



1.凹模结构
凹模结构分整体式和镶拼式两种。凹模的厚度和外形尺寸都比普通冲裁模大,以增加刚性。目前,精冲凹模壁厚和厚度的选择,尚无较合适的理论计算公式,通常凭经验估算。
凹模壁厚根据经验可按图3-8-7选取。
当冲裁零件的料厚t<2mm时,壁厚取小值;料厚t≥2~5mm时,壁厚取大值;料厚t>5mm时,壁厚应增大尺寸。

图3-8-7 凹模壁厚
a)圆形型孔 b)矩形型孔 c)镶拼块凹模 d)异形型孔
凹模壁厚也可按下列近似公式求得:
T=KH
式中 T——凹模壁厚(mm);
H——凹模厚度(mm);
K——系数,零件尺寸小、料厚t<4mm时,K=1.5~2;零件大、料厚t>4mm时,K=2~3。
凹模厚度根据Feintool和Schmid资料:当精冲机在2500kN以下时,凹模厚度H=45mm,当精冲机为4000kN时,凹模厚度H=55mm。
现推荐普通冲裁时计算凹模厚度H的经验公式,并给予适当修正,参考使用。即
式中 F——总冲裁力(N);
H——凹模厚度(mm)。
镶拼式凹模的各分段,设计时应尽可能使其分界面相互垂直或平行,各分段的配合面不在工作轮廓的工作面上相交。
对于形状复杂而又薄弱的部分,可采用凹模镶块,如图3-8-8所示。这种形式的镶块装在冲孔凸模固定板上,更换方便,镶块一般都有备件,确保损坏后不停产。
2.凹模的固定
(1)整体凹模的固定
1)预应力压合式。将带有外锥(3°)的凹模压入模座内。
2)直接无预应力连接式。将凹模直接紧固在模座上。
3)预应力圈锁紧式。对于料厚t>6mm的零件,由于冲裁力较大,在凹模外套上锁紧环,使凹模产生预压力,以抵消其胀力。
4)斜键侧压式。用斜键将凹模固定在座板上,如图3-8-9所示。
(2)镶拼凹模的固定
1)座圈式。将凹模组合块压入座圈内,然后将座圈放入模座中固定。
2)侧楔式。用楔块将组合凹模固定在模座上。
3)台肩式。在镶块上做出台肩,将凹模相互咬合定位并用螺钉固定在座板上。(https://www.xing528.com)
4)嵌键式。当凹模为组合镶块时,应在拼合面上加定位键,保证凹模拼块在受力情况下不易错位;也可以将整个凹模镶块镶牢在模板内,镶入模板内的深度不应小于凹模厚度的2/3。凹模为两个半圆拼块时,拼块凹模外应加锥套固牢。

图3-8-8 薄弱部分的凹模镶块
1—凹模镶块 2—凹模 3—反压板 4—冲孔凸模固定板
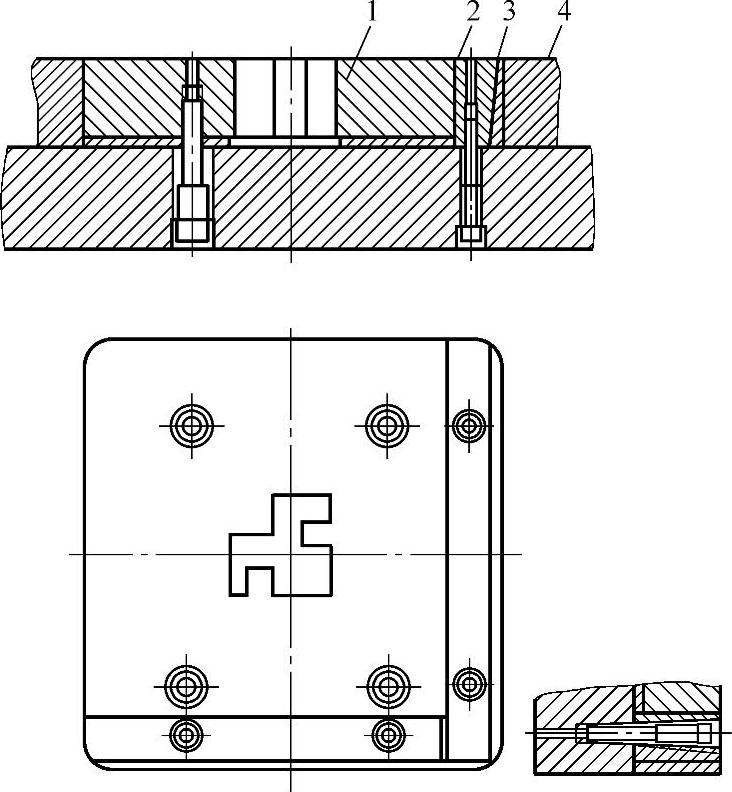
图3-8-9 斜键固定
1—凹模 2—斜楔 3—斜铁 4—模框
凹模在模座上固定形式还可见表3-8-2。
表3-8-2 凹模在模座上固定形式

(3)压合量选择
1)过盈量。凹模或齿圈压板与预应力套圈的相互位置必须十分准确、可靠。目前,多数冲裁模采用30′的小锥度(图3-8-10),与模座配合斜角为3°。在一定负荷下冷压配合,其过盈量取决于凹模和齿圈压板直径的大小(见表3-8-3)。
表3-8-3 凹模、齿圈压板与预应力圈配合的直径过盈值 (单位:mm)

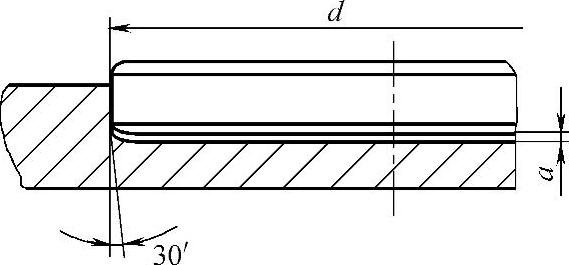
图3-8-10 镶拼式凹模装入座圈内
凹模、齿圈压板或预应力套圈与模座孔的配合过盈量为0.03~0.05mm。
2)预压量。凹模压入座圈或凹模和齿圈压板压入模座内时,预压量b可按下式计算:
b=δ/2tanα
式中 b——预压量(mm);
δ——过盈值(mm);
α——斜度(°),常取α=3°。
预压量的大小,可通过凹模、齿圈压板或座圈的底平面来调整。
Feintool资料介绍,常用预压量可取b=0.3mm±0.05mm。
镶拼凹模的预压量可查表3-8-4。
表3-8-4 镶拼凹模的预压量

凹模用锥面定位时,所用的锥角和预压量如图3-8-11所示,锥度为3°,预压量0.4mm,镶拼凹模的座圈装入时,也采用同样的锥度和预压量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。