



1.活动凸模式模具典型结构
图3-8-37、图3-8-38、图3-8-39分别示出了活动凸模式精冲模具三种典型结构。
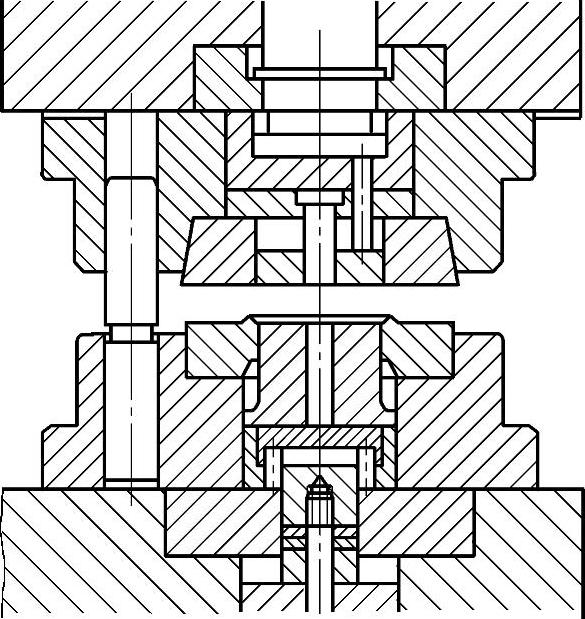
图3-8-37 活动凸模式模具典型结构(一)
图3-8-38所示结构的特点是上、下模座不带定位锥形凹槽,凹模和压边圈直接装在上、下模座平面上,压边圈和凹模靠导销对中,定位和导向重合,有利于加工和对中。
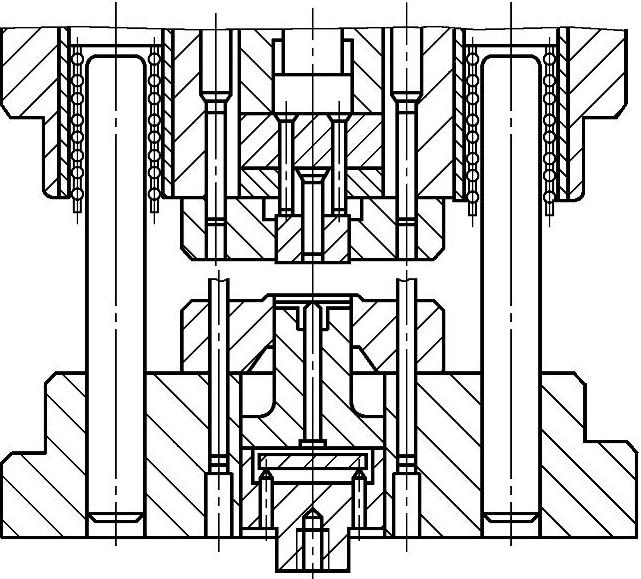
