



1.分类方式
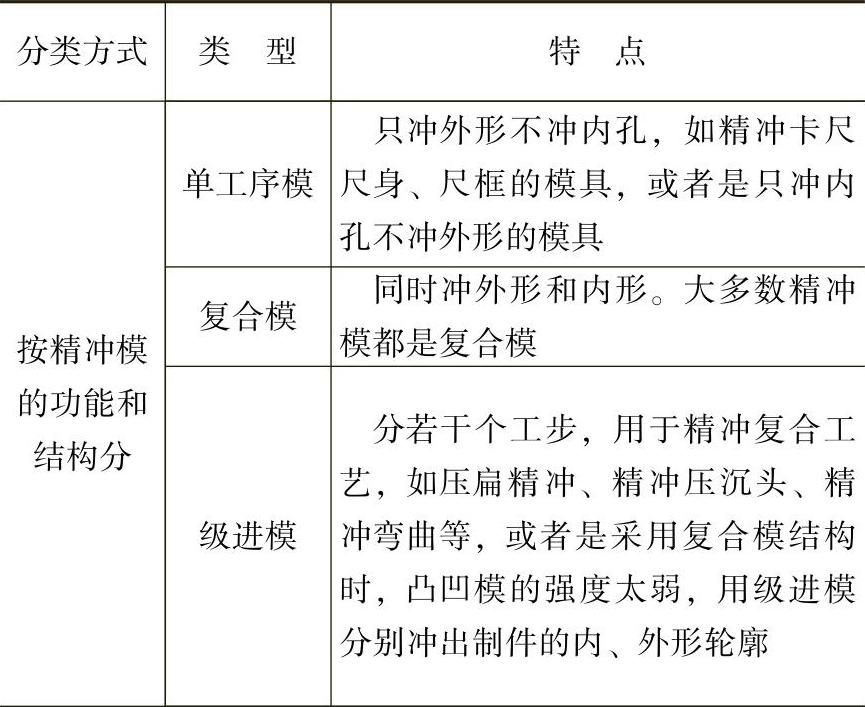
精冲模的分类方式见表3-8-1。
表3-8-1 精冲模的分类
(续)
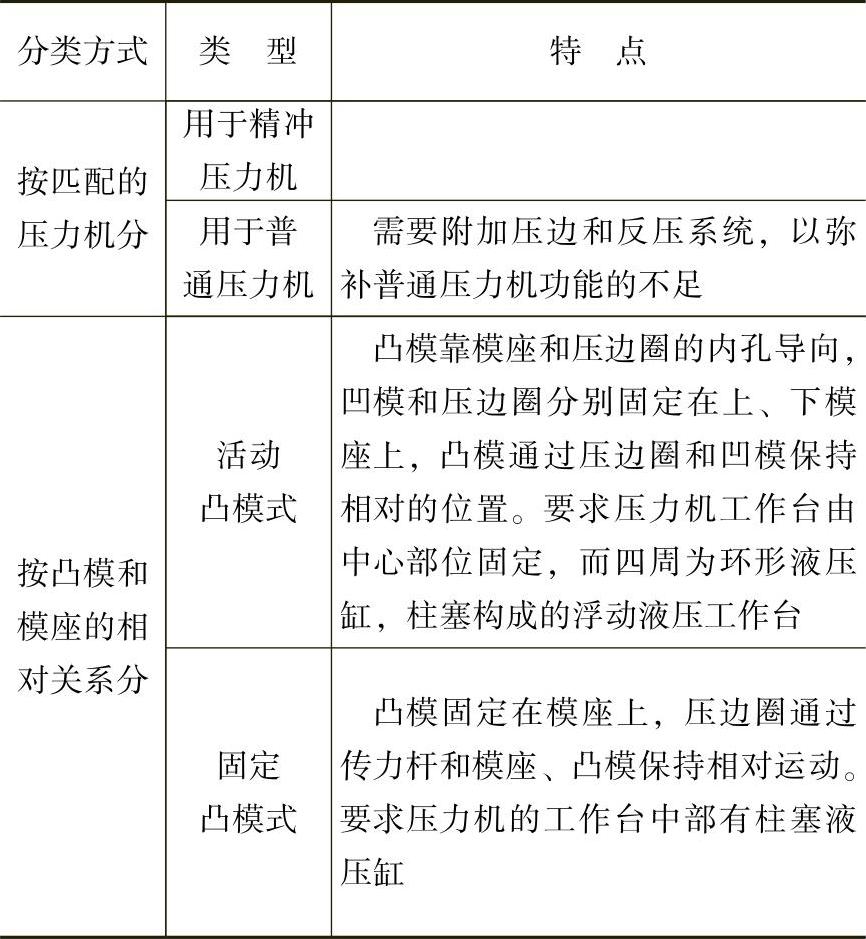
2.活动凸模式精冲模
活动凸模式精冲模要求凸模和压边圈之间的间隙比凸模和凹模之间的间隙更小。只有使凸模有较长的导向和正确定位才能保证对中,如果凸模轮廓的最大尺寸超过了凸模的高度,准确对中就不易保证。因此活动凸模式模具主要适于中、小尺寸的零件。
图3-8-2、图3-8-3为活动凸模式精冲模的典型结构,后者采用座圈结构,有利于凹模和压边圈的加工和装配,适用于更小的零件。另外还采用凸凹模固定板将凸凹模固定在凸模座上,因为凸凹模小,无法用螺钉和凸模座连接。其他零件和图3-8-2左侧相同。
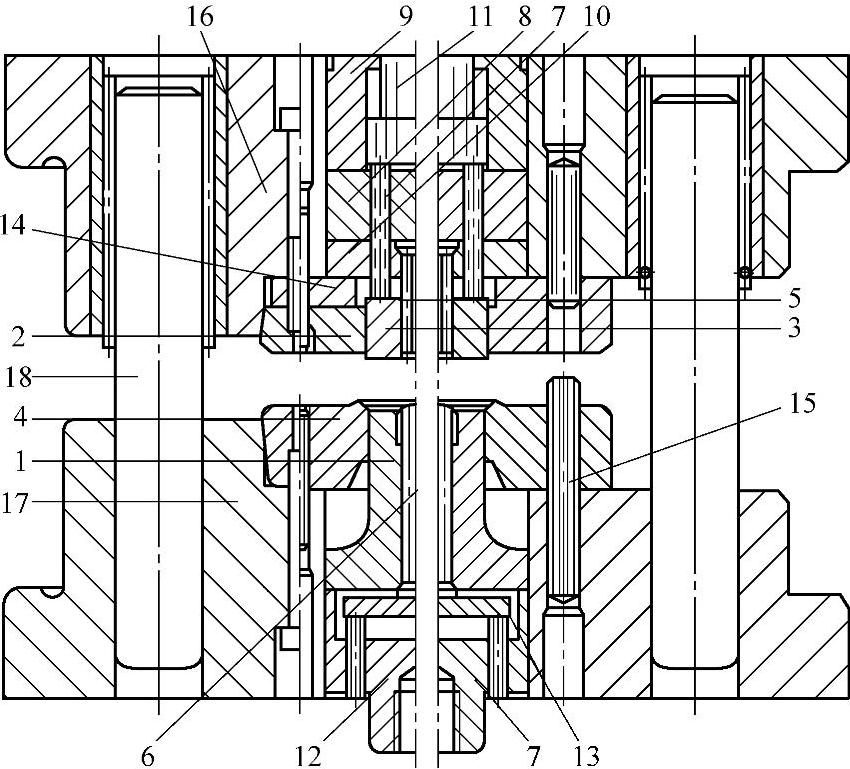
图3-8-2 活动凸模式模具典型结构(一)
1—凸凹模 2、4—凹模 3—反压板 5—冲孔凸模 6、7—顶杆 8—垫板 9—上垫板 10—冲孔凸模固定板 11—压力垫 12—凸模座 13—桥板 14—凹模垫板 15—闭锁销 16—上模座 17—下模座 18—导柱
