



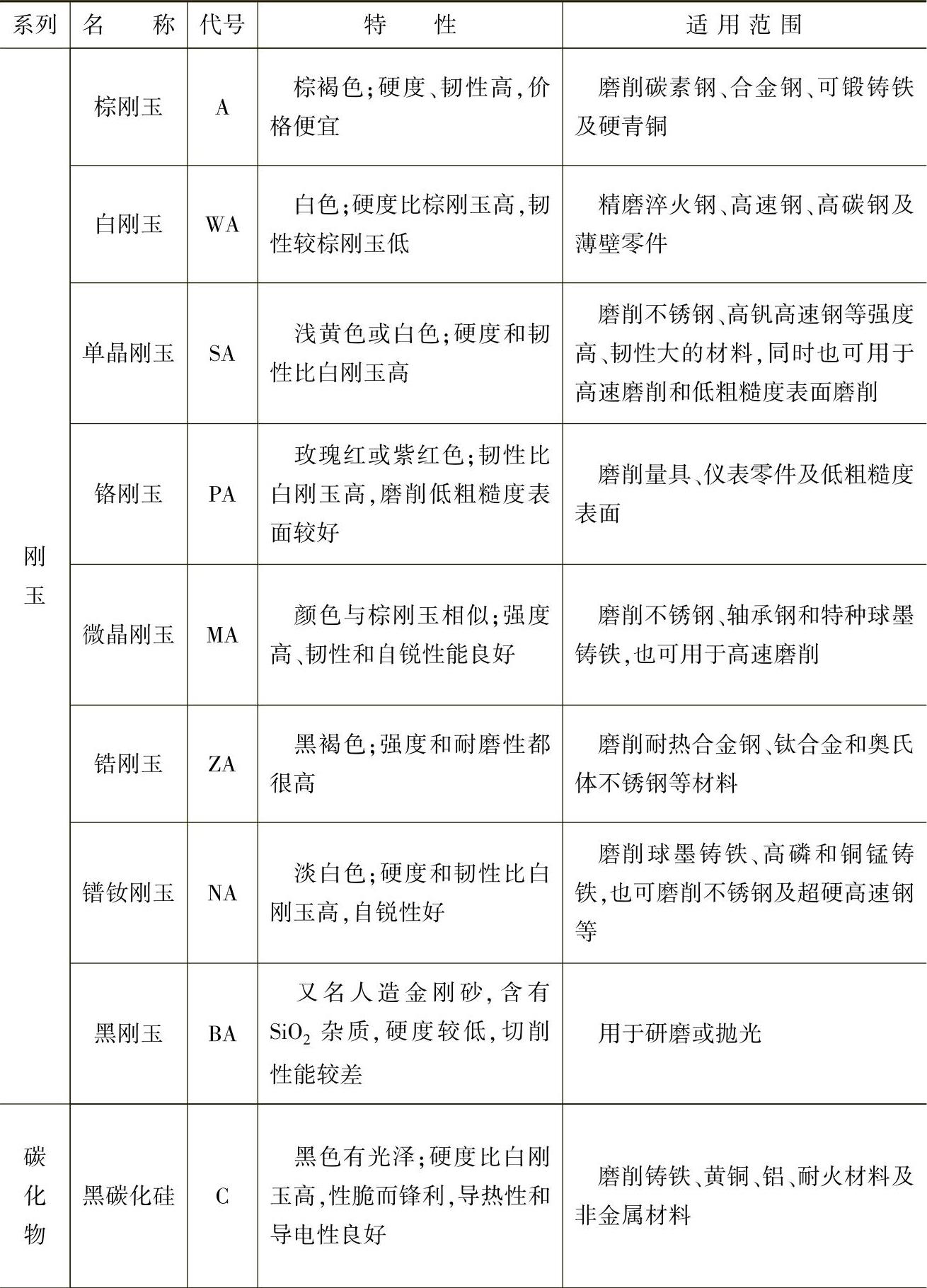
1.普通磨料的代号、特性及适用范围见表2-2。
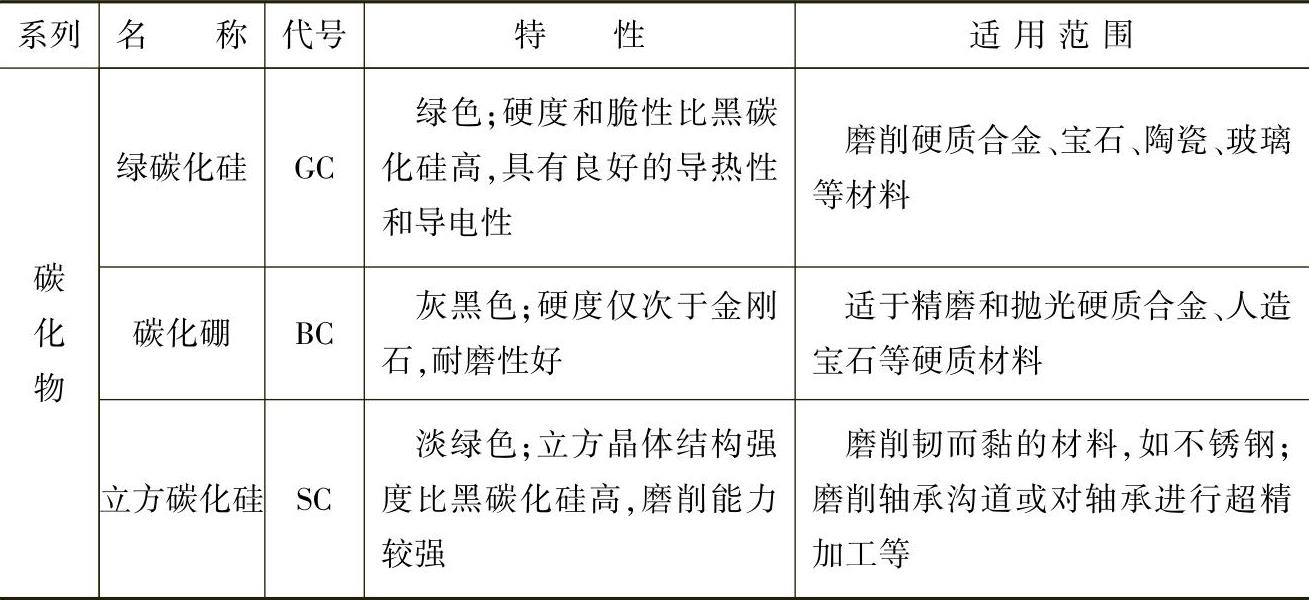
表2-2 普通磨料的代号、特性及适用范围
(续)
2.磨料粒度及其选择
粒度指磨料颗粒的大小。粒度分粗磨粒与微粉两组。国标中的粒度规格又分为“F”粒度规格和“P”粒度规格。