图3-8-38 活动凸模式模具典型结构(二)
图3-8-39所示结构的特点是用传力板代替桥板(用于上述两种结构)将四周的液压力传递到中间。
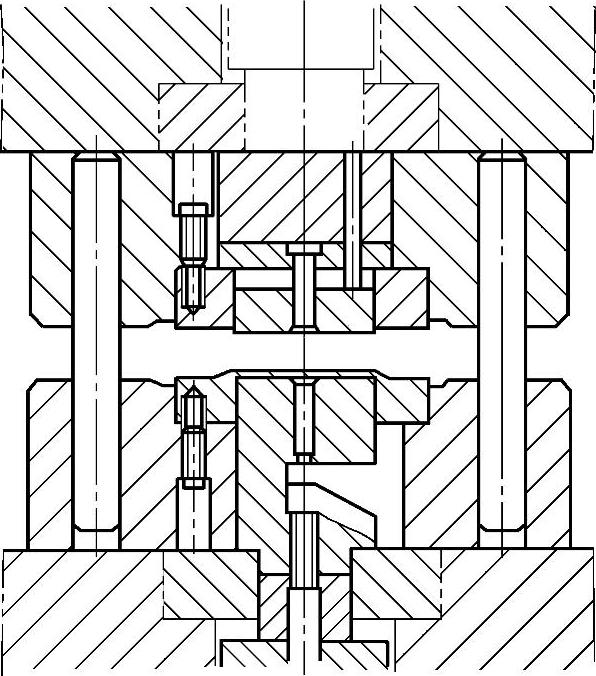
图3-8-39 活动凸模式模具典型结构(三)
2.固定凸模式模具典型结构
根据压边圈的导向结构和凹、凸模的固定方法,主要有以下四种典型结构,分别示于图3-8-40~图3-8-43。
3.级进模典型结构
