



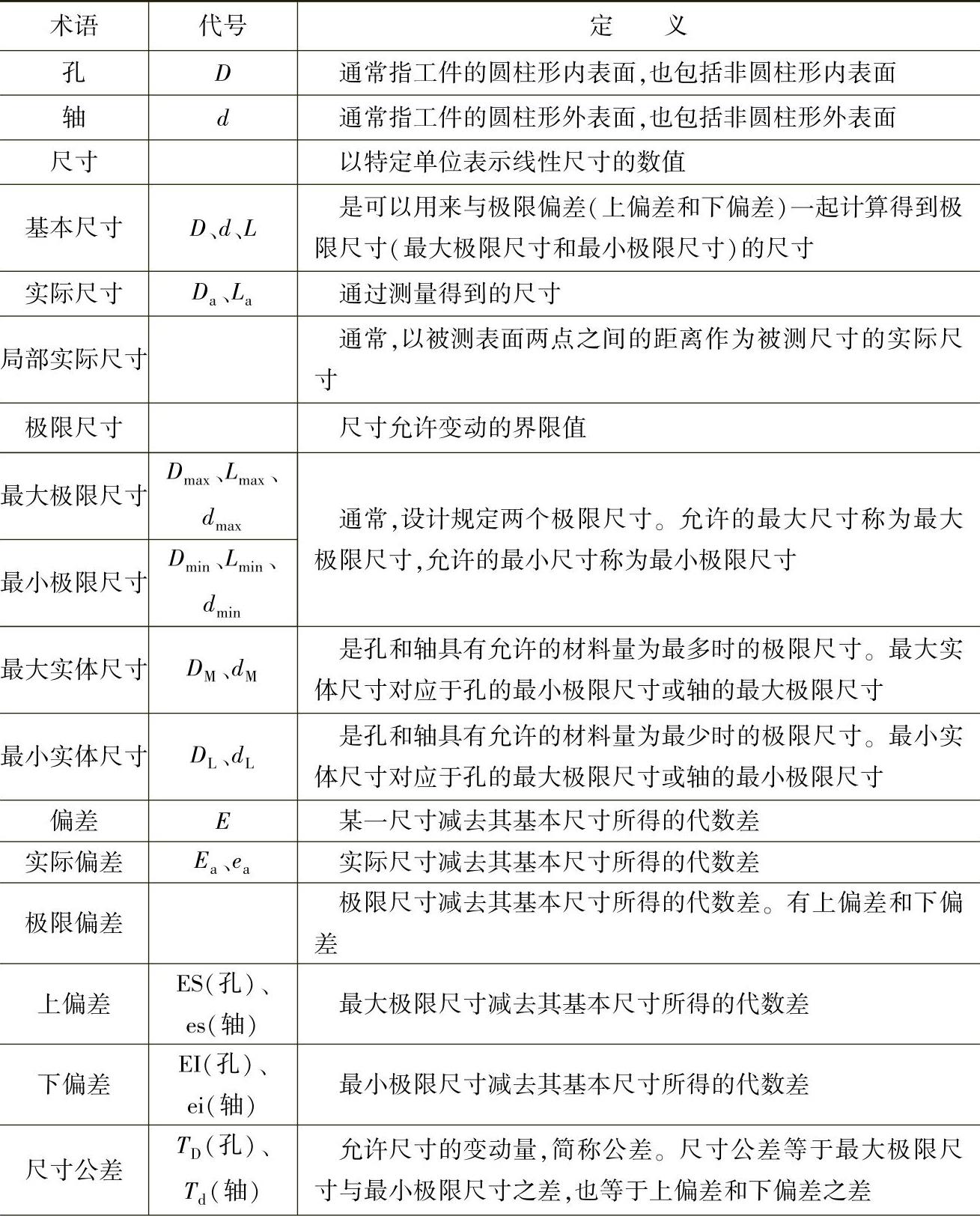
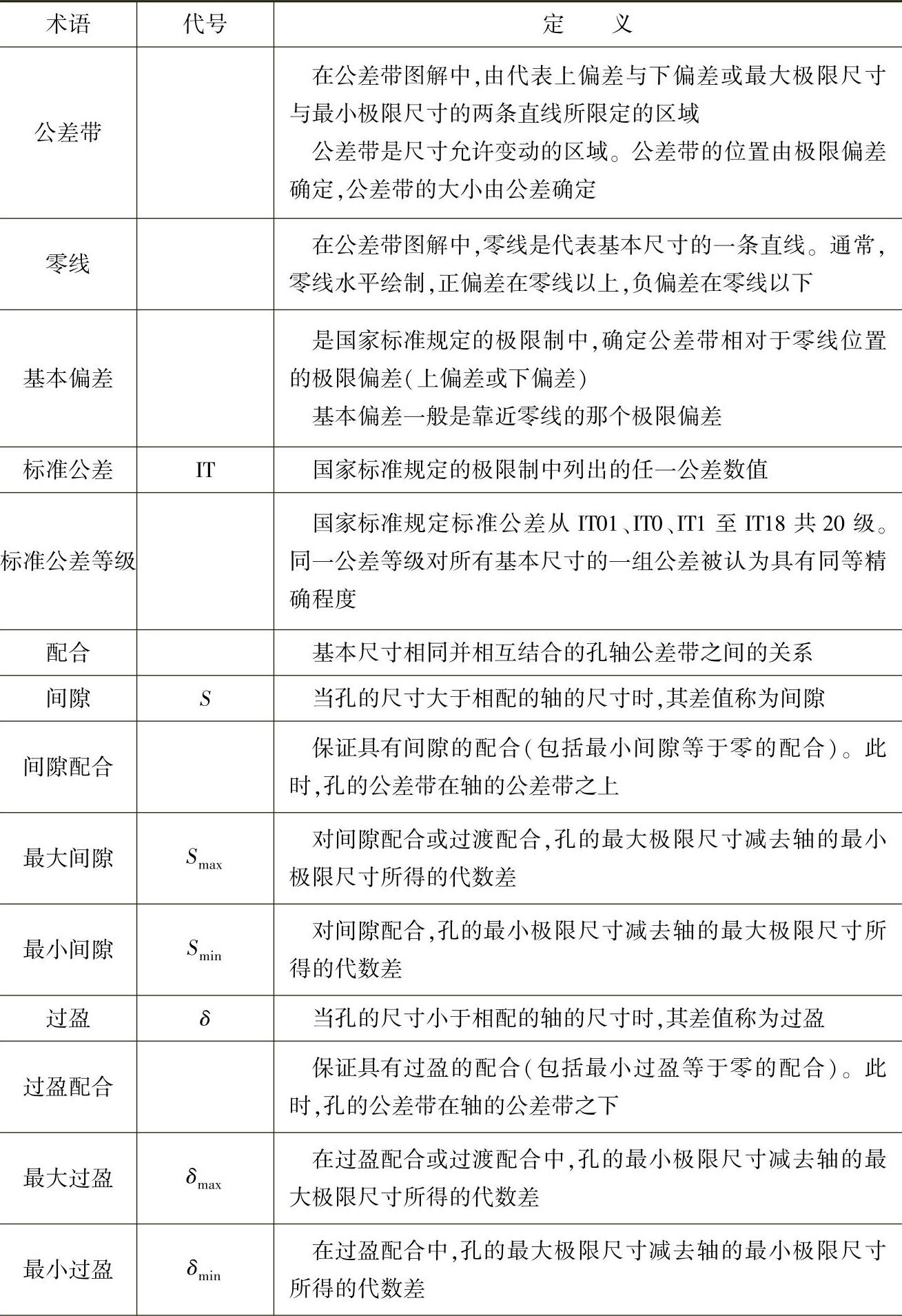
1.极限与配合的基本术语及定义
极限与配合的基本术语及定义见表1-33,示意图和标注示例见图1-5。
表1-33 极限与配合的基本术语及定义
(续)
(续)
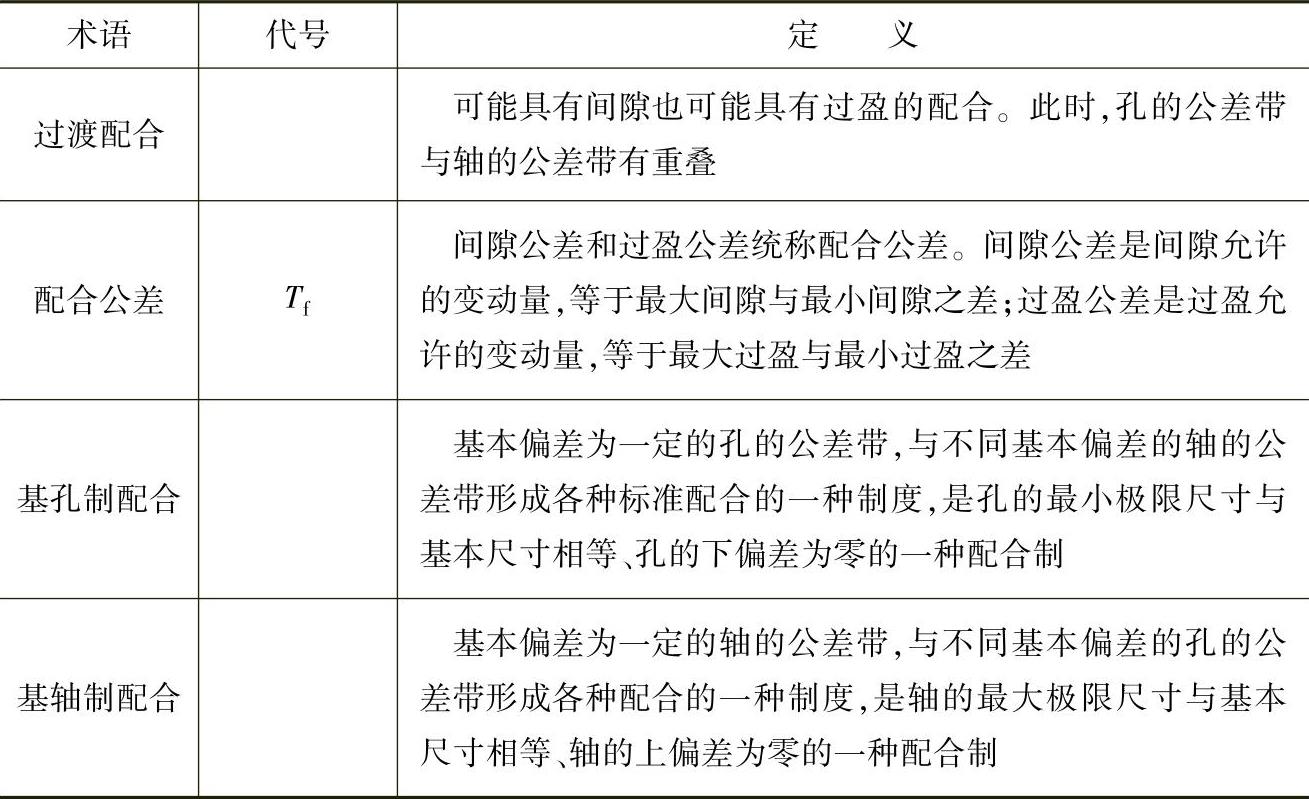
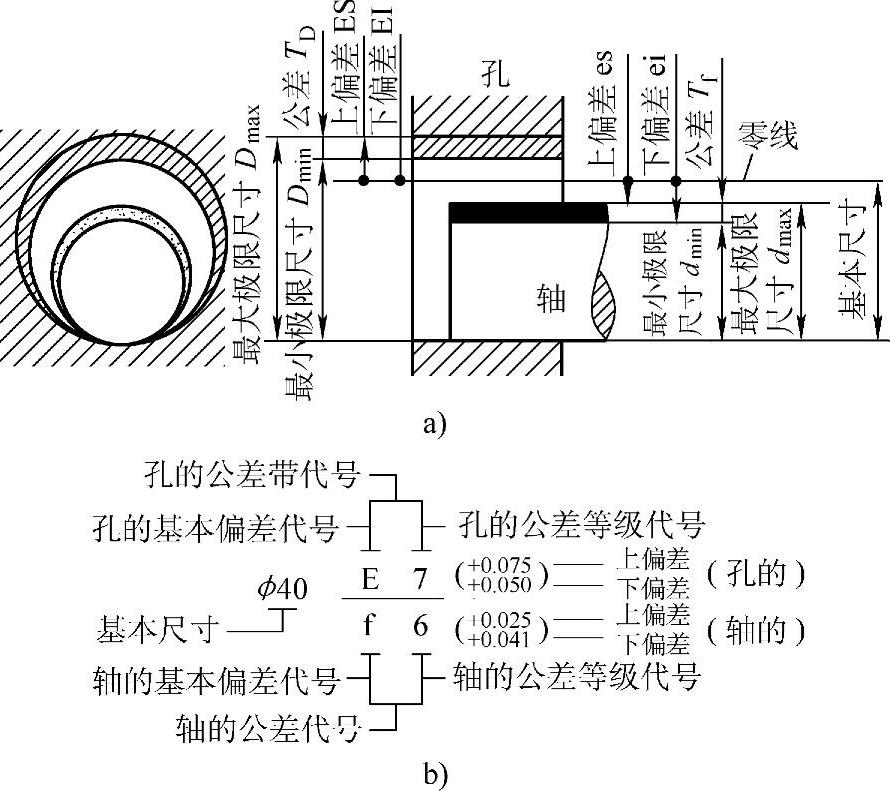
图1-5 极限与配合示意图和标注示例
a)示意图 b)标注示例
2.标准公差数值
标准公差数值与基本尺寸分段和标准公差等级有关,见表1-34。
表1-34 标准公差数值
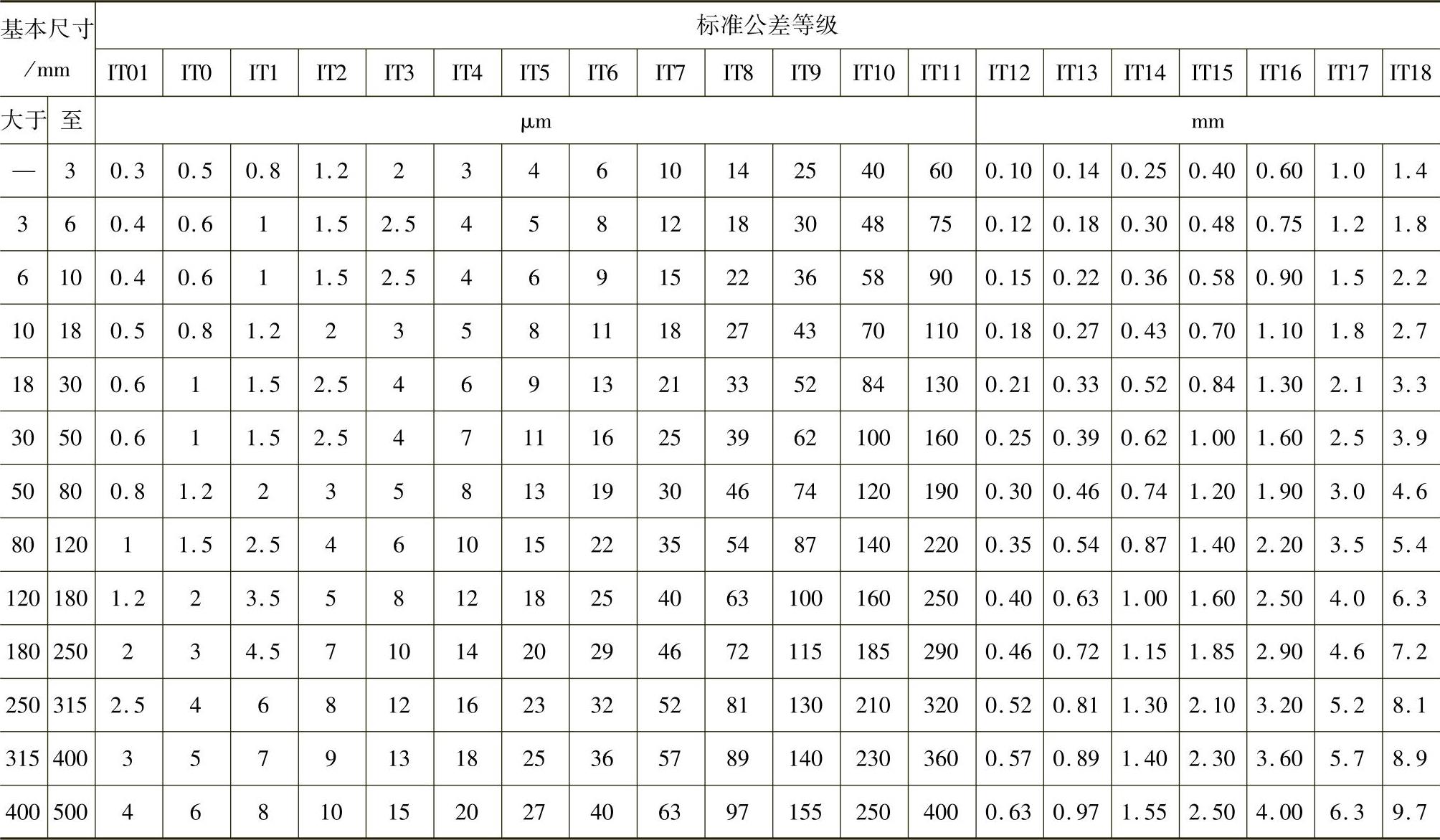
注:基本尺寸小于或等于1mm时,无IT14~IT18。
