



多工位级进模的侧向冲压机构主要采用斜楔滑块机构(参见本篇第1章2.7斜楔机构)。
对于侧向冲裁,当间隙很小的时候,为提高冲件质量和模具寿命,需要在凸模、凹模之间考虑增加导向和保护装置。
1.侧冲凸模的安装
侧向凸模和侧向型芯一般单独加工后,再装配到滑块上。图3-7-78为几种常用的侧冲凸模安装结构。图3-7-78a、b两种适用于圆凸模。图3-7-78c、d不仅适用于圆凸模,也适用于比较规则的异形凸模。图3-7-78e适用于各种异形凸模的安装。
2.侧冲机构的应用
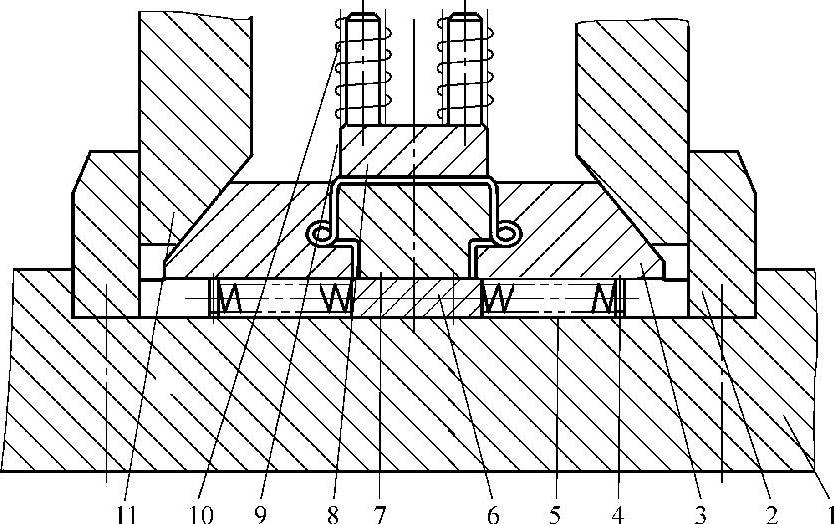
(1)双侧向同心冲裁加工 侧向冲裁如图3-7-79、图3-7-80所示,制件一般以凹模的外形定位。为便于成形条料顺利送进和套上凹模,在凹模的进料端和上端分别留有适当的导向圆角或斜角,如图3-7-81所示。侧向冲裁多工位级进模必须注意及时卸料,卸料方式有固定卸料(图3-7-79)和弹压卸料(图3-7-80)两种,卸料机构同时又起导向作用。
