



1.凸模结构
凸模的结构设计与精冲零件形状、凸模的加工方式、凸模的紧固方法及凸模材料有关。凸模的结构形式按其加工的方式分类见表3-8-8。
为了加强凸模,使其尽可能地坚固,凸模上有复杂形状的内孔,或孔壁较薄时,通常只做成一定的深度,深度取决于孔的形状、料厚和模具尺寸,一般为8~15mm,参见表3-8-8图b。
2.凸模的固定方式
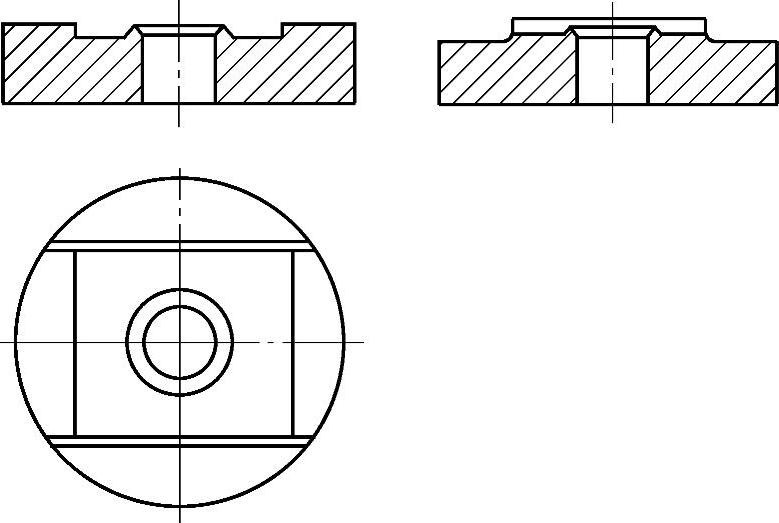
图3-8-18 压边圈防护垫的布置及改进润滑结构
表3-8-8 凸模的结构形式
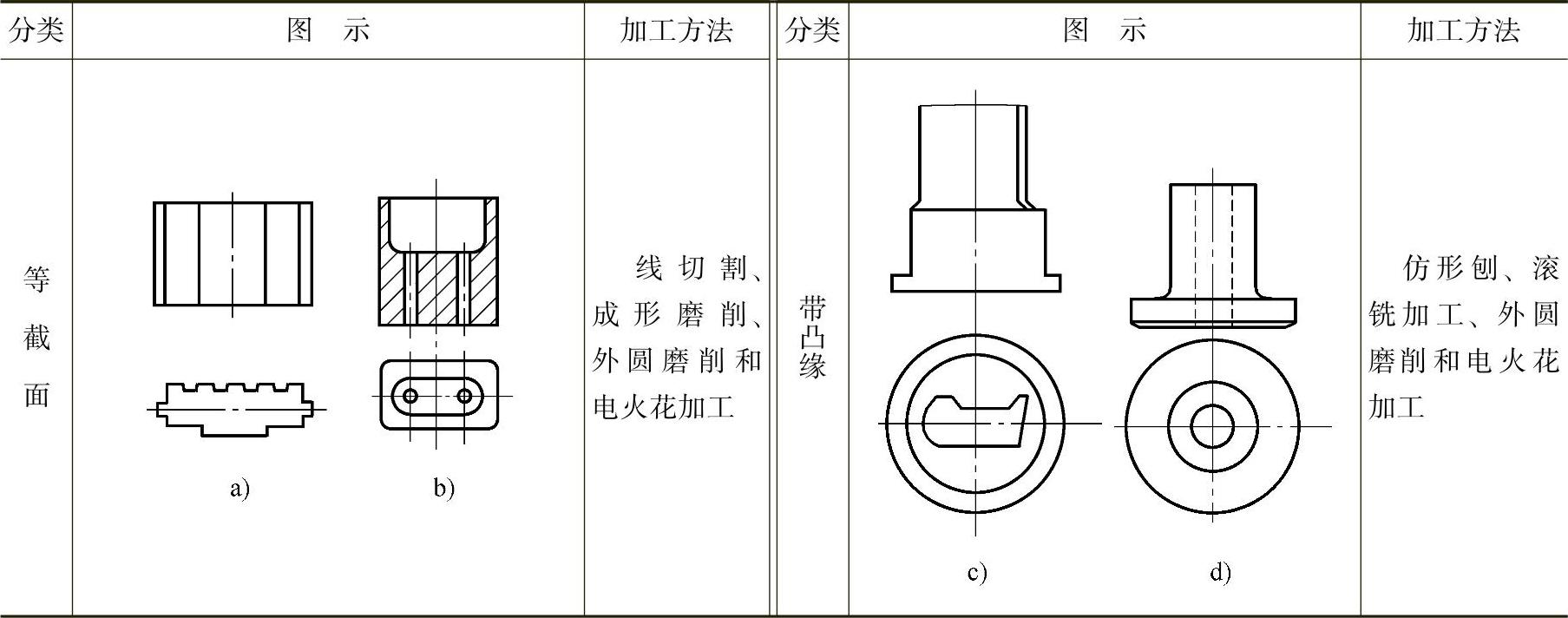
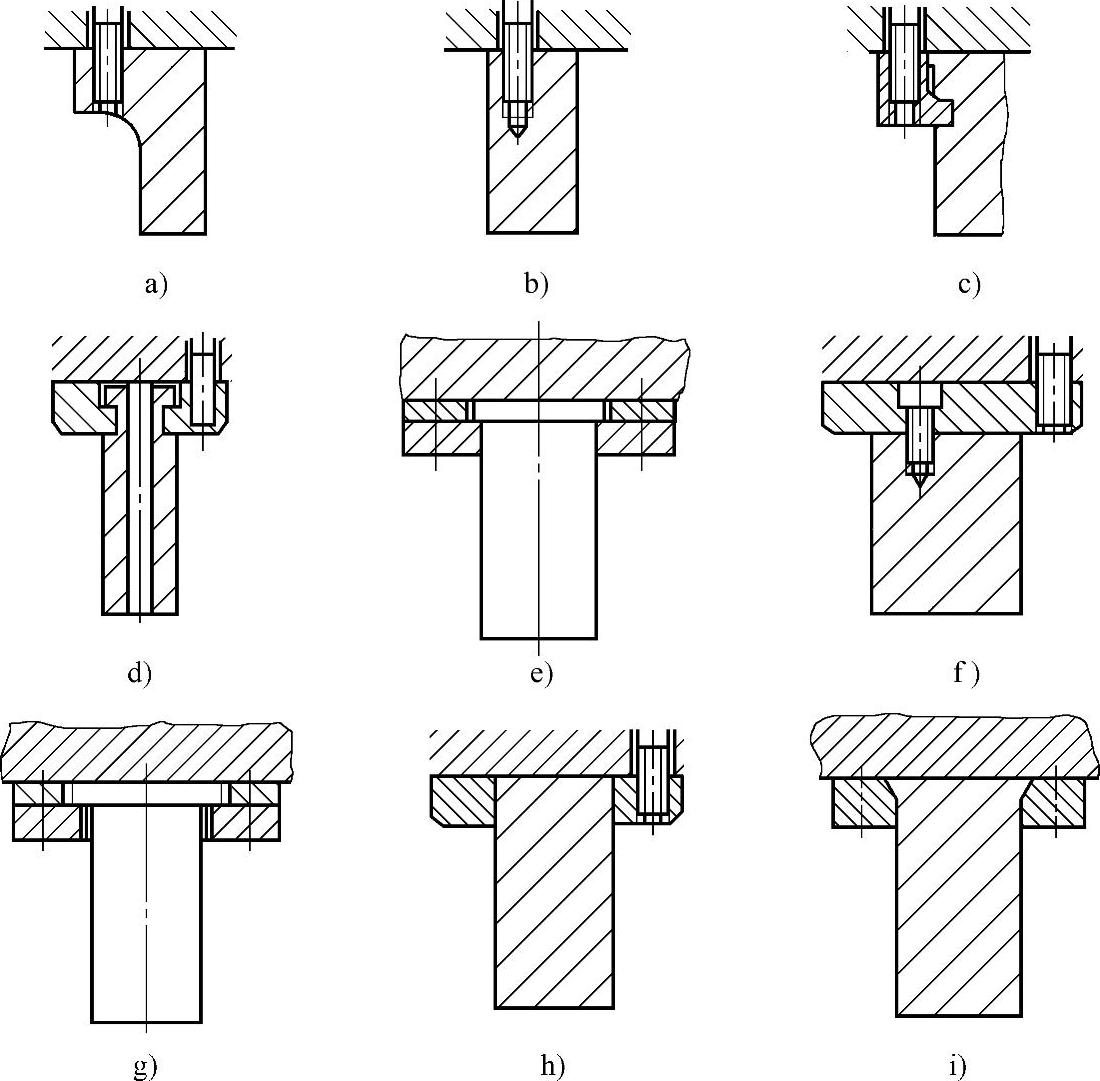
图3-8-19 凸模的固定方法