3.基本偏差
(1)基本偏差系列(图1-6)
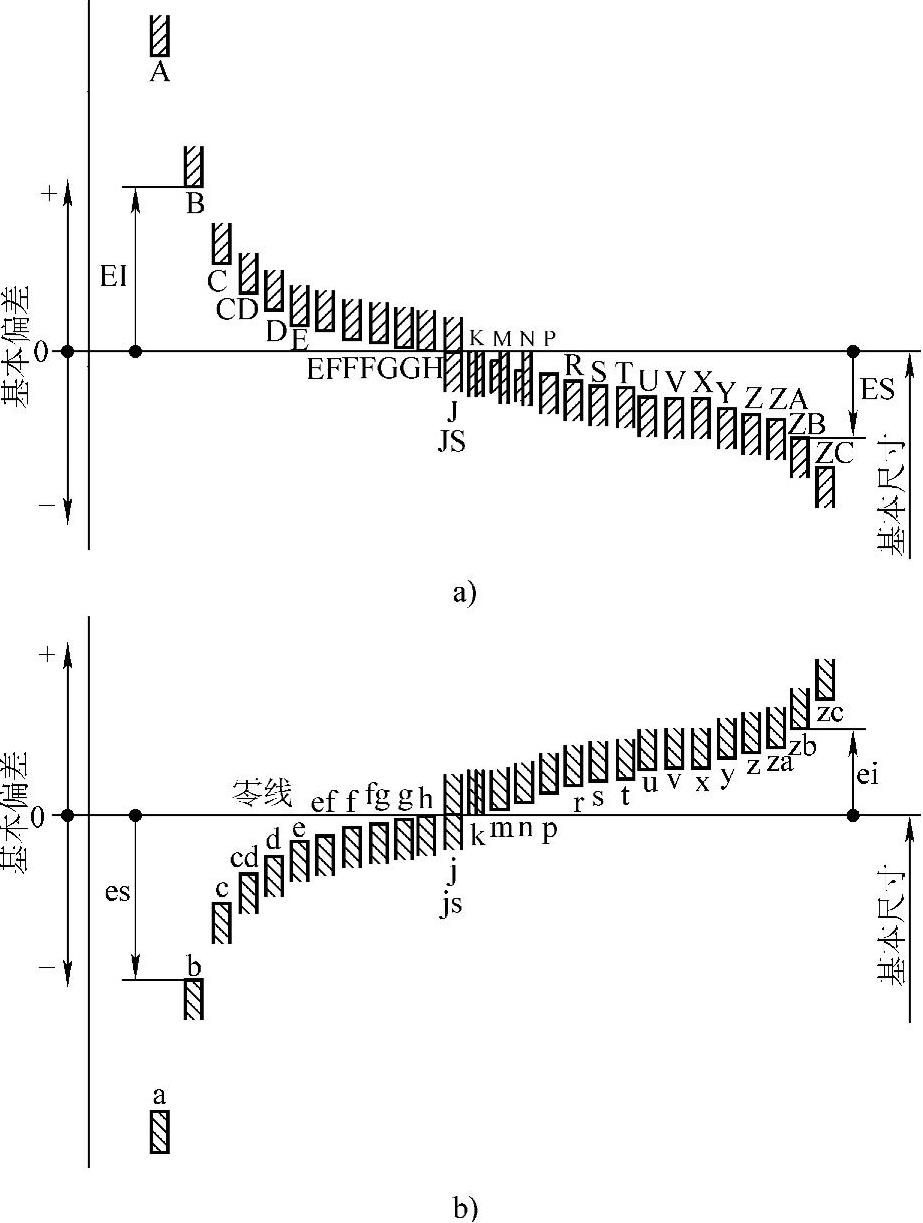
图1-6 基本偏差系列
a)孔的基本偏差系列 b)轴的基本偏差系列
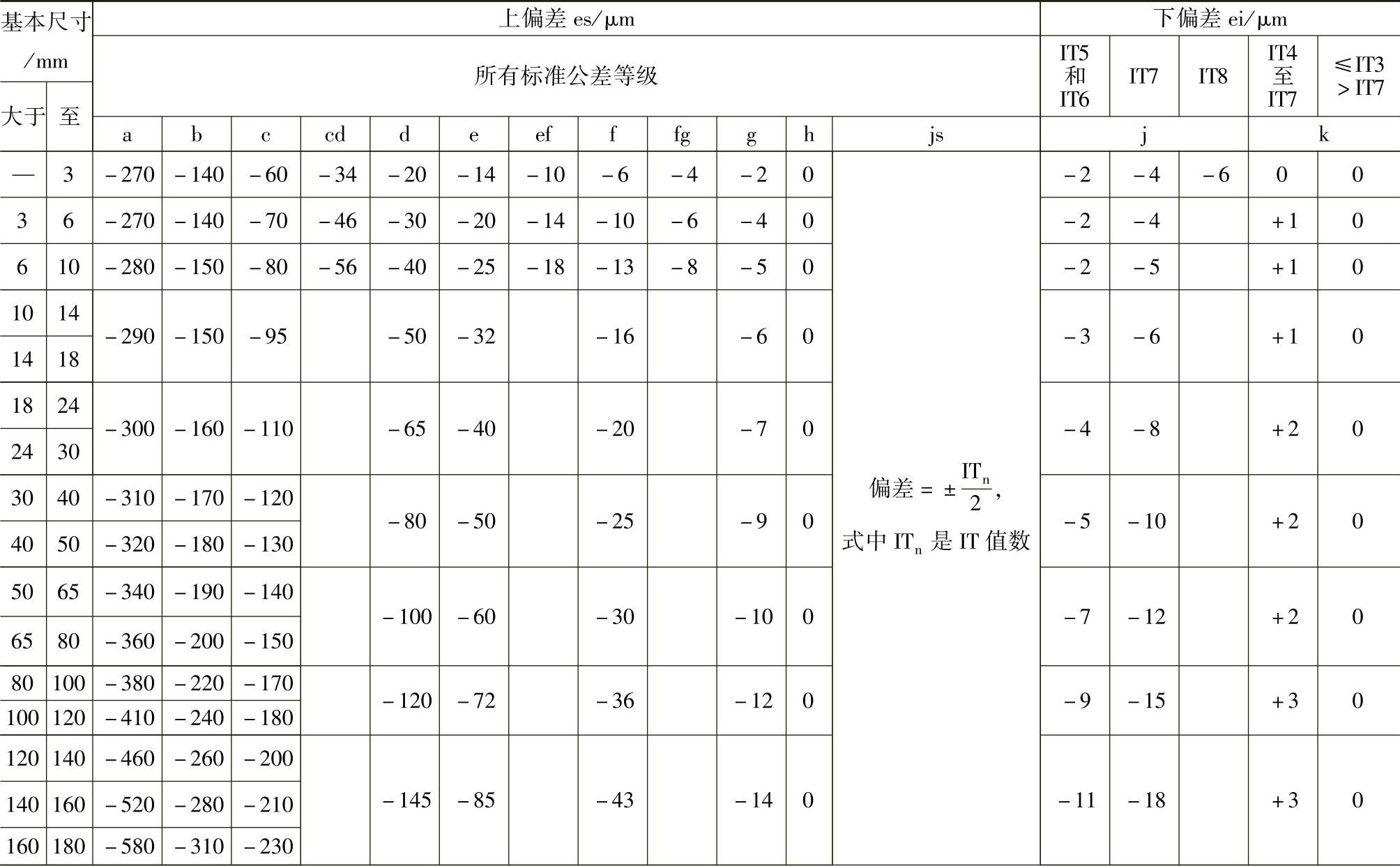
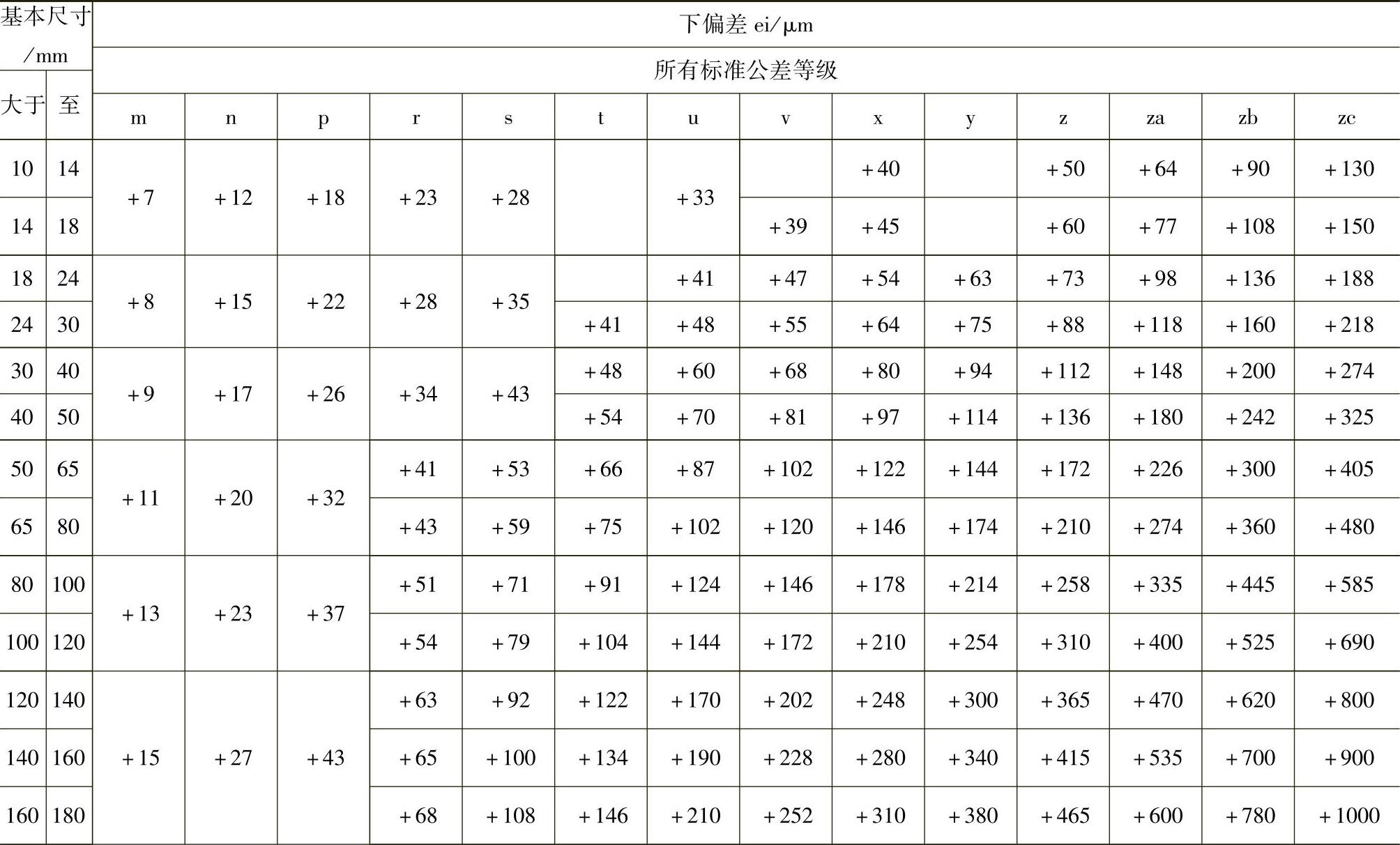
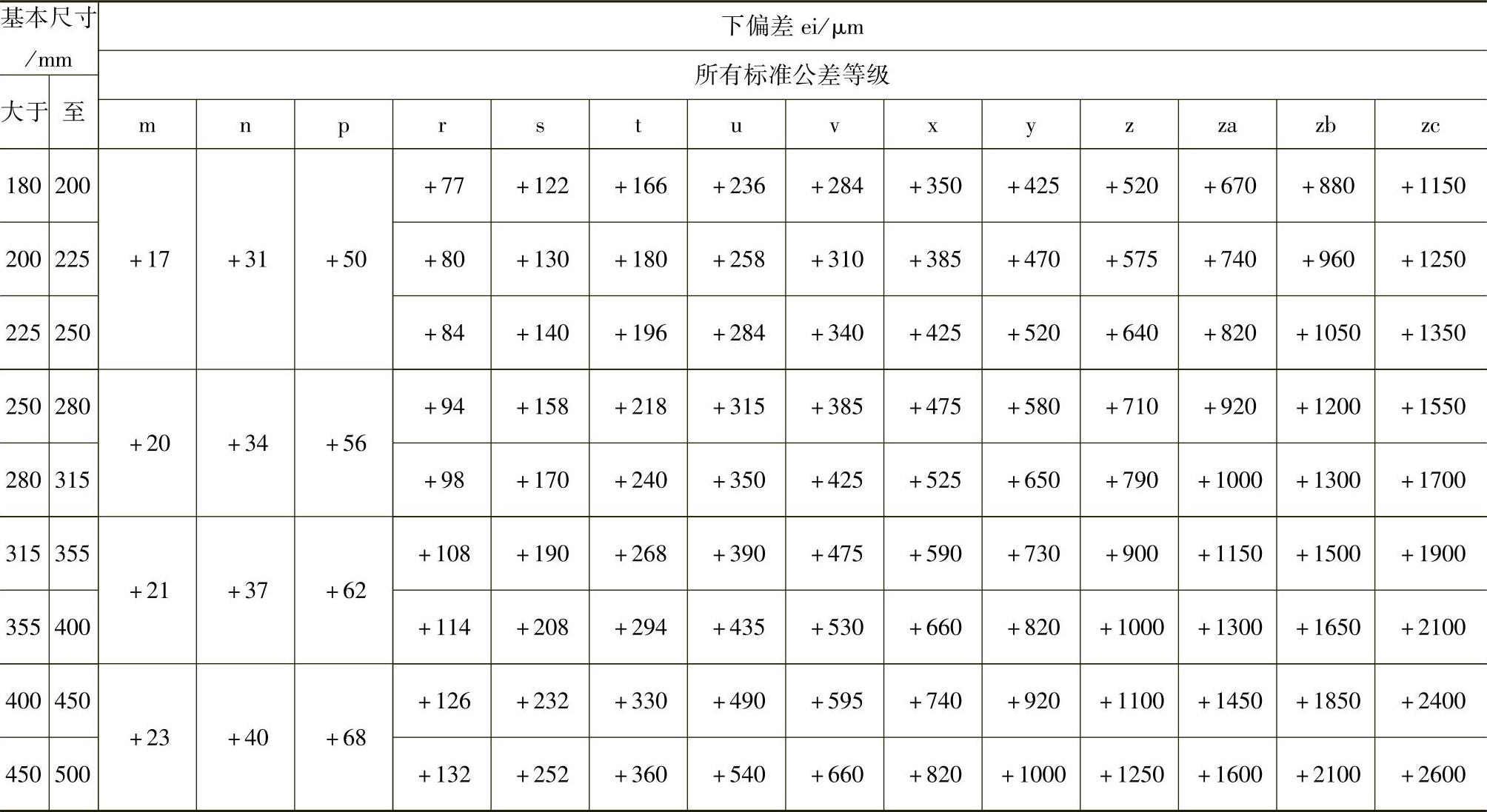
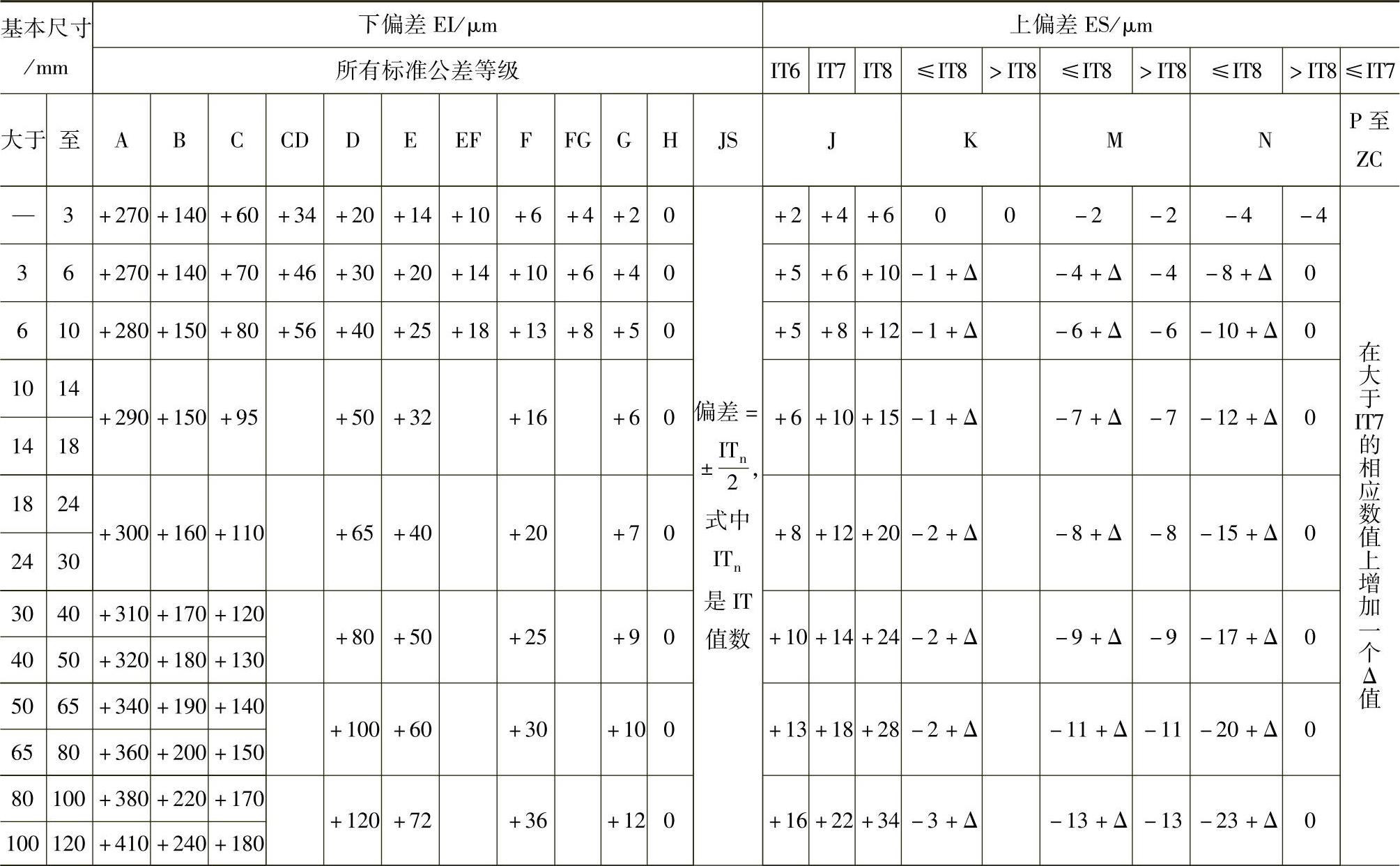
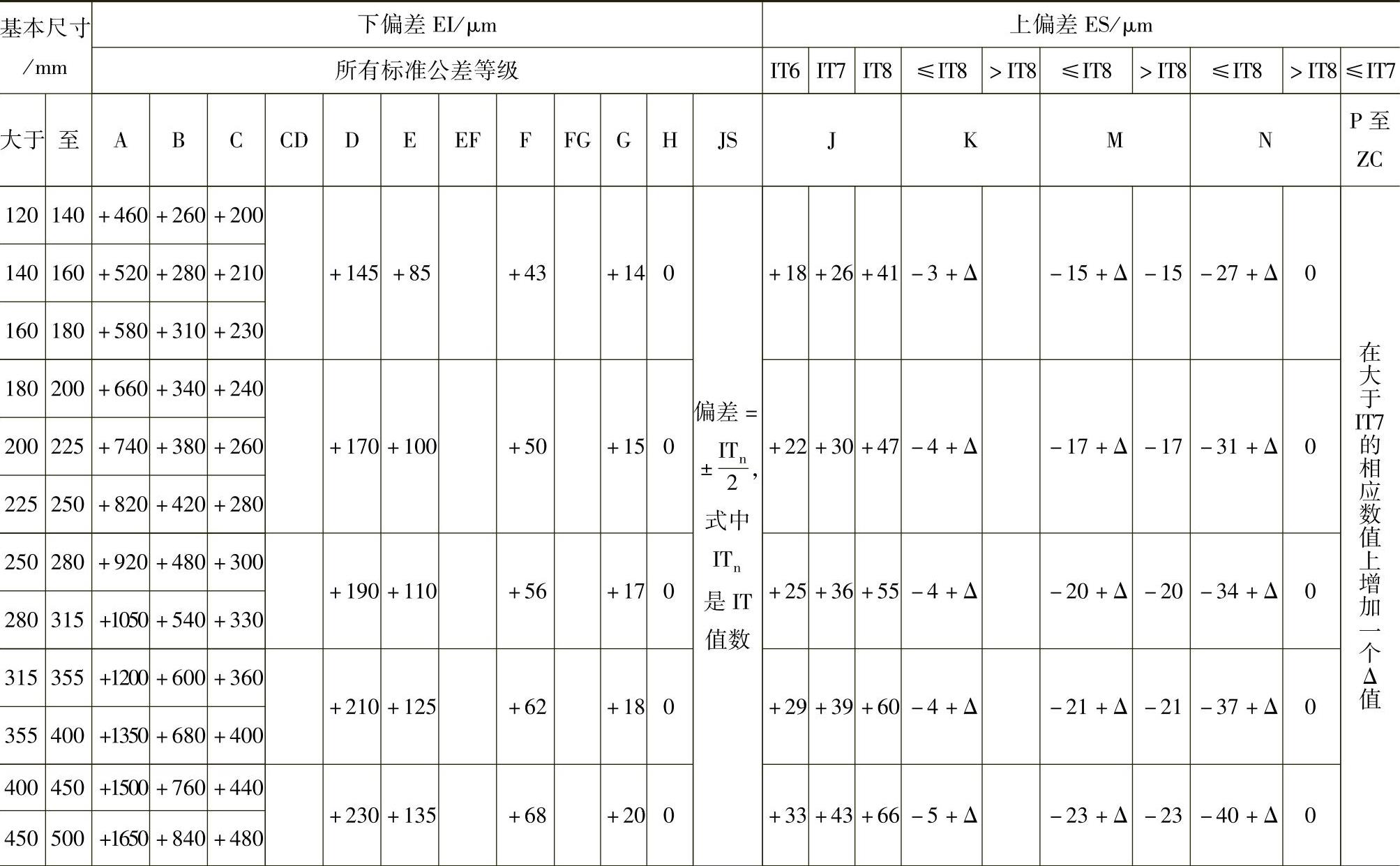
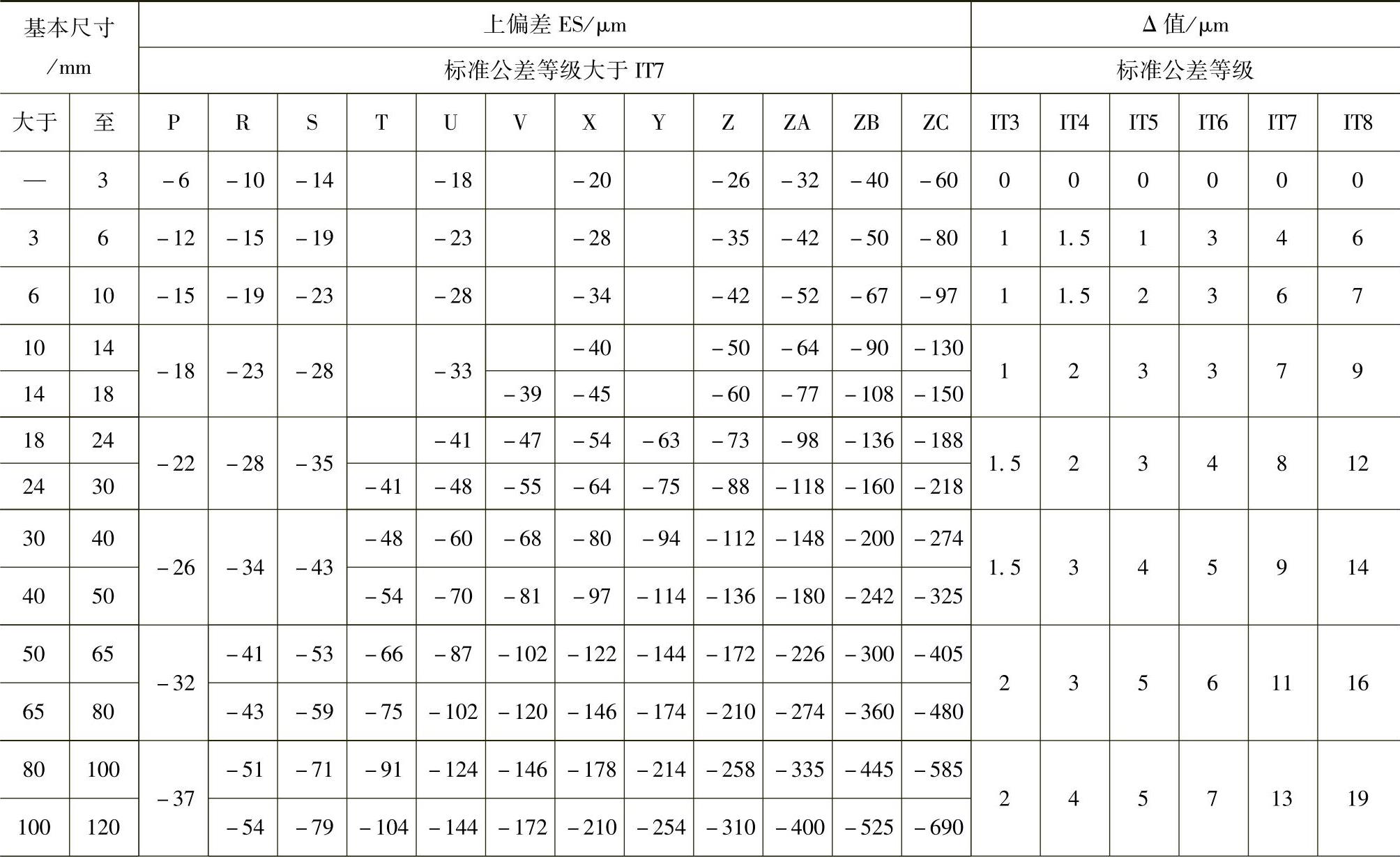
(2)基本偏差数值 轴的基本偏差数值见表1-35,孔的基本偏差数值见表1-36。
表1-35 轴的基本偏差数值