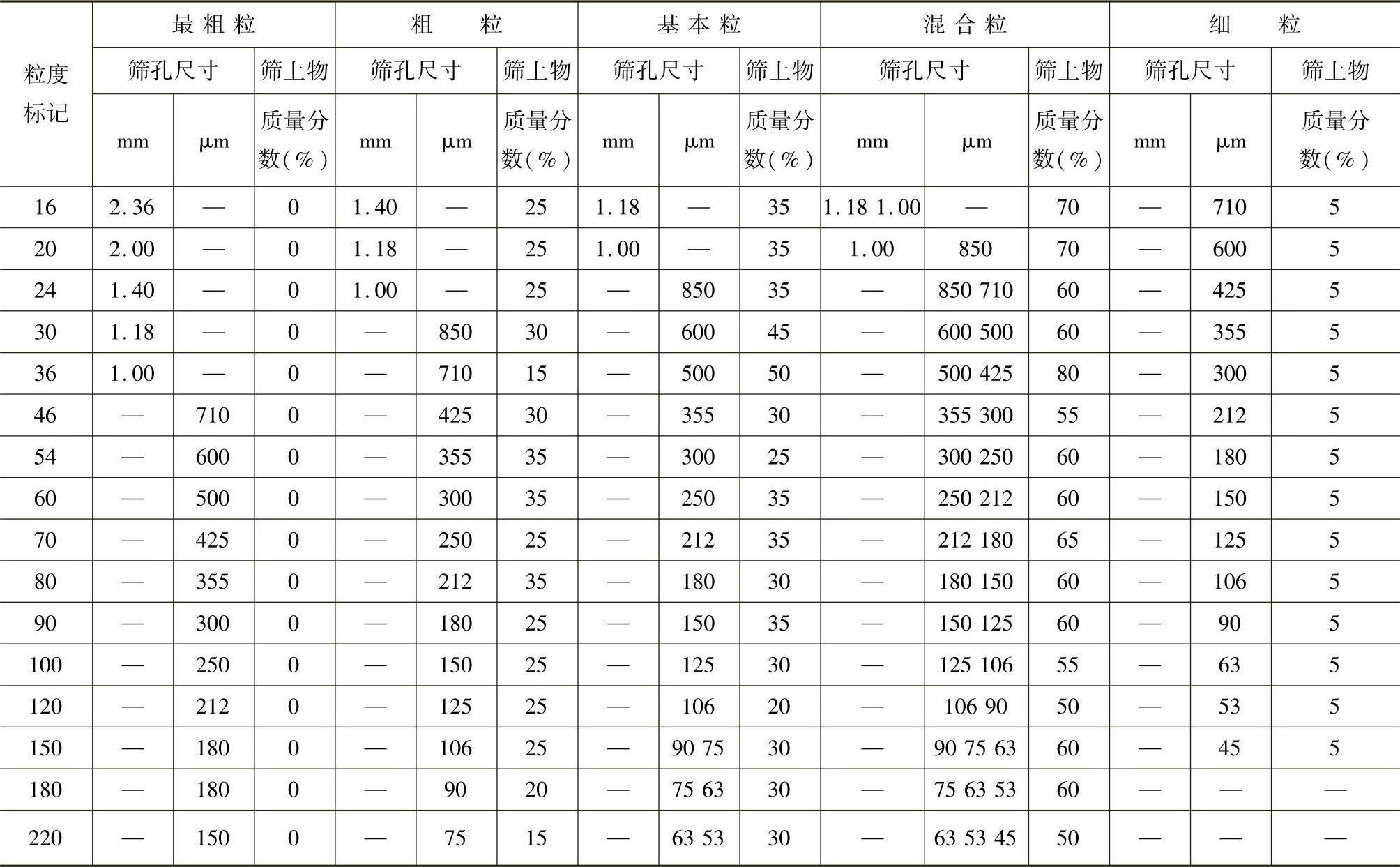
“F”粒度规格的磨料粒度号见表2-3。
“P”粒度规格使用较少,国标规定这种粒度规格的磨料共有28个粒度号,前15个粒度号较粗,为粗磨粒;后13个粒度号较细,为微粉。具体粒度号如下:
P12、P16、P20、P24、P30、P36、P40、P50、P60、P80、P100、P120、P150、P180、P220、P240、