a)螺钉紧固凸缘 b)螺钉固定 c)、d)压板固定 e)凸模固定板固定 f)垫板螺钉固定 g)粘结固定 h)焊接固定 i)铆接固定
凸模的固定方式取决于凸模尺寸和形状,基本上与常规冲裁模相似。它主要有下面几种连接方式:螺纹式、铆接式、配合式、焊接式、压板式、楔块式、粘接式等,见图3-8-19。
加工厚板而凸模底面积较小时,可在凸模底面和模座之间装一淬硬的垫板以防止在模座上压出印痕,如图3-8-19f所示。
3.凸模座与桥板
将凸模和凸模座分开这种结构主要用于活动凸模式,这种结构容易在凸模座上铣出安装桥板所需的任何形状,便于在采用环形液压缸和柱塞时,使液压力通过桥板从四周传到中间;便于消除凸模淬火变形;便于装配。
凸模座大部分采用圆形,如图3-8-20所示。对于长而窄的零件也可采用矩形凸模座,但矩形凸模座对中困难。
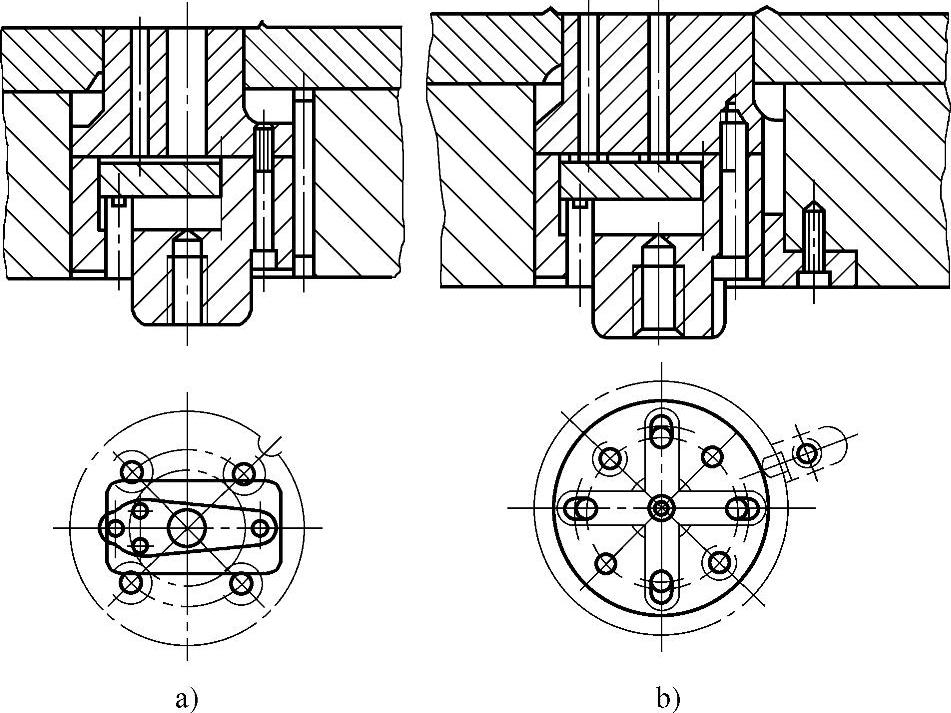