有些复合工艺如压扁精冲、压沉孔精冲弯曲精冲等,需在级进模上进行。图3-8-44和图3-8-45所示分别为压沉孔精冲级进模和弯曲精冲级进模。
压沉孔精冲级进模(图3-8-44)分4个工步(即预冲孔和压沉孔、冲孔、落料)完成如图3-8-43所示的零件(沉孔在毛刺侧,沉孔深度达40%t,t为料厚),其中第一工步冲出工艺定位孔,用它来控制每一工步的进料距。
图3-8-45所示级进模分为三个工步。第一工步冲出工艺定位孔和切口,第二工步弯曲,第三个工步冲孔落料。通过三个工步可获得弯曲角90°的精冲件。
4.通用模架
图3-8-46、图3-8-47、图3-8-48为三种通用模架典型结构,前者适于活动凸模式,后两者适于固定凸模式。图3-8-46所示模架采用矩形模芯。
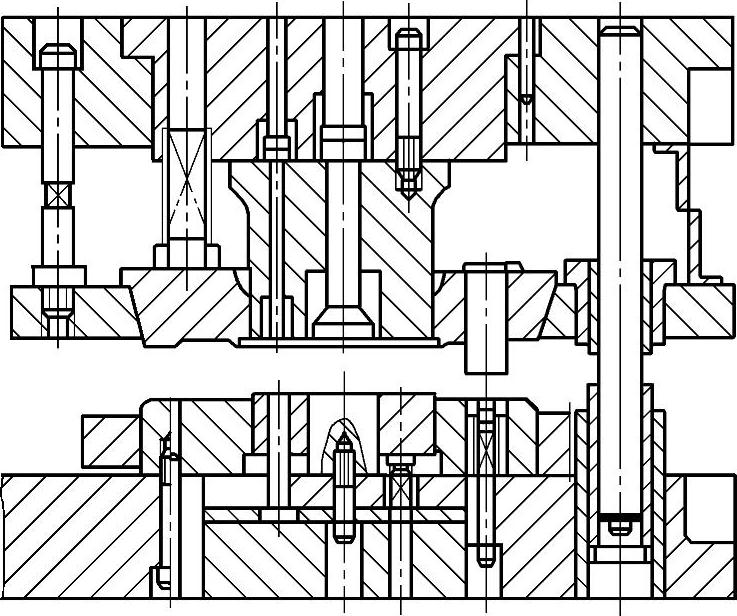
图3-8-40 固定凸模式模具典型结构(一)(https://www.xing528.com)
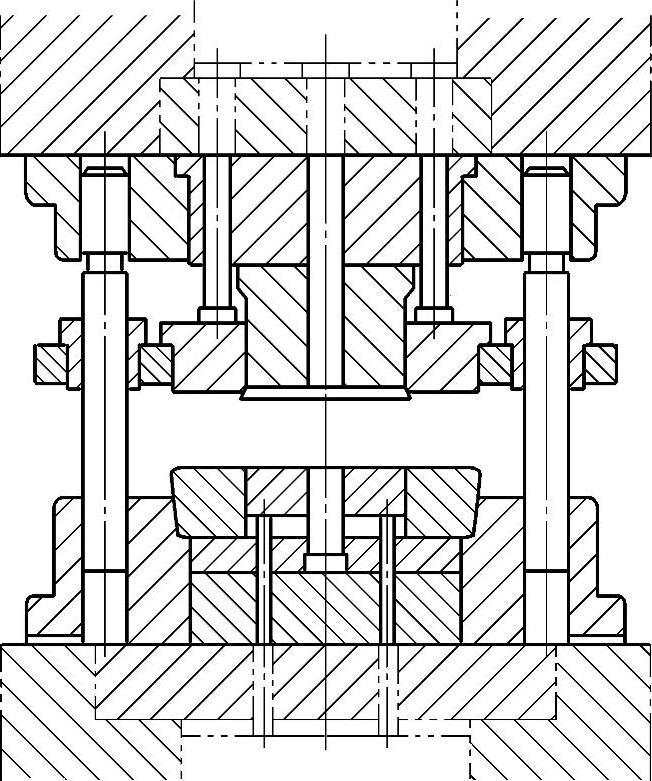
图3-8-41 固定凸模式模具典型结构(二)
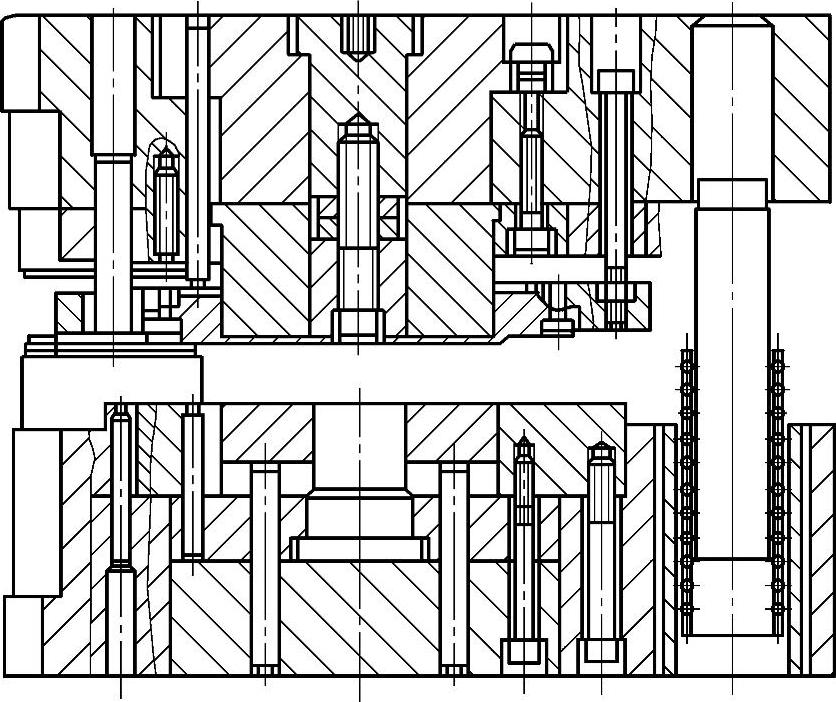