活动凸模式模具的凸凹模直接固定在工作台中心部位,支撑条件好。压边圈和模座固定在四周的浮动工作台上,压边圈的运动比固定凸模式模具的压边圈平稳,此外活动凸模式模具的压边圈和凸凹模之间的间隙极小而导向部分又长,在凸凹模支撑良好、压边圈运动平稳的条件下,压边圈将防止凸凹模失稳,不受侧向力而起到保护凸凹模的作用。这一点,对于精冲小零件的细而长的凸凹模尤其显得重要。另外,活动凸模式模具刃磨凸凹模后,只需根据修磨量更换垫圈(系压力机的附件),它有各种厚度可供选择即可继续进行精冲,十分方便。以上都是活动凸模式结构的优点,但是活动凸模式需要通过桥板将四周浮动工作台的液压力传递给中心部位凸凹模内的顶杆,由于受桥板结构强度和刚性的限制,活动凸模式不能冲多孔或内形轮廓较大的零件。另外,活动凸模式模具精冲的零件尺寸受凸模座尺寸的限制。例如,窄长的零件,冲裁力虽然在压力机的范围之内,但零件的轮廓尺寸超过了凸模座,超过的部分凸凹模没有支撑,这在模具结构上是不允许的。此外,级进模中几个工步的凸模分布距离很长,安排在活动凸模式模具的凸模座上更是不可能的,这些是活动凸模式模具的缺点。
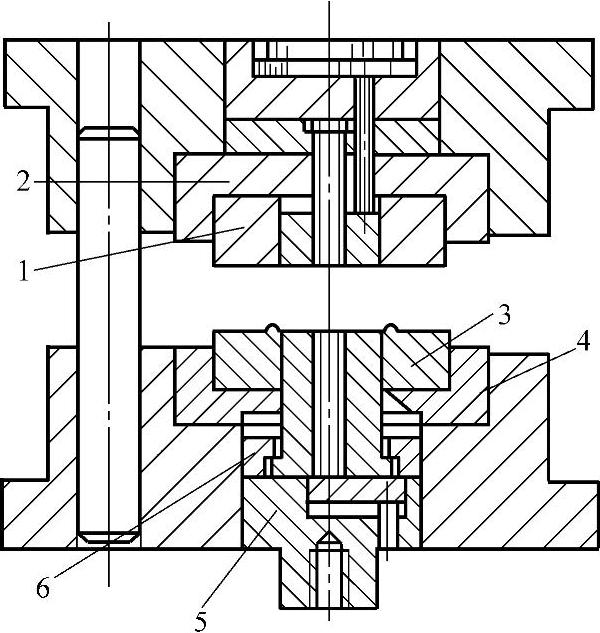
图3-8-3 活动凸模式模具典型结构(二)