图3-8-20 凸模座及桥板结构(https://www.xing528.com)
a)矩形桥板,用骑缝钉防转 b)十字形桥板,用键防转
凸模和凸模座可用骑缝钉防转,骑缝钉直径的2/3在模座内,1/3在凸模内,如图3-8-20a所示。也可采用键防转,如图3-8-20b所示。
桥板的形状根据凸模上冲孔凸模的形状和位置设计,既要保证传递压力的要求,又要使凸模的支撑面积尽可能大。桥板的形状有矩形(图3-8-20a),也有十字形(图3-8-20b)和三角形的。
4.冲孔凸模
和凸模一样,冲孔凸模也分为等截面和带凸缘两类。
圆形冲孔凸模头部凸缘结构如图3-8-21所示。固定方法示于图3-8-22。
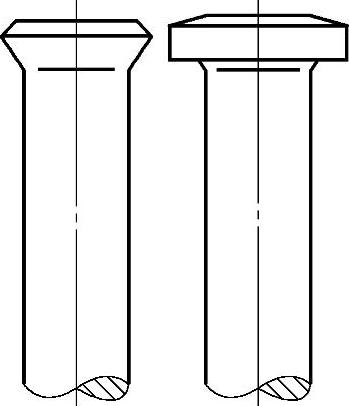
图3-8-21 圆冲孔凸模头部结构