(续)
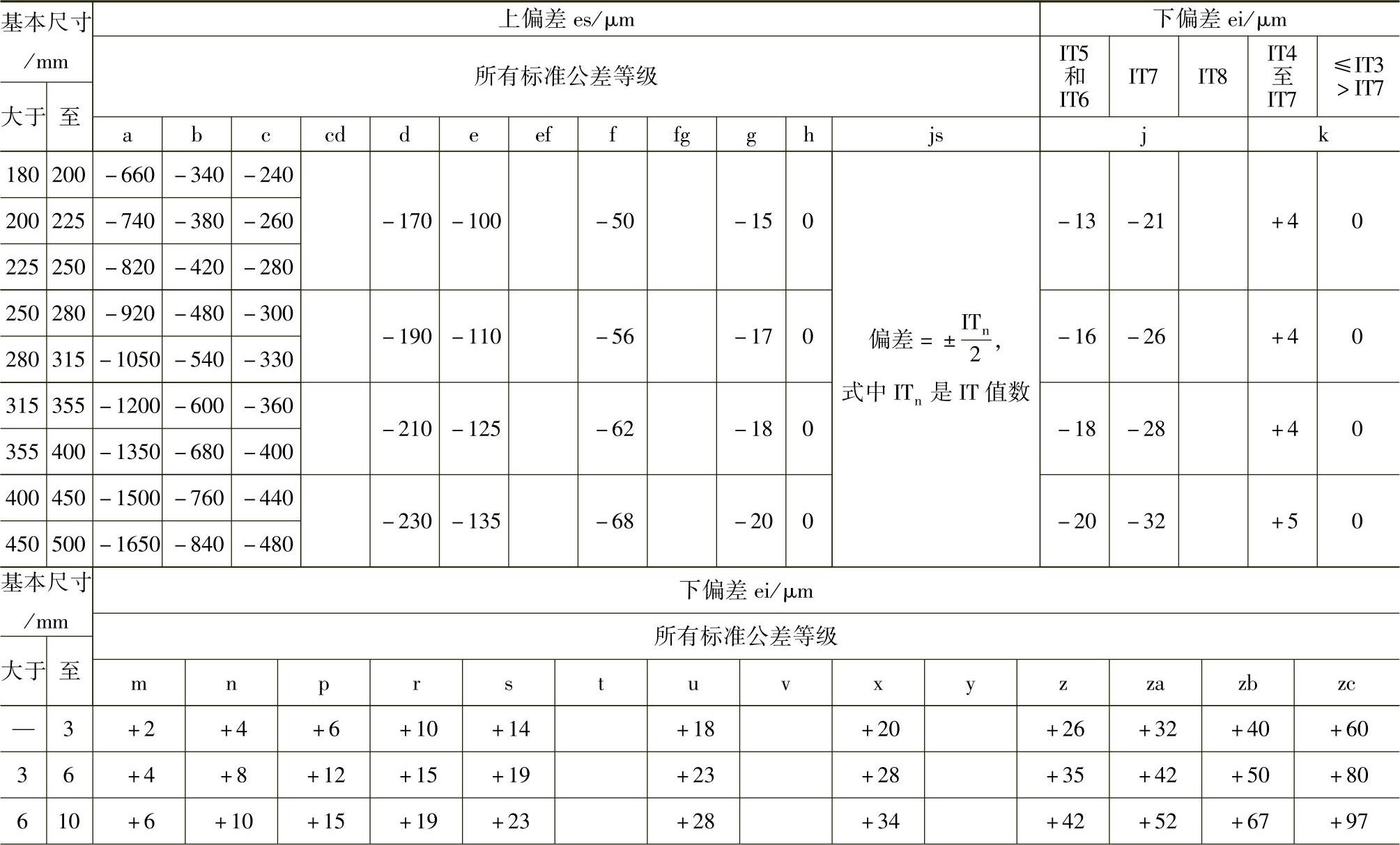
(续)
(续)
注:1.基本尺寸小于或等于1mm时,基本偏差a和b均不采用。
2.公差带js7至js11,若ITn值数是奇数,则取偏差= 。
。
表1-36 孔的基本偏差数值
(续)
(续)
(续)

注:1.基本尺寸小于或等于1mm时,基本偏差A和B及大于IT8的N均不采用。
2.公差带JS7至JS11,若ITn值数是奇数,则取偏差= 。
。
4.一般、常用和优先使用的公差带(尺寸≤500mm)
(1)一般、常用和优先使用的轴的公差带(图1-7)
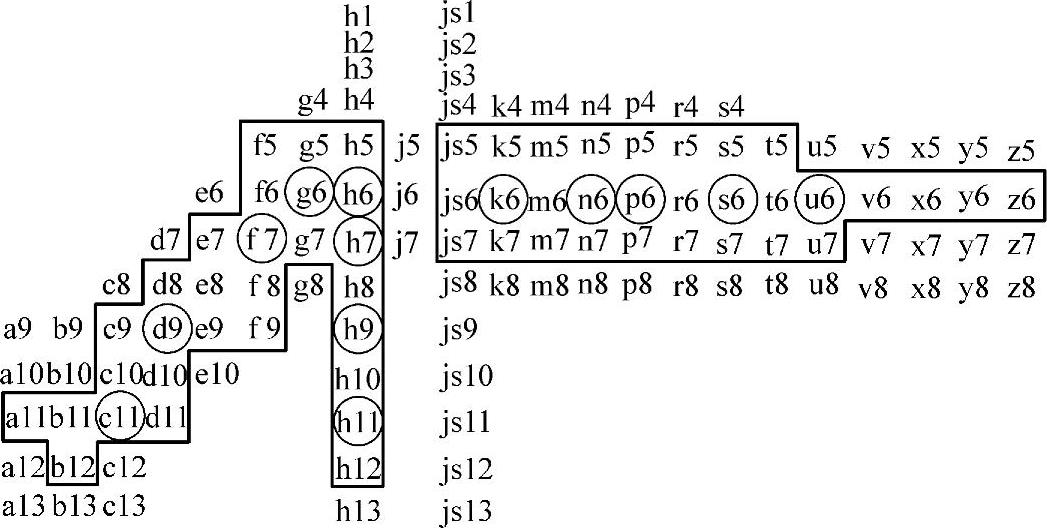
图1-7 一般、常用优先轴公差带
注:1.轴的一般公差带共119个(包括常用和优先使用的)。
2.方框中的为常用公差带,共59个(包括优先使用的)。
3.圆圈中的为优先公差带,共13个。