图3-8-42 固定凸模式模具典型结构(三)
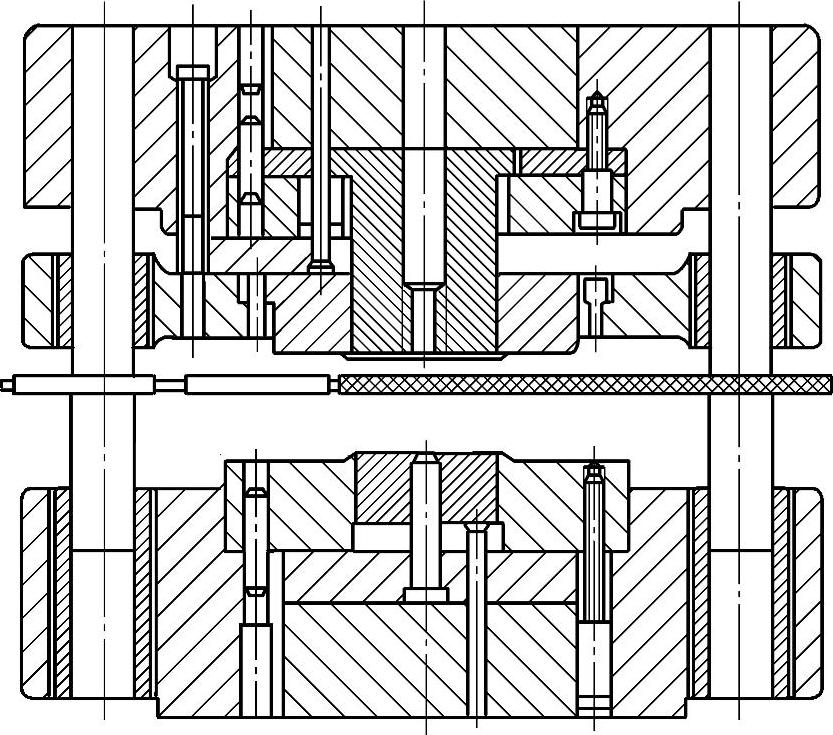
图3-8-43 固定凸模式模具典型结构(四)
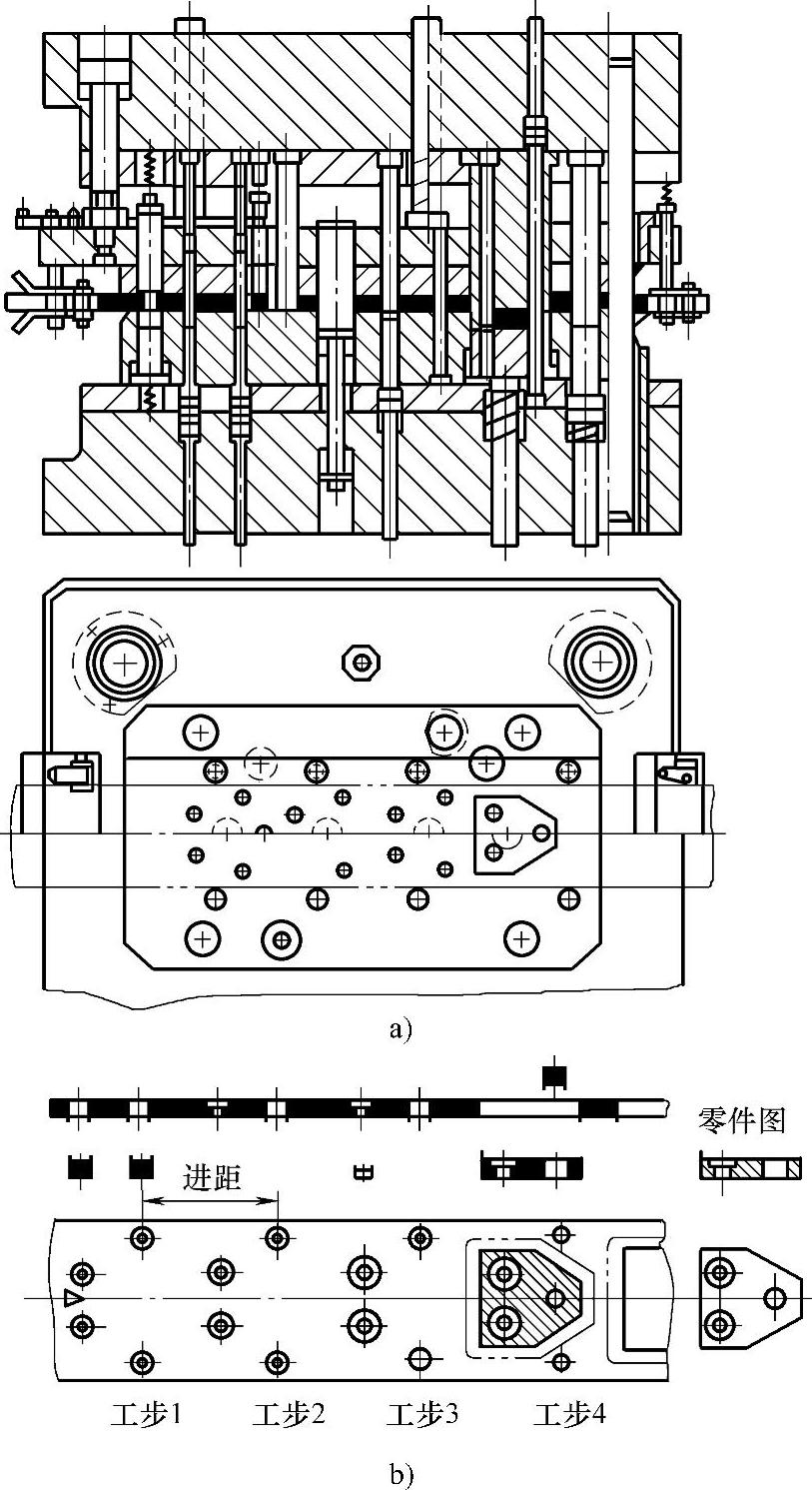
图3-8-44 压沉孔精冲连续模
a)模具图 b)工步图
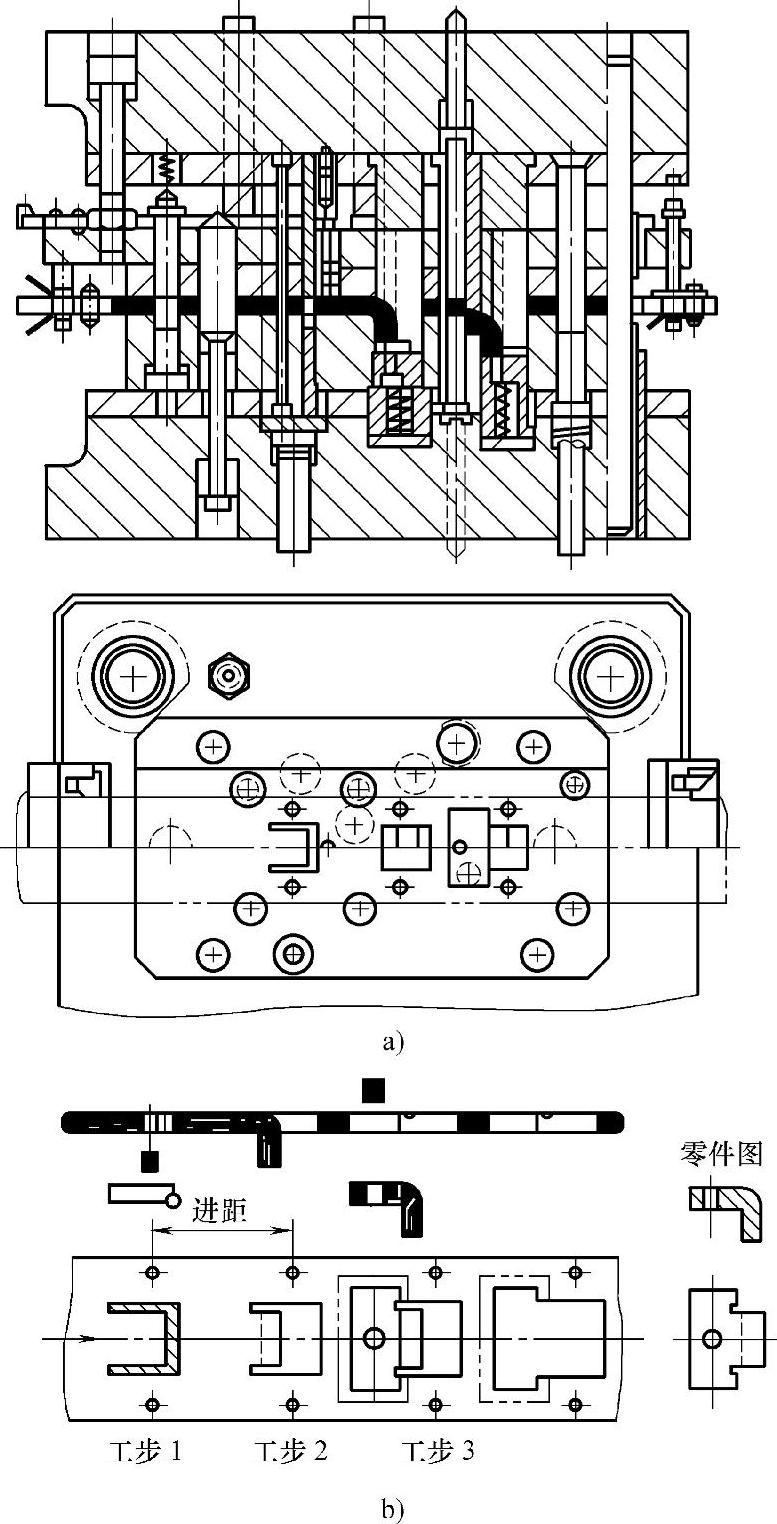
图3-8-45 弯曲精冲连续模
a)模具图 b)工步图