冲直径小于料厚的凸模,为了保证强度,仅在端部磨至所需尺寸,如图3-8-23所示,同时采用a、b的导向方法是有利的。头部凸缘采用图3-8-21所示的直凸缘。
异形冲孔凸模的固定方法示于图3-8-24。冲孔凸模尺寸大到可钻螺孔时,可直接用螺钉固定,如图3-8-24b所示。
轮廓薄弱的冲孔凸模仅依靠反压板不能防止转动时,可在凸模头部用键防转,如图3-8-24c、d所示。
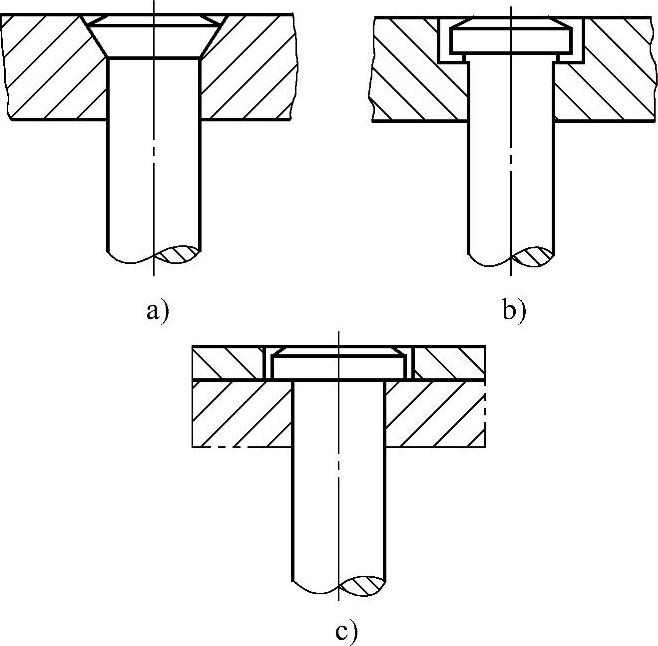
图3-8-22 圆冲孔凸模固定方法
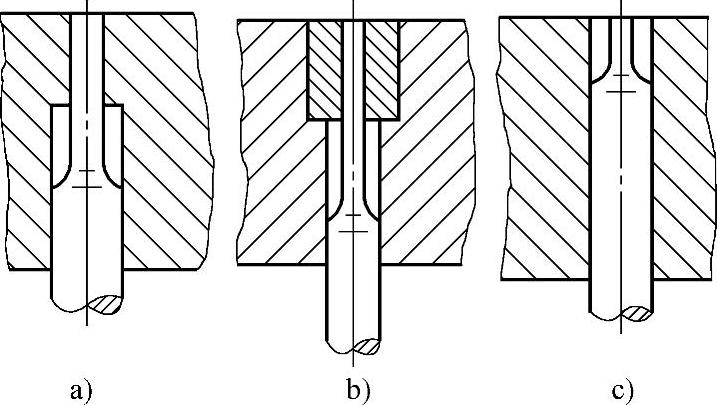
图3-8-23 冲孔径小于料厚的台阶式冲孔凸模
冲孔凸模同样也可以采用焊接。铆接或粘接的方法固定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。