(2)一般、常用和优先使用的孔的公差带(图1-8)
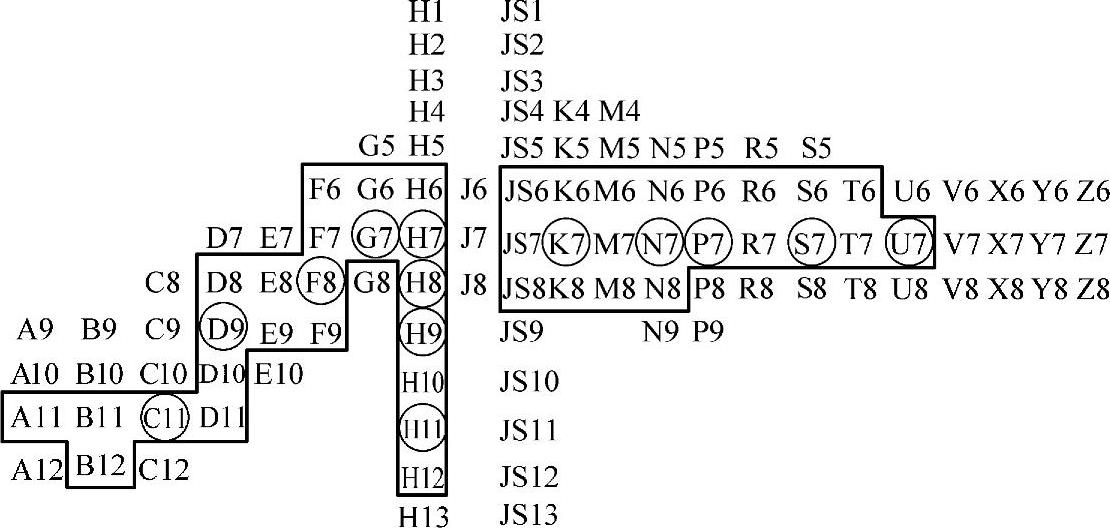
图1-8 一般、常用优先孔公差带
注:1.孔的一般公差带共105个(包括常用和优先使用的)。
2.方框中的为常用公差带,共44个(包括优先使用的)。
3.圆圈中的为优先公差带,共13个。
5.极限偏差(https://www.xing528.com)
(1)极限偏差计算 对于基本尺寸一定的孔或轴,若给定了基本偏差代号和公差等级,则其公差带的位置和大小(极限偏差)即已完全确定。现举例说明表1-34、表1-35和表1-36的应用。
【例1-1】查表确定轴ϕ20k6的极限偏差。
解:由表1-34查出,基本尺寸为>18~30mm时,IT6=13μm。
对于k6由表1-35查出,下偏差ei为+2μm,则上偏差es=ei+IT6=2μm+13μm=+15μm。