1—凹模 2、4—座圈 3—压边圈 5—凸模座 6—凸模固定板
3.固定凸模式精冲模
固定凸模式精冲模具结构的特点是:凸模固定在模座上,压边圈通过传力杆和模座、凸模保持相对运动,如图3-8-4和图3-8-5所示。
固定凸模式模具精冲时如图3-8-4所示,在传力杆14及顶杆12的作用下,压力垫17向下移动,在模座的下面出现很大的空洞,而全部冲裁力都作用在空洞的上方,使凸凹模产生弯曲,这是十分不利的,在大冲裁力的不断作用下,凸凹模的下部有由于弯曲而产生拉裂的危险。为了避免产生这种情况,在冲裁力较大时,需要采用专用结合环,如图3-8-4b所示,以改善上模座的支撑条件,避免出现大空洞而使凸凹模产生弯曲。(https://www.xing528.com)
图3-8-5为另一种典型的固定凸模式精冲模结构。20世纪80年代以前,无论是活动凸模式或固定凸模式精冲模大部分都采用嵌入式结构,即凹模嵌入模座的圆形凹槽内,压边圈嵌入另一模座(或压边圈座)的圆形凹槽内,如图3-8-2左侧、图3-8-3和图3-8-4所示,嵌入式结构维修拆装重复精度高,模具封闭高度小。但制造困难不容易保证上、下模工作零件对中和间隙均匀。图3-8-2右侧和图3-8-5采用闭锁销确定上、下模工作零件的位置,容易保证间隙均匀。早期闭锁销用在级进模上,防止偏心载荷使模具偏转而折断凸模,后来逐渐用在单工位精冲模上。闭锁销结构较易保证上、下模对中,且便于制造,故采用日趋广泛。