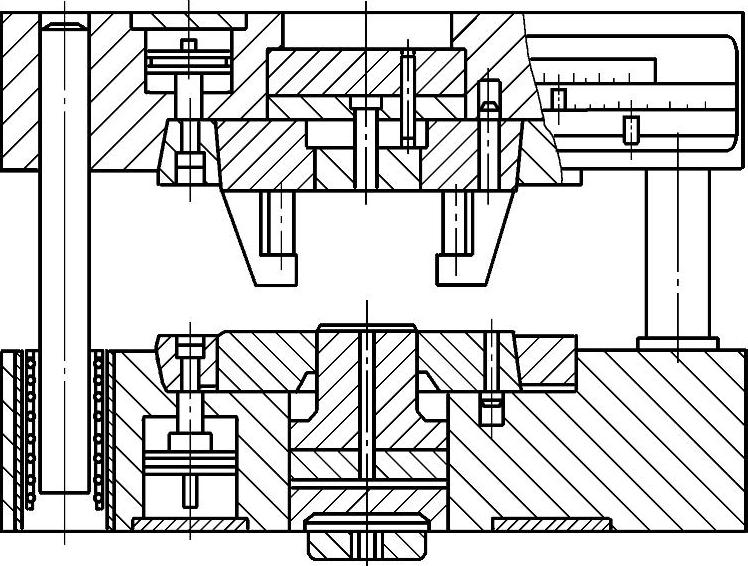
图3-8-46 活动凸模式通用模架
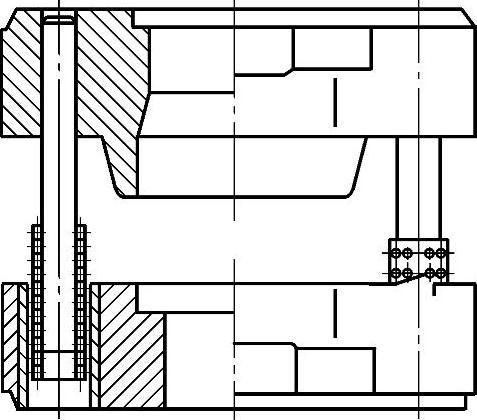
图3-8-47 固定凸模式通用模架(一)
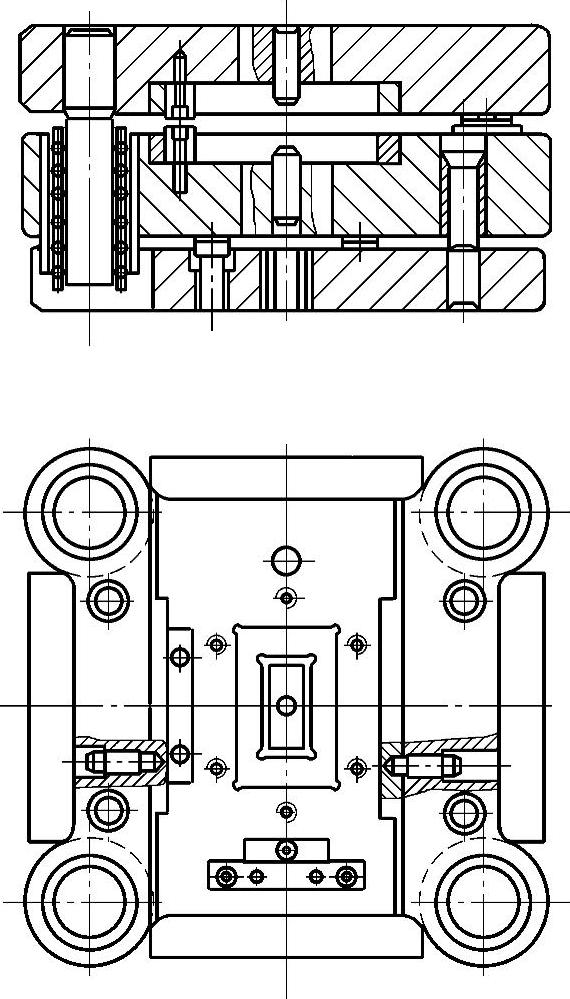
图3-8-48 固定凸模式通用模架(二)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。