-13所示为圆盘式研磨机。
图2-13 圆盘式研磨机
7.工具磨床
工具磨床是用于磨削工具的磨床,如图2-14所示。

图2-14 工具磨床
8.专用磨床
专用磨床是对某类零件进行磨削的专用机床。按其加工对象不同又可分为:花键轴磨床、曲轴磨床、凸轮磨床、齿轮磨床、螺纹磨床、曲线磨床等。
1)图2-15所示为曲轴磨床。
2)图2-16所示为齿轮磨床。
3)螺纹磨床是用成形砂轮作为磨具加工精密螺纹的加工机床。螺纹磨床主要用于机器制造业的生产车间和工具车间,以刀具厂和量具厂中生产螺纹加工工具和螺纹量具的车间中用得最多。螺纹磨床有多种类型,最典型的是万能螺纹磨床。
图2-15 曲轴磨床
图2-16 齿轮磨床
万能螺纹磨床的机床布局与外圆磨床类似。工作台在床身上移动,作纵向进给运动。砂轮架作横向进给以便磨削不同导程角的工件,砂轮轴能在垂直面内转一定角度。为消除双向磨削时的换向间隙,在传动链中设有间隙消除机构。机床有铲磨机构和螺距累积误差校正机构。机床可用单线砂轮和多线砂轮磨削各种精密螺纹(如外螺纹、内螺纹、锥螺纹和多头螺纹等)。这种机床用途广泛,可用于加工螺纹量规、螺纹滚压轮、滚珠丝杠、滚珠螺母、蜗杆、丝锥、滚刀、螺纹铣刀和其他螺纹件,使用适当的附件还可磨削环形沟槽、齿条和搓丝板等。这种机床结构复杂,附件多,主要用于工具车间。
图2-17所示为螺纹磨床。
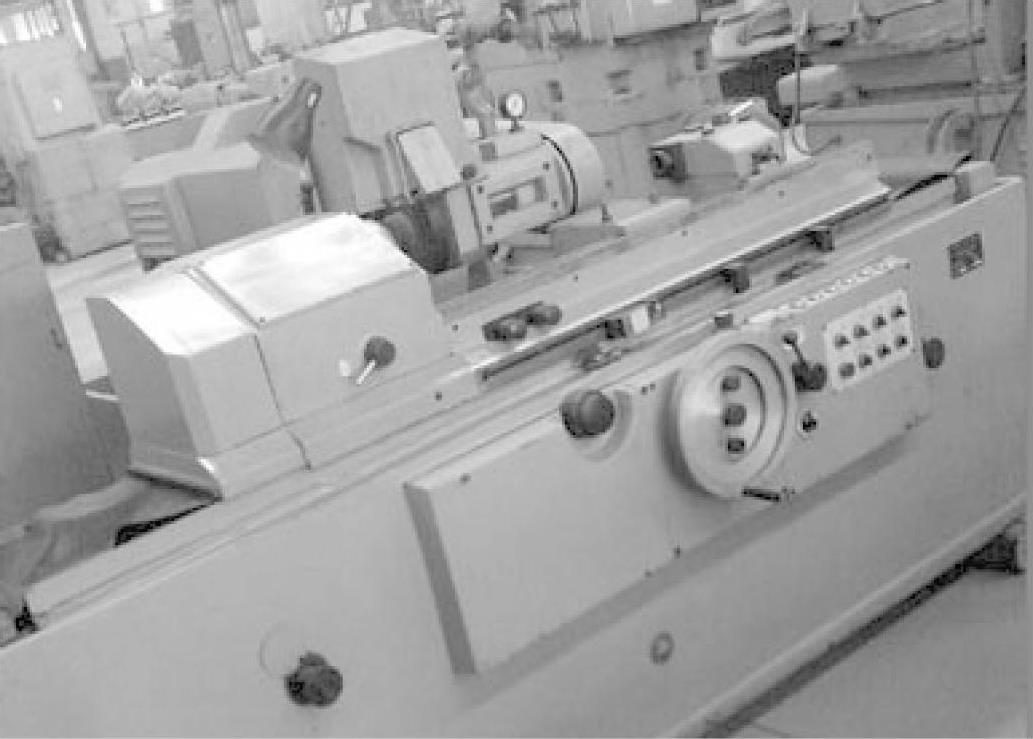
图2-17 螺纹磨床
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。