所以轴的尺寸为ϕ20+0.015+0.002mm。
【例1-2】查表确定孔ϕ20K7的极限偏差。
解:由表1-34查出,基本尺寸为>18~30mm时,IT7=21μm。
对于K7由表1-36查出,上偏差ES=-2μm+Δ=-2μm+8μm=+6μm,则下偏差EI=ES-IT7=6μm-21μm=-15μm。
所以孔的尺寸为 。
。
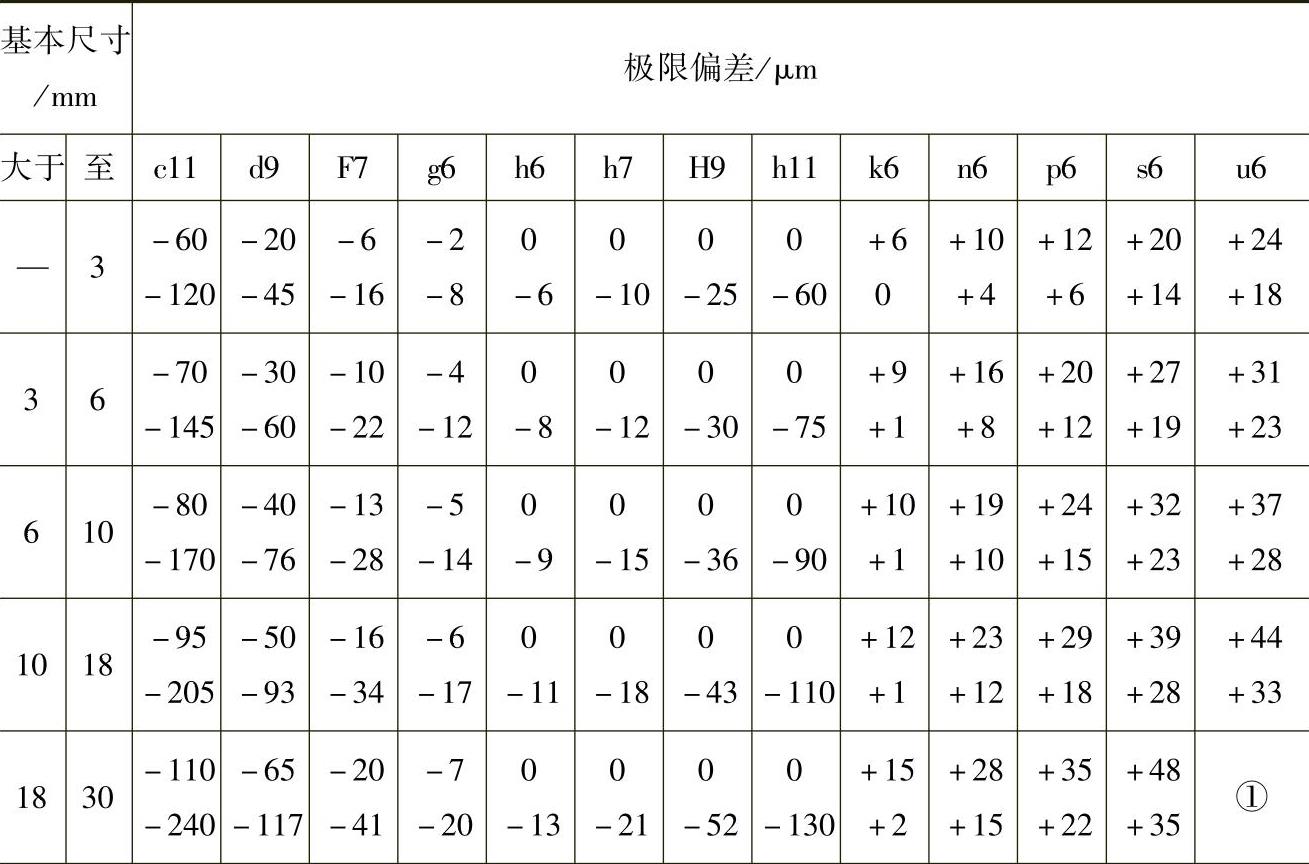
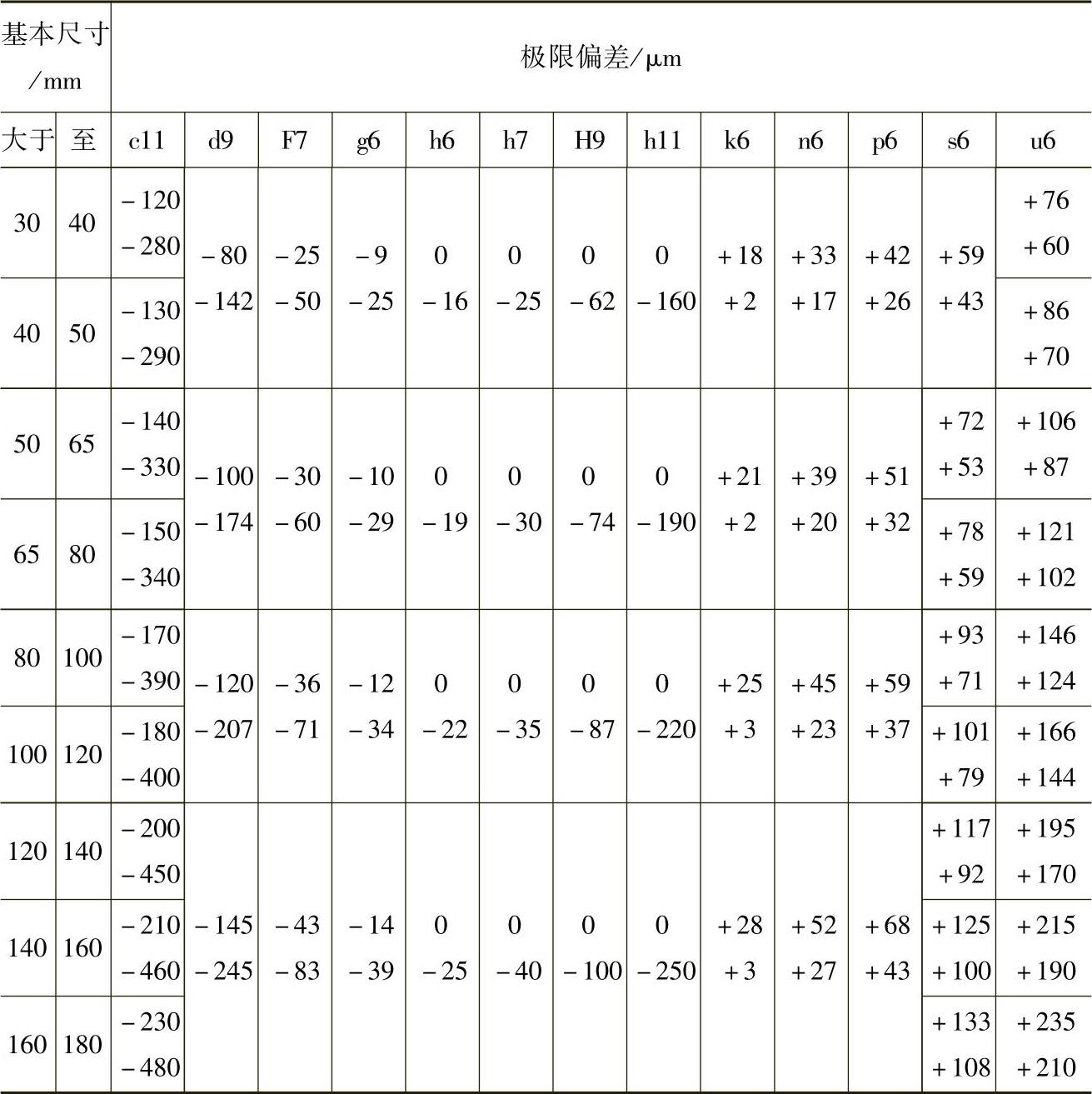
(2)优先公差带的极限偏差值 轴的优先公差带的极限偏差值见表1-37。孔的优先公差带的极限偏差值见表1-38。
表1-37 轴的优先公差带的极限偏差
(续)
①18~24mm,u6为+54+41;24~30mm,u6为+61+48。
表1-38 孔的优先公差带的极限偏差

(续)