P280、P320、P360、P400、P500、P600、P700、P800、P1000、P1200、P1500、P2000。
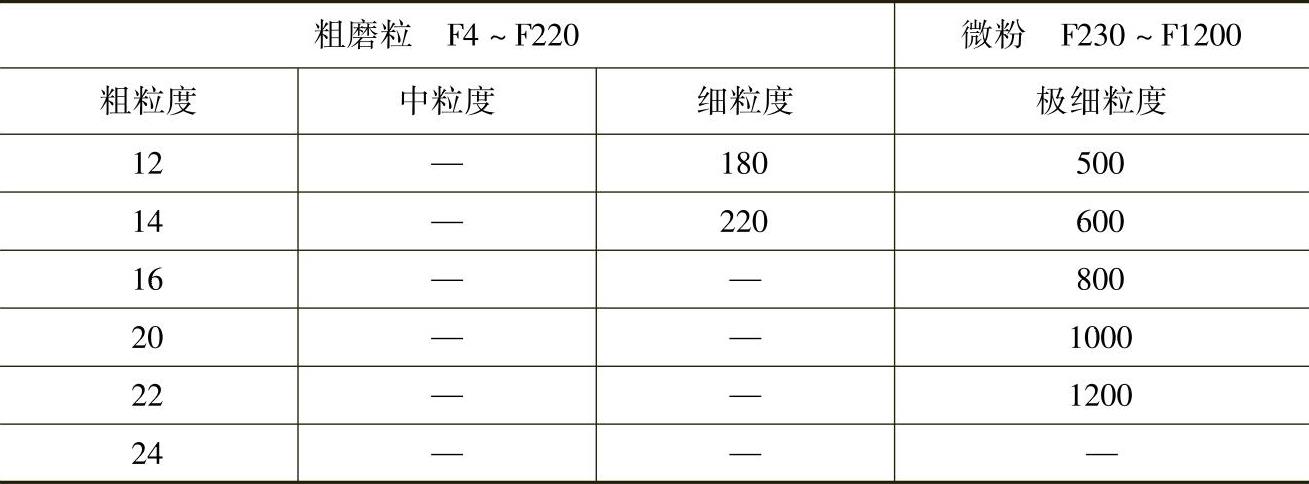
表2-3 “F”粒度规格的磨料粒度号(GB/T 2484—2006)
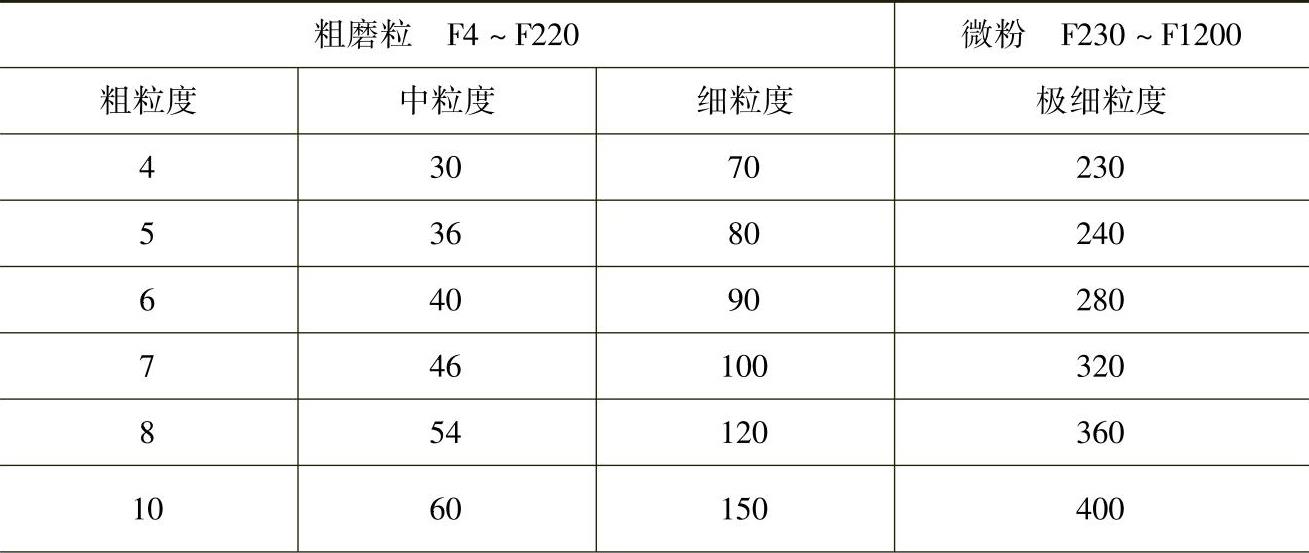
(续)