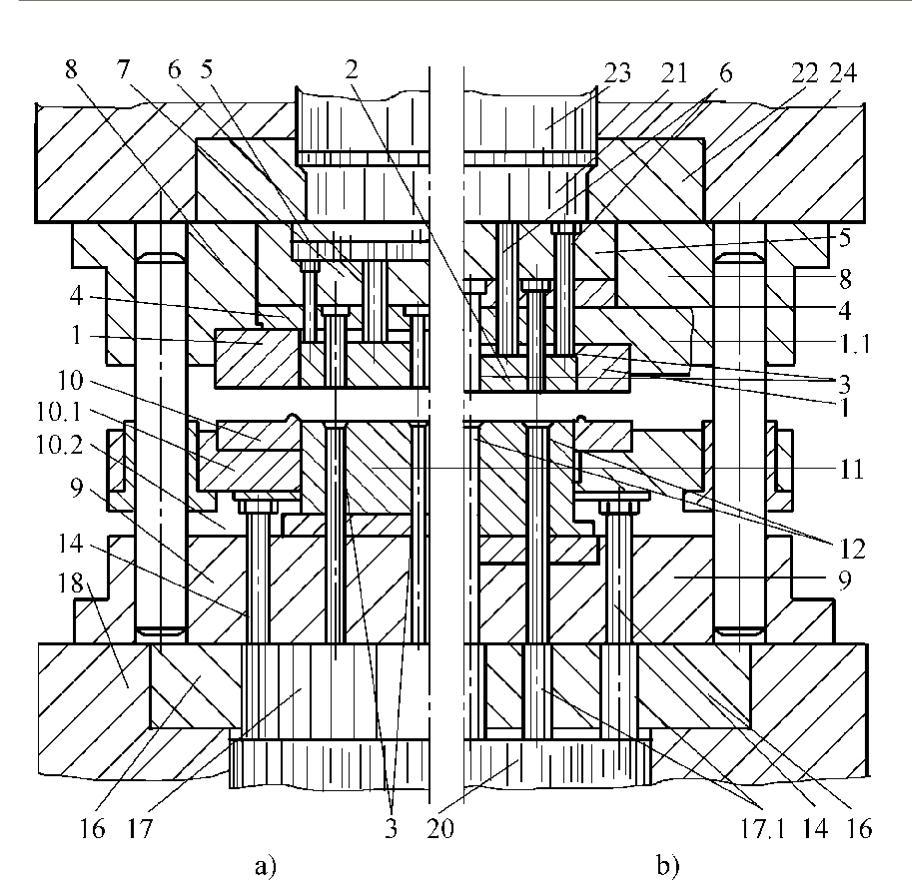
图3-8-4 固定凸模式精冲模具(一)
a)典型结构 b)采用专用结合环
1—凹模1.1、10.1—座圈 2—反压板 3—冲孔凸模 4—冲孔凸模固定板 5—上垫板 6、14、17.1—传力杆 7、17、21—压力垫 8、9—模座 10—压边圈 10.2—导套 11—凸凹模12—顶杆 15、22—接合环 16.1—专用结合环 18—压力机工作台 20—压边力柱塞 23—反压力柱塞 24—上工作台
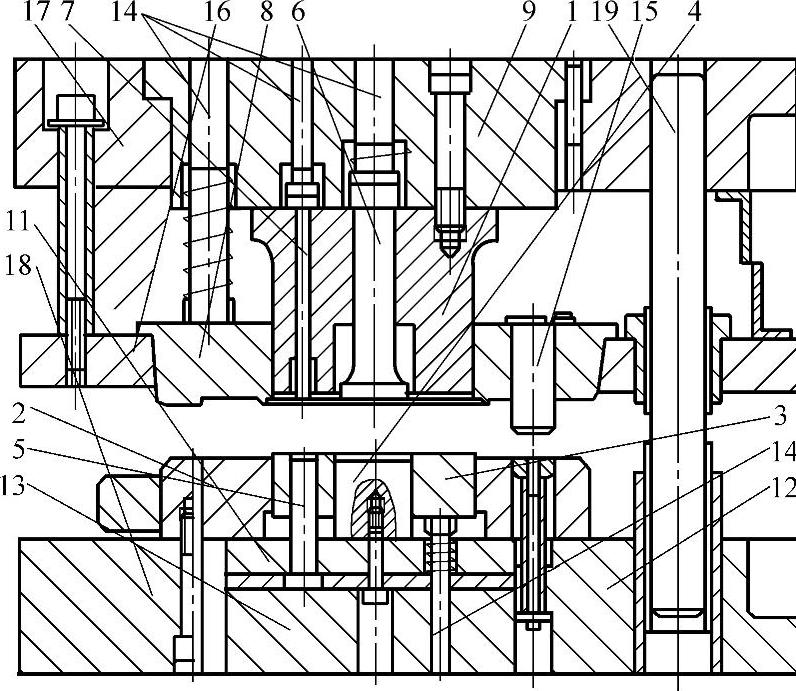
图3-8-5 固定凸模式精冲模具(二)
1—凸凹模 2—凹模 3—反压板 4、5—冲孔凸模 6—顶件 7—顶杆 8—压边圈 9、10—垫板 11—冲孔凸模固定板 12—隔板 13—下垫板 14—传力杆 15—闭锁销 16—压边圈座 17—上模座 18—下模座 19—导柱
固定凸模式精冲模适于:大型或窄长的零件;不对称的复杂零件;内孔较多的零件;冲压力较大的厚零件;需要级进模精冲的零件等。