(2)对称弯曲件的成形侧向冲压 图3-7-82是对称侧向卷圆的典型结构。当冲程到达下死点时,斜
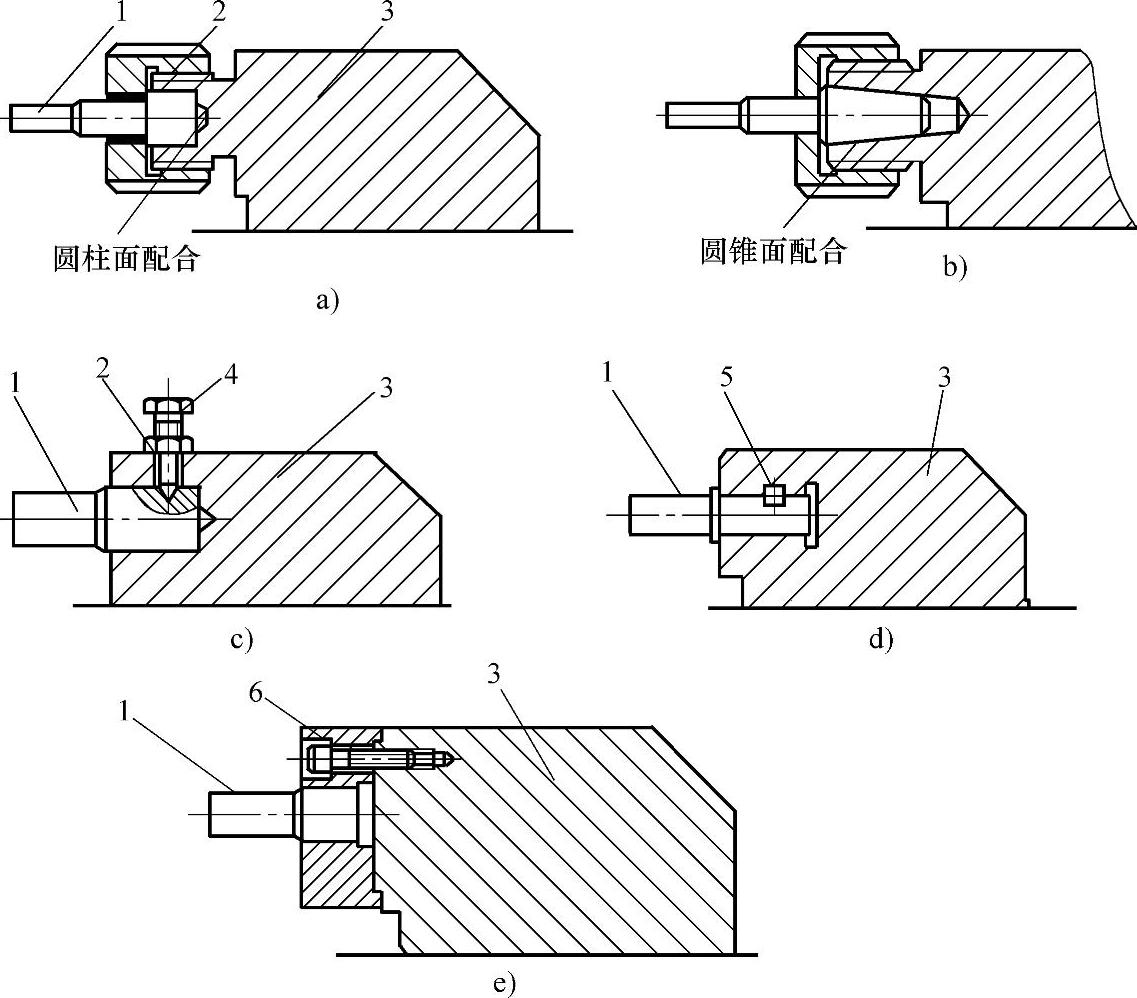
图3-7-78 侧冲凸模安装结构简图
1—凸模 2—锁母 3—滑块 4—顶丝 5—方键 6—固定板
楔推动斜滑块使制件整形。冲程回升,弹性复位,制件随条料浮顶器的推顶而浮离下模平面,以便条料送进。
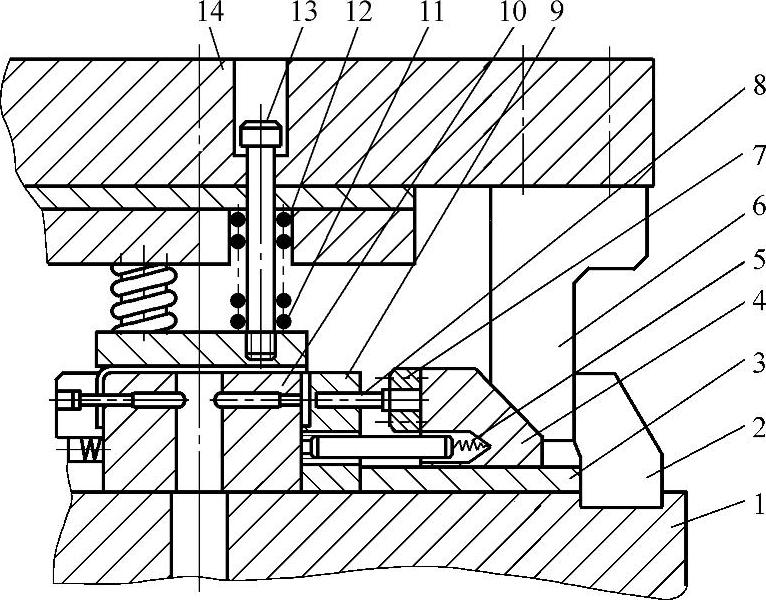
图3-7-79 侧向冲孔固定卸料结构示意图
1—底座 2—限位块 3—垫板 4—斜滑块 5、12—弹簧 6—斜楔 7—固定板 8—凸模 9—卸料板 10—凹模 11—压料板 13—卸料钉 14—上模座
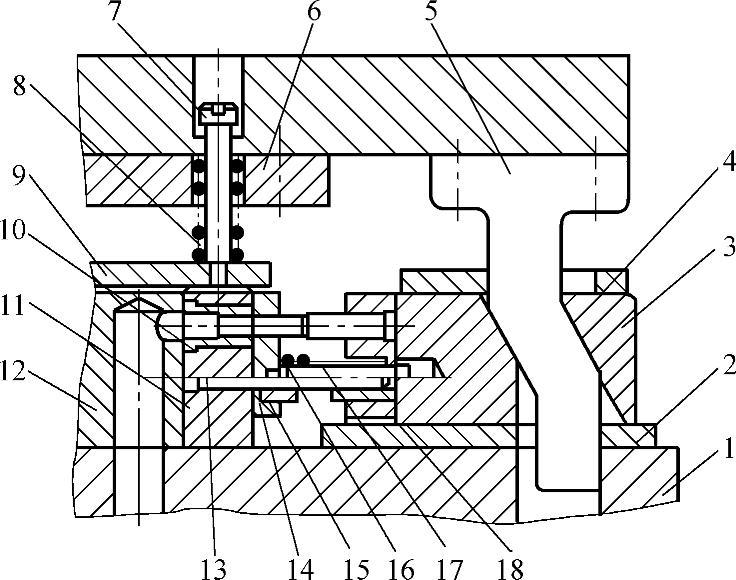