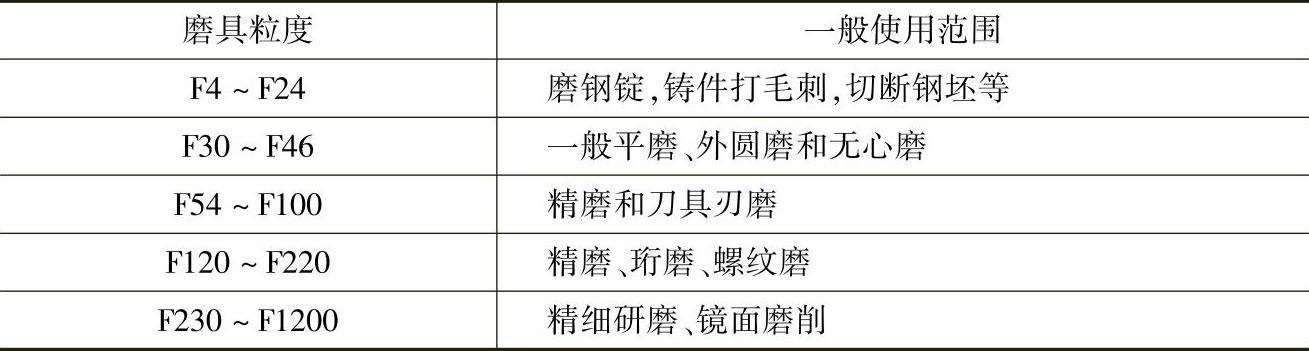
磨料粒度的选择,主要与加工表面粗糙度和生产率有关。粗磨时,磨削余量大,要求的表面粗糙度值较大,应选用较粗的磨粒。因为磨粒粗、气孔大,磨削深度可较大,砂轮不易堵塞和发热。精磨时,余量较小,要求表面粗糙度值较低,可选取较细磨粒。一般来说,磨粒愈细,磨削表面粗糙度愈好。
不同粒度磨具的使用范围见表2-4。
表2-4 不同粒度磨具的使用范围