固定凸模式模具需要通过许多根传力杆推动。传力杆的高度有误差,会使凸凹模受侧弯。凸凹模修磨后,需相应地修磨各个传力杆,而且还要重新调整压力机的封闭高度,总之工作量要比活动凸模式模具大。
由于精冲技术向大型和复合工艺发展,所以固定凸模式模具的应用在精冲模中的百分比日益增大。
4.级进精冲模
典型的级进精冲模结构示于图3-8-6。级进精冲模均采用固定凸模式结构。
级进模精冲过程的起始阶段和终了阶段总会出现只有一部分工位工作的情况,此时会产生偏心载荷,工位越多,工位间距离越长,偏心载荷引起的倾覆力矩越大。一般采用闭锁销结构(如图3-8-6中件4)来抗衡偏心载荷引起的倾覆力矩。为此闭锁销之间的距离沿送料方向应尽可能长些,以增长力臂。
上述一部分工位工作时,还会出现全部反压力集中作用在少数凸模和顶杆上,一般采用平衡杆结构(如图3-8-6中件3)来防止上述零件损坏。
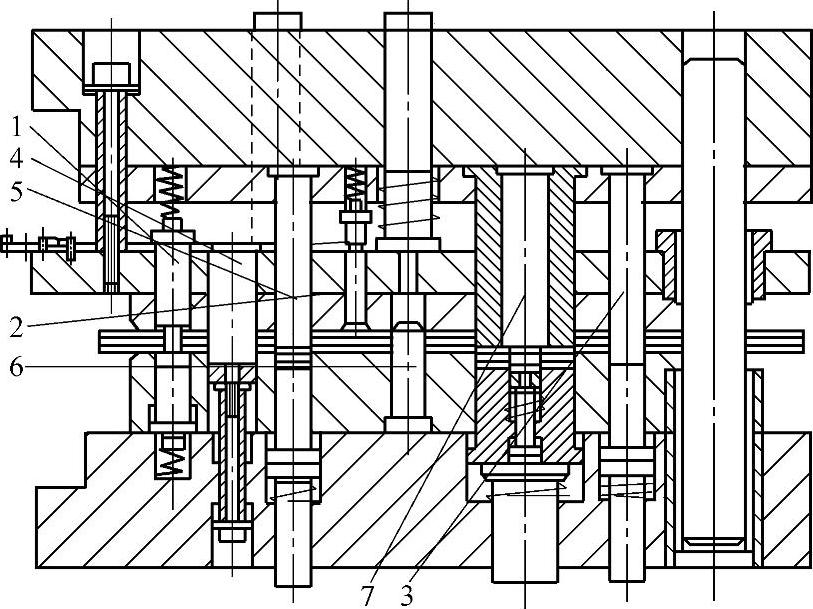
图3-8-6 级进精冲模
1—导料装置 2—挡料销 3—平衡杆 4—闭锁销 5—冲孔凸模 6—导正销 7—落料压沉孔凸模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。