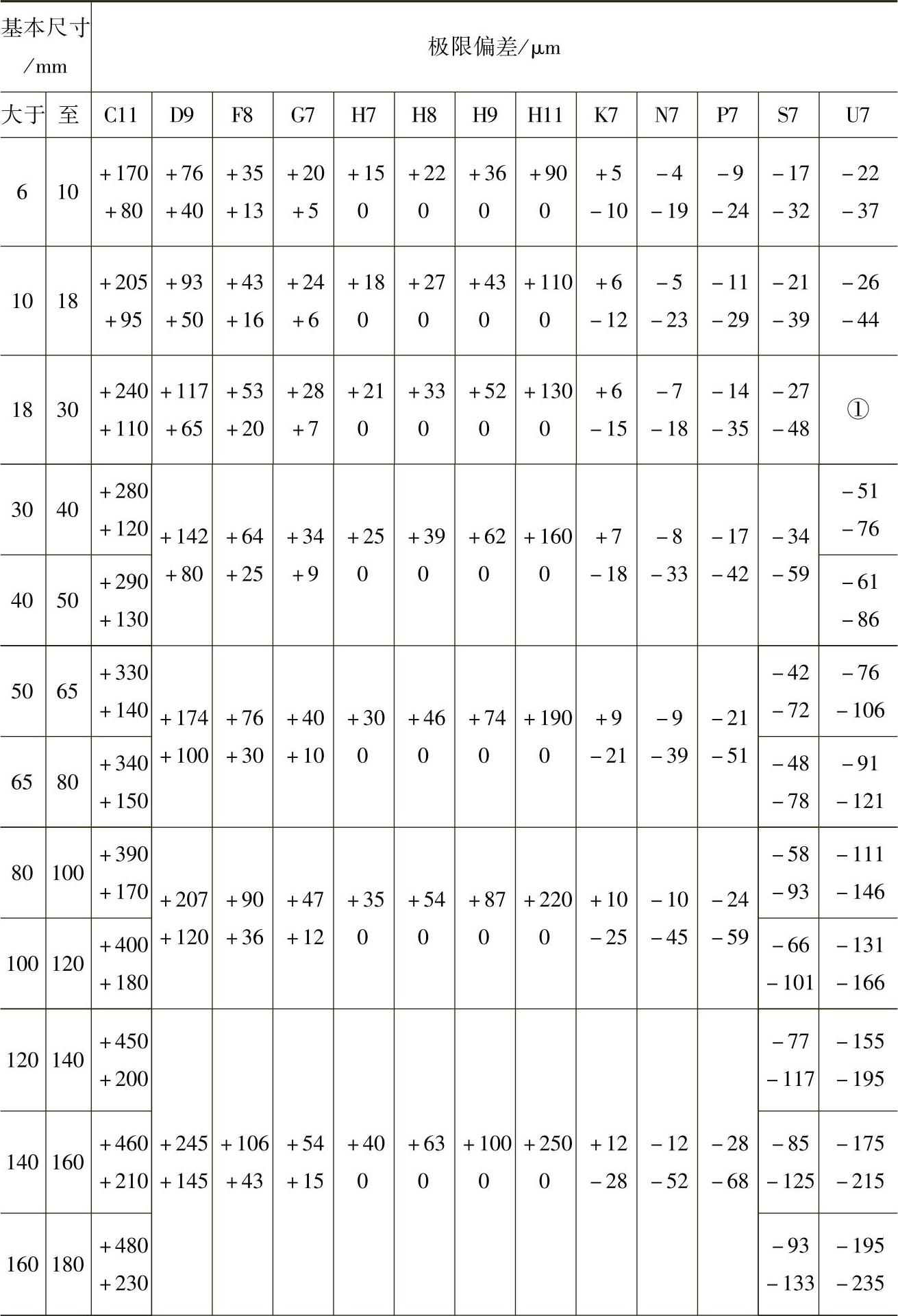
(续)
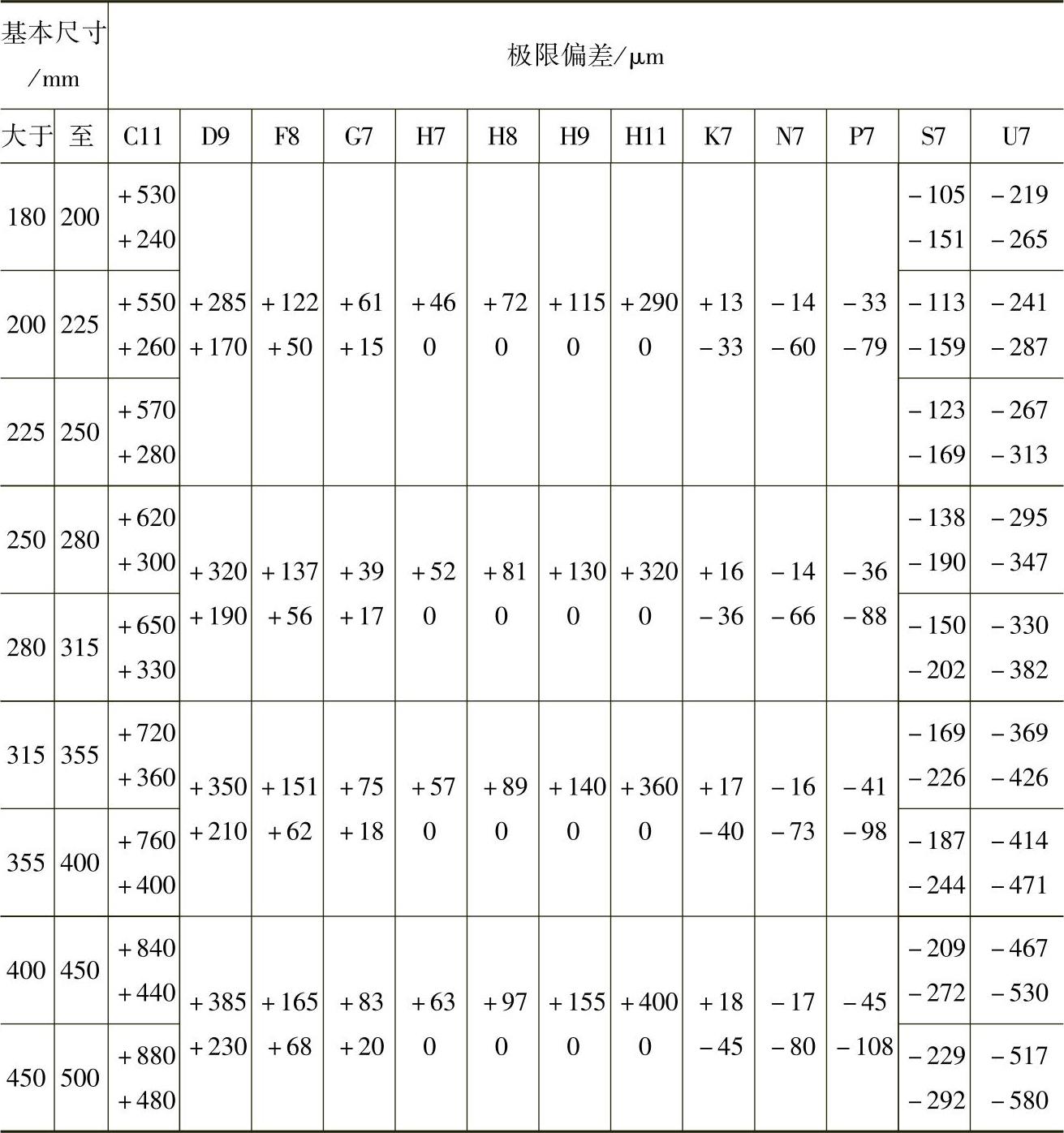
①18~24mm,U7为-33-54;24~30mm,U7为-40-61。
6.一般公差
一般公差又通称未注公差。一般公差就是在图样上不单独注出公差(极限偏差)或公差带代号,而是在图样上、技术文件或标准中作出总的说明的公差要求。一般公差主要用于较低精度的非配合尺寸。
GB/T 1804—2000规定了未注公差的线性(长度)和角度尺寸的一般公差的公差等级和极限偏差数值。它适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。
一般公差分精密、中等、粗糙、最粗共4个公差等级。各公差等级的极限偏差按尺寸分段给出。
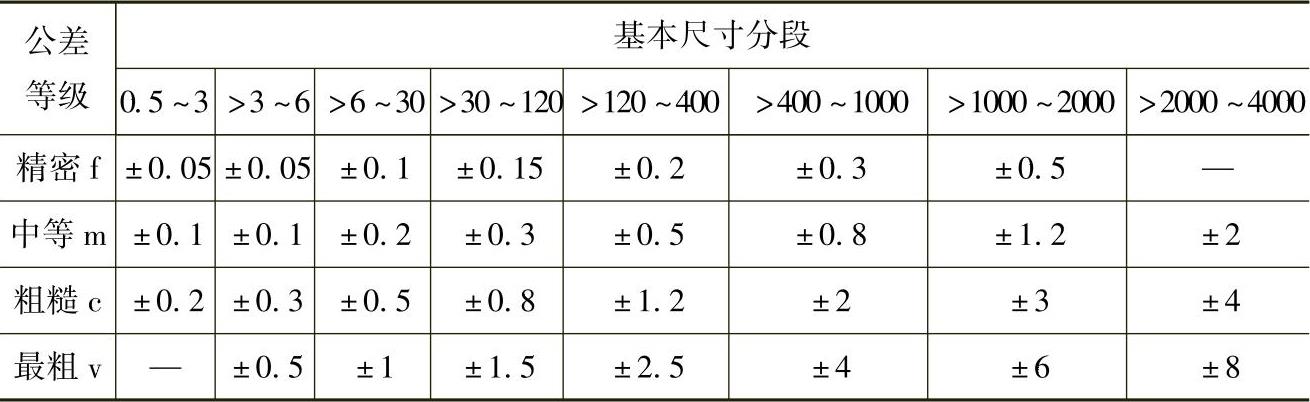