3.常用磨料的牌号、技术要求
(1)棕刚玉 棕刚玉磨料的代号见表2-5,棕刚玉磨料的化学成分见表2-6,喷砂抛光及其他用途的棕刚玉磨料粒度组成见表2-7。
表2-5 棕刚玉磨料的代号(GB/T 2478—2008)
 (https://www.xing528.com)
(https://www.xing528.com)
表2-6 棕刚玉磨料的化学成分(GB/T 2478—2008)

表2-7 喷砂抛光及其他用途的棕刚玉磨料粒度组成(GB/T 2478—2008)
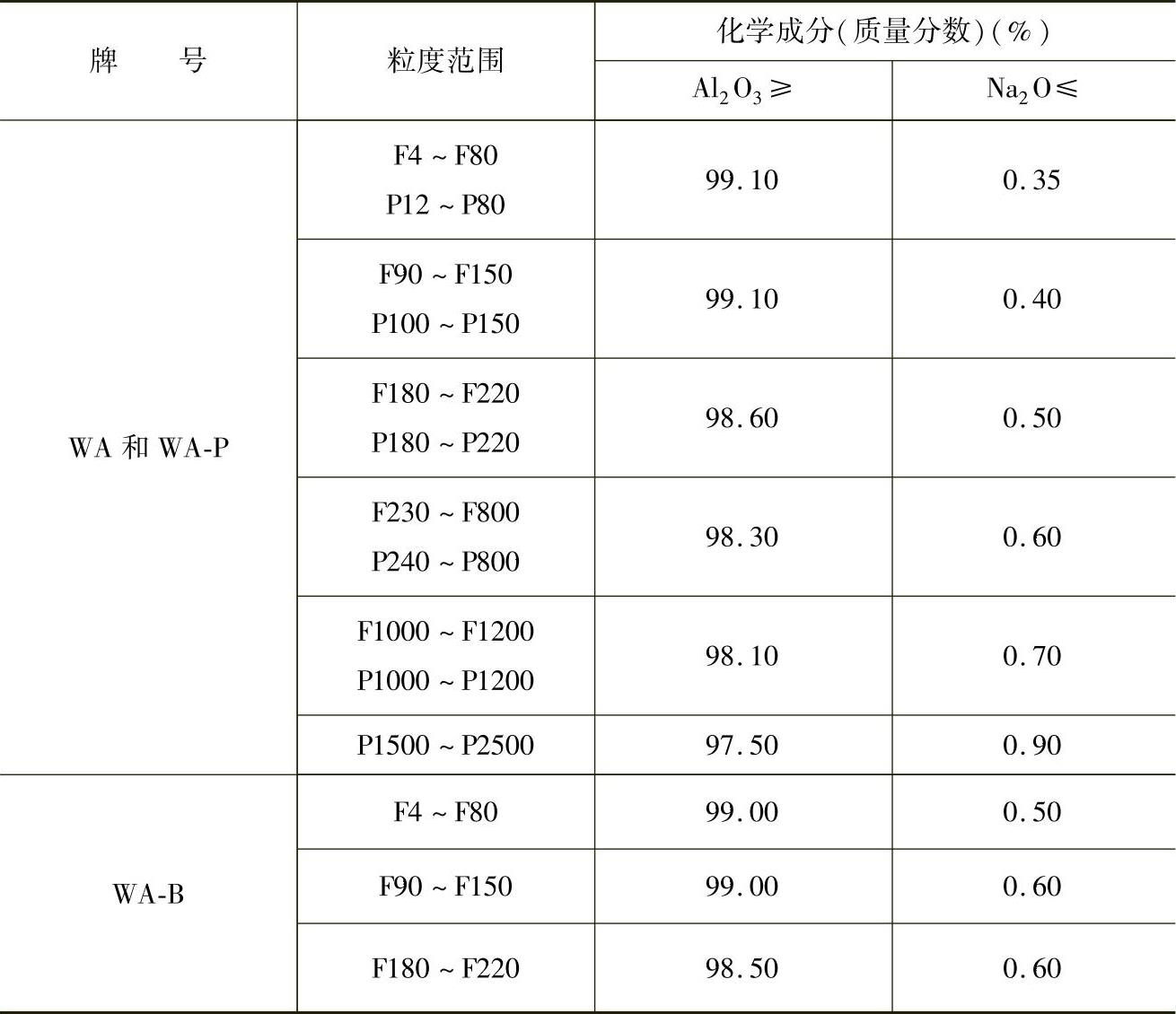
(2)白刚玉 白刚玉磨料的代号见表2-8,白刚玉磨料的化学成分见表2-9。
表2-8 白刚玉磨料的代号(GB/T 2479—2008)

表2-9 白刚玉磨料的化学成分(GB/T 2479—2008)