(1)线性尺寸的极限偏差数值(表1-39)
表1-39 线性尺寸的极限偏差数值 (单位:mm)
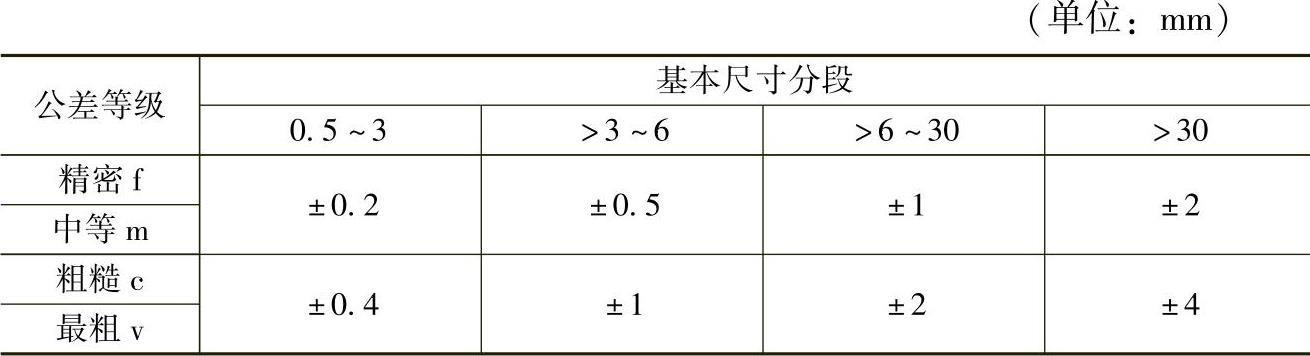
(2)倒圆半径和倒角高度尺寸的极限偏差数值(表1-40)
表1-40 倒圆半径和倒角高度尺寸的极限偏差数值
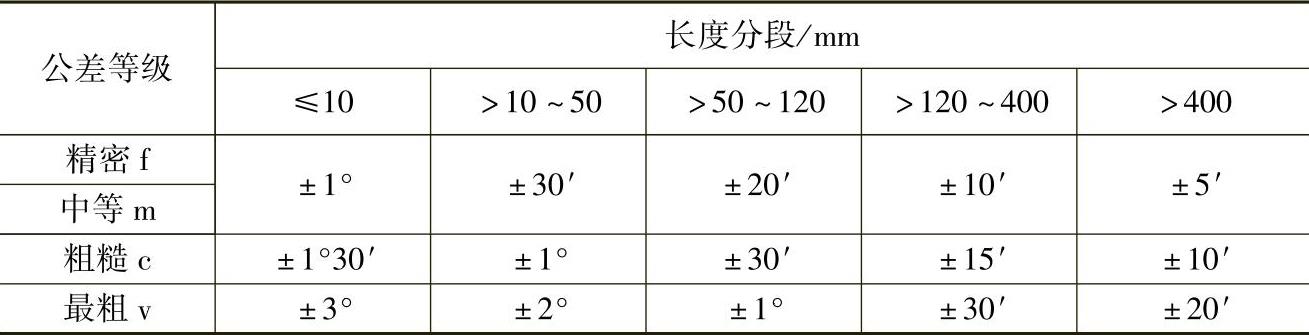
(3)角度尺寸的极限偏差数值(表1-41)
表1-41 角度尺寸的极限偏差数值
7.常用配合和优先配合
(1)基孔制优先、常用配合(表1-42)
(2)基轴制优先、常用配合(表1-43)
表1-42 基孔制优先、常用配合(基本尺寸至500mm)
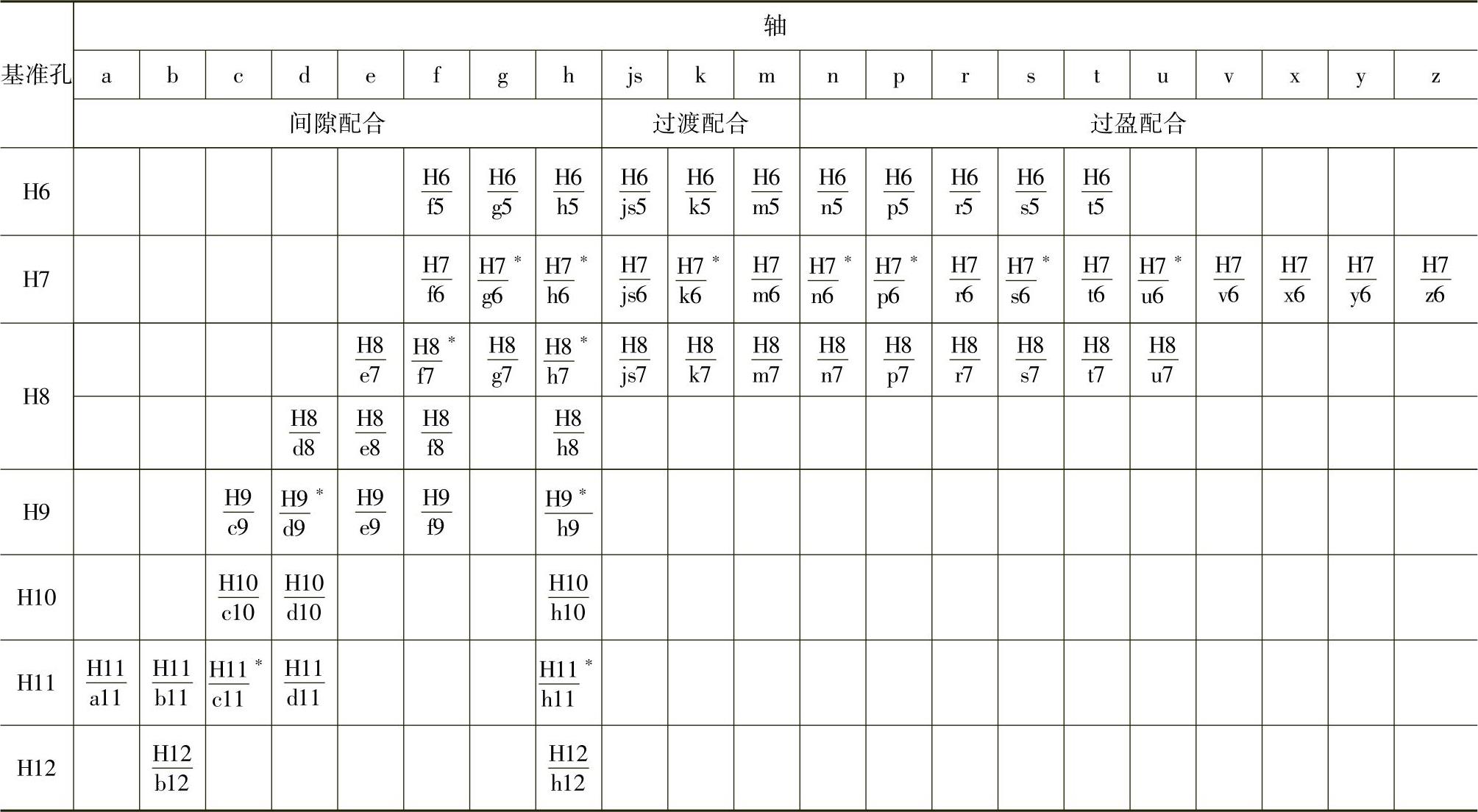
注:1. 、
、 在基本尺寸小于或等于3mm和
在基本尺寸小于或等于3mm和 在小于或等于100mm时,为过渡配合。