(3)碳化硅 碳化硅磨料的代号见表2-10,陶瓷结合剂磨具、砂带用碳化硅磨料的化学成分见表2-11,有机结合剂磨具、手工打磨的砂页用碳化硅磨料的化学成分见表2-12。
表2-10 碳化硅磨料的代号(GB/T 2480—2008)
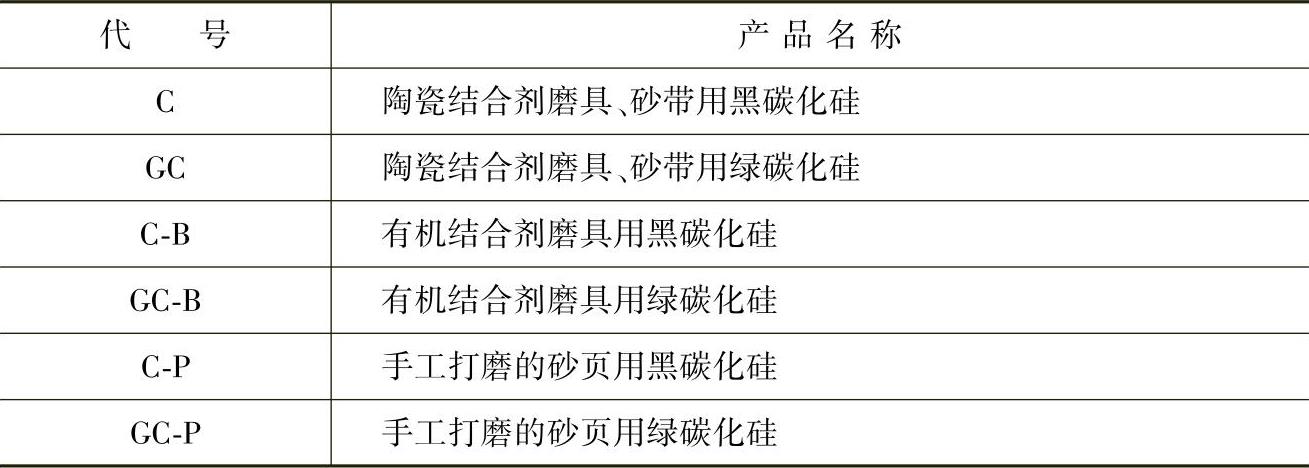
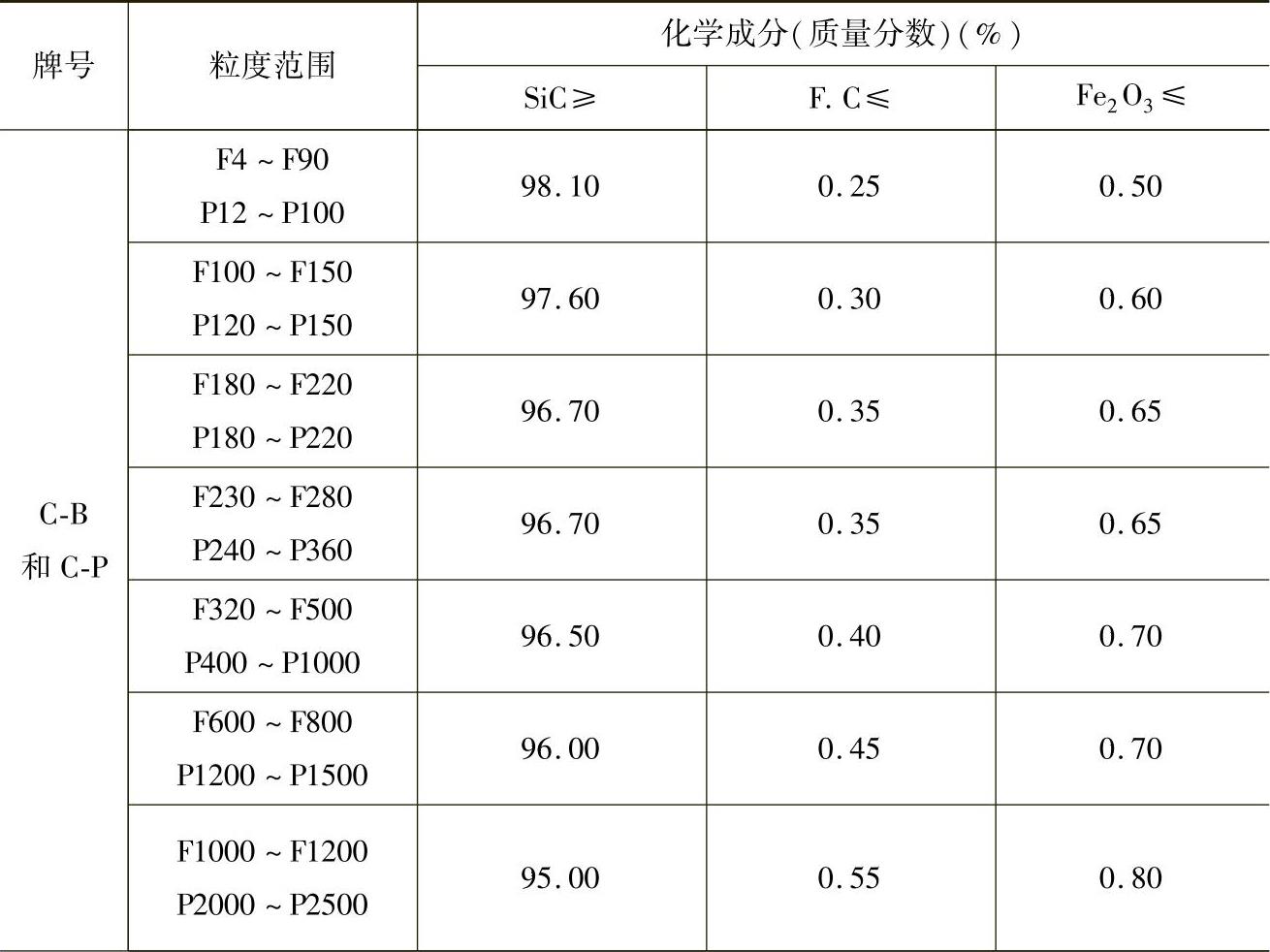
表2-11 陶瓷结合剂磨具、砂带用碳化硅磨料的化学成分(GB/T 2480—2008)