在小于或等于100mm时,为过渡配合。
2.标注“∗”的配合为优先配合。
表1-43 基轴制优先、常用配合(基本尺寸至500mm)
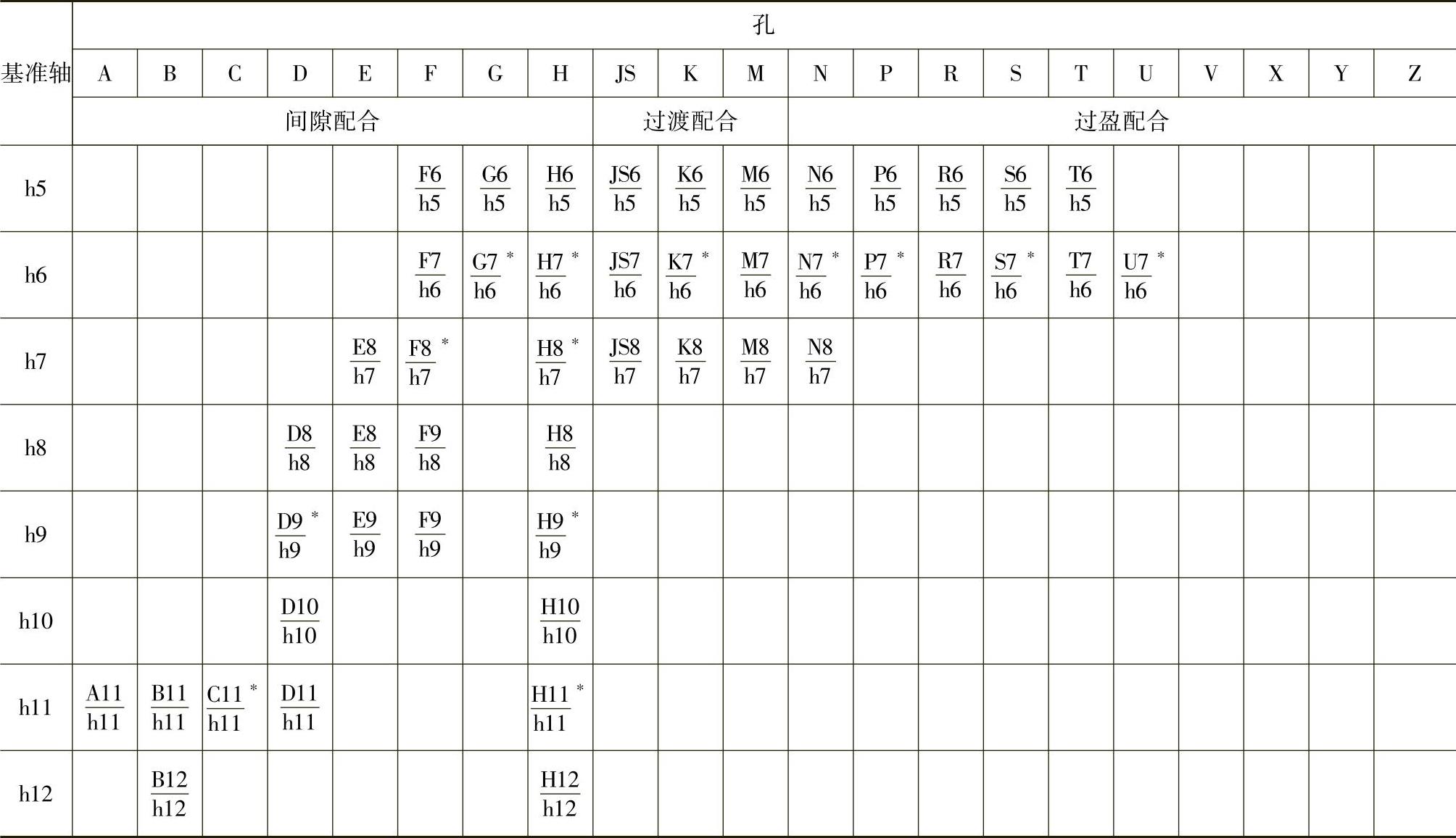
注:标注“∗”的配合为优先配合。
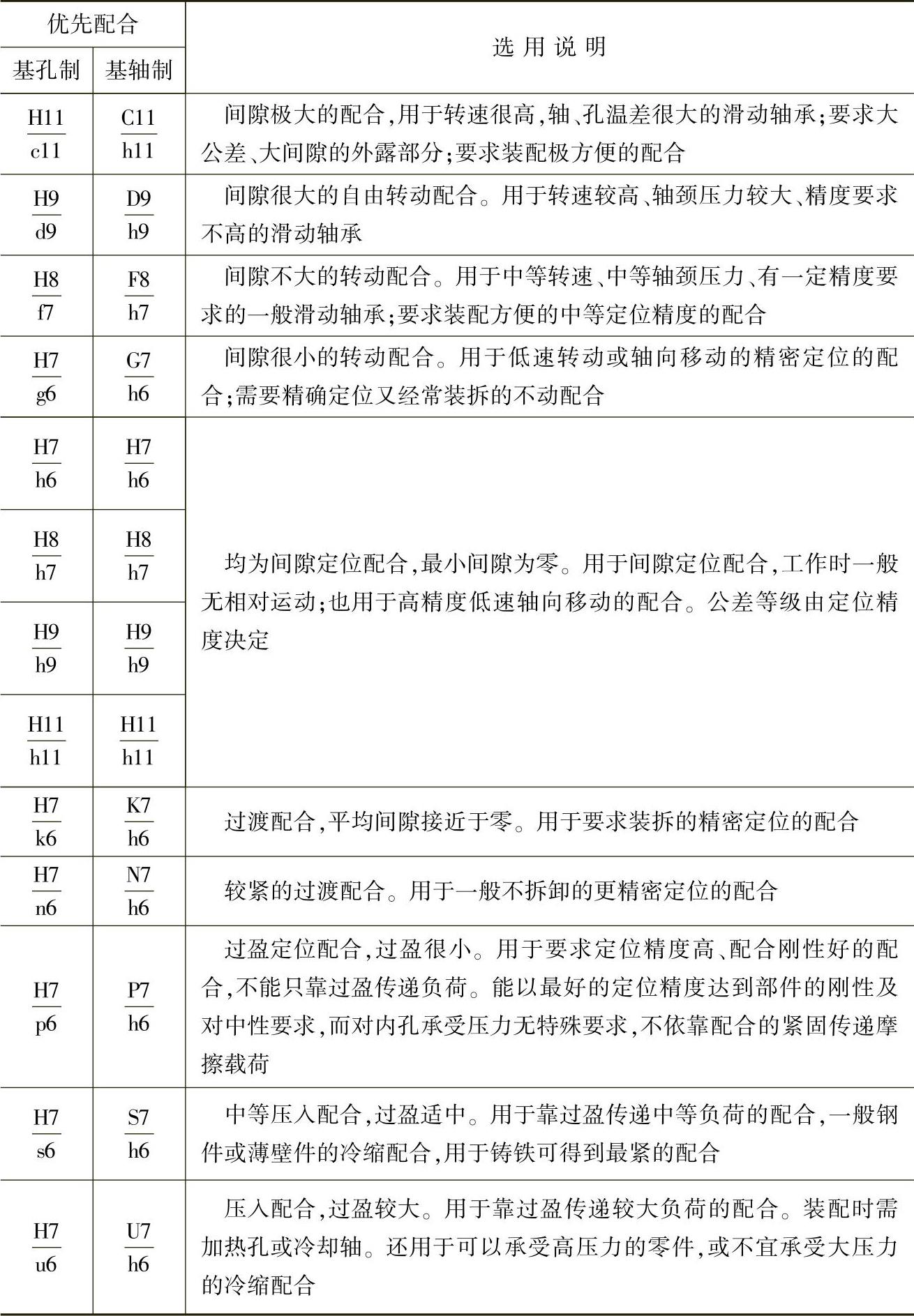
(3)优先配合的选用说明(表1-44)
表1-44 优先配合的选用说明
(4)公差等级的应用和选择(表1-45、表1-46)
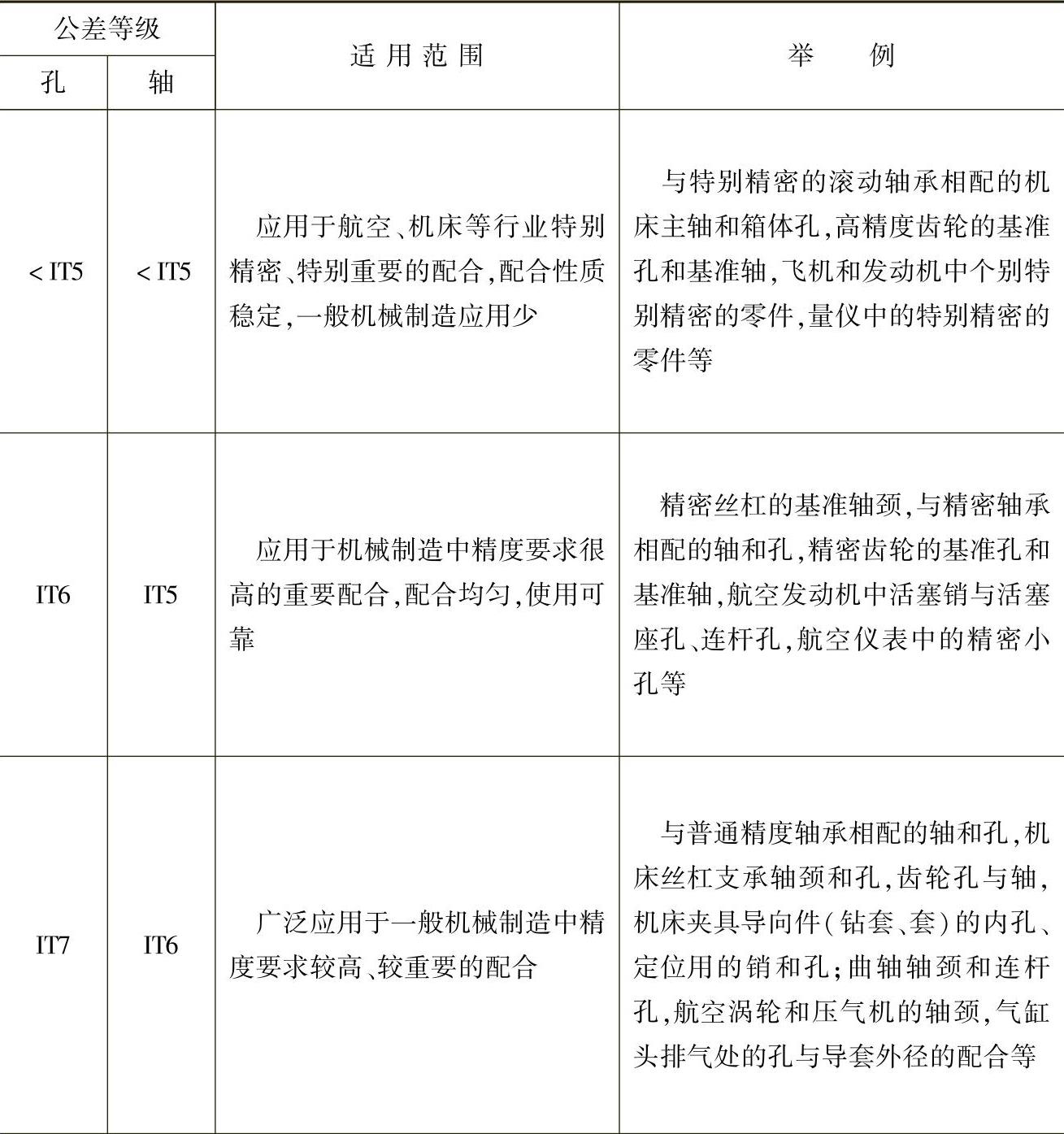
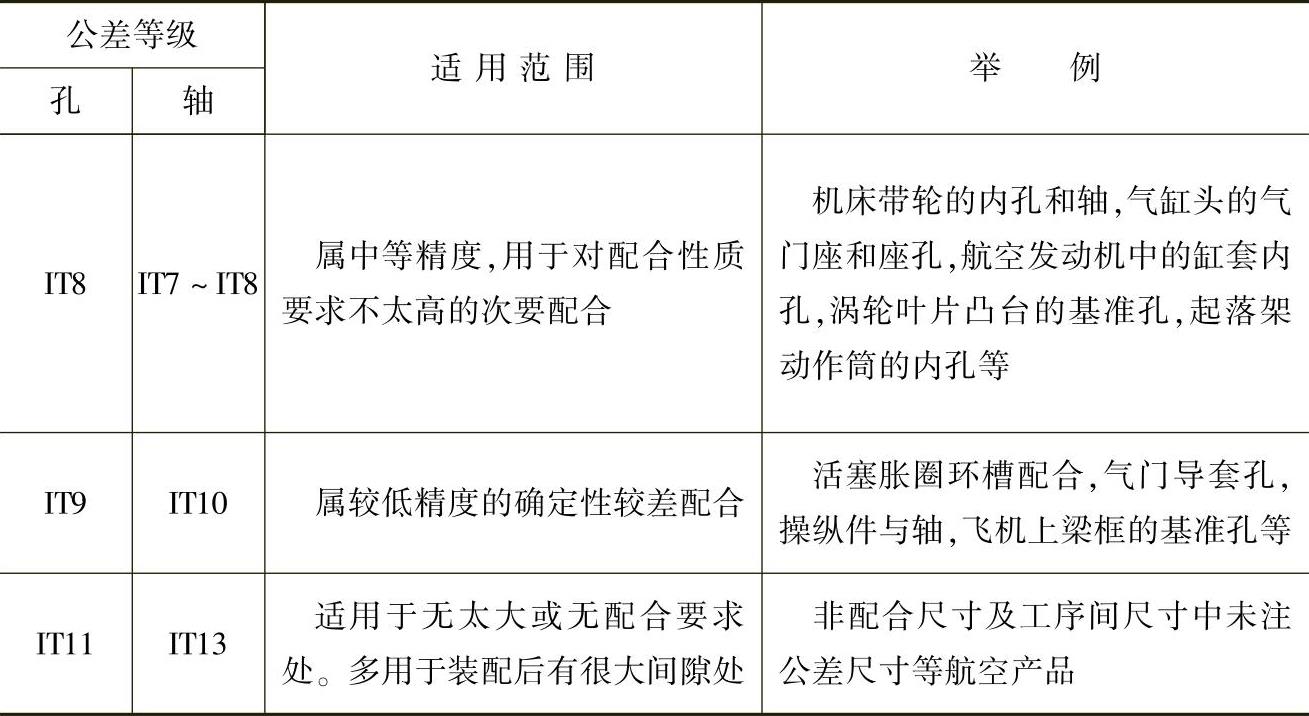
表1-45 公差等级的应用表

表1-46 公差等级的选择表
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。