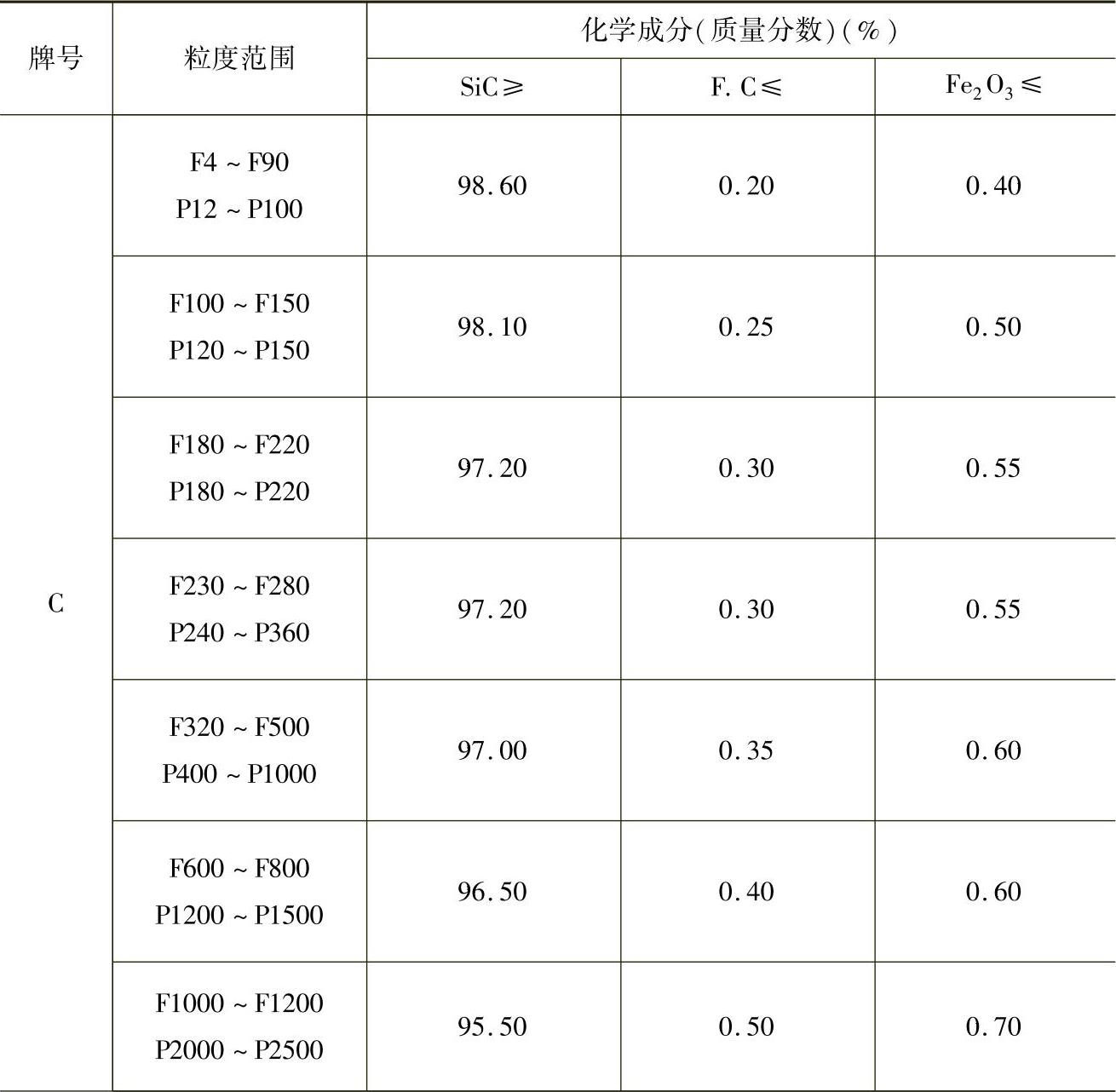
(续)

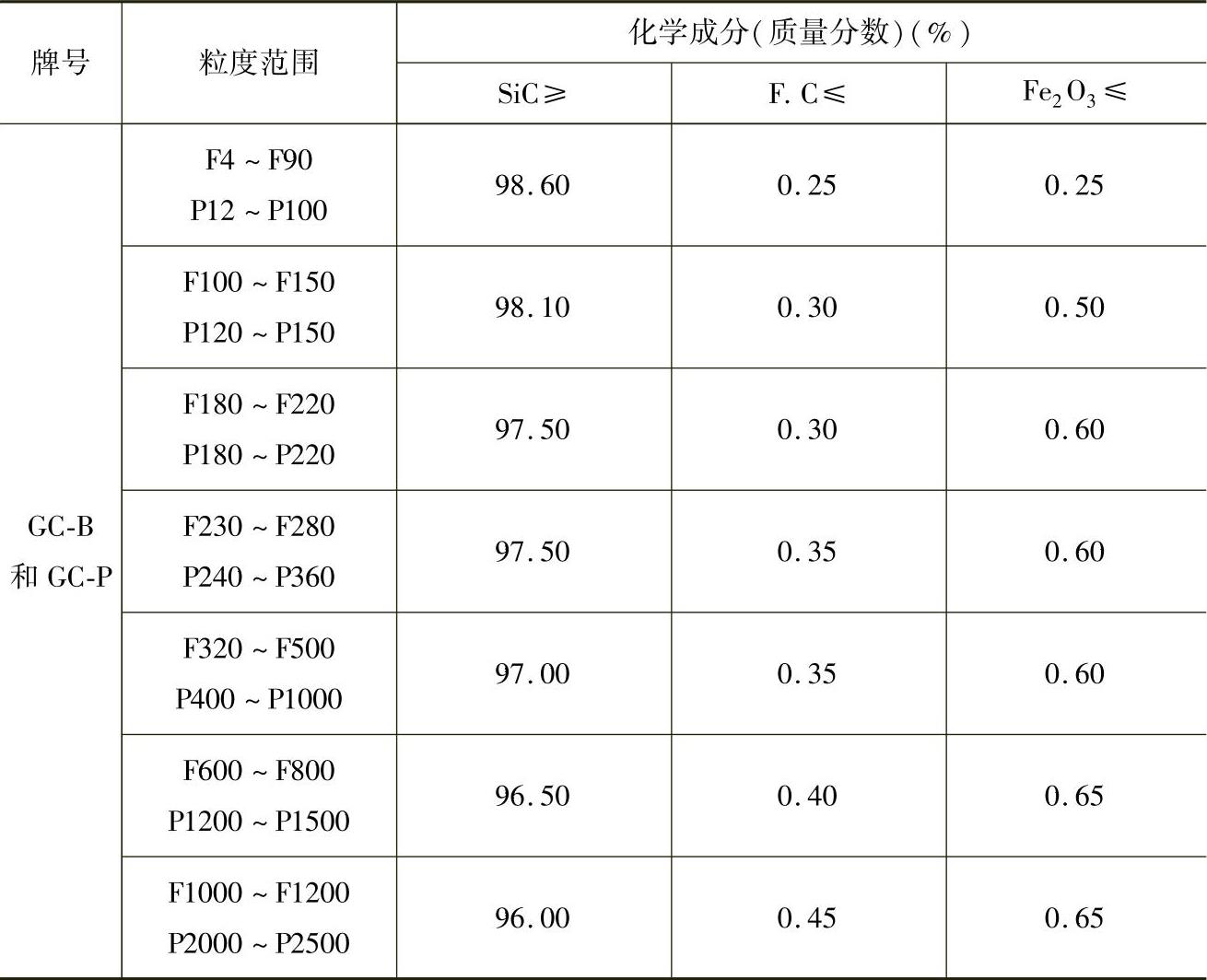
表2-12 有机结合剂磨具、手工打磨的砂页用碳化硅磨料的化学成分(GB/T 2480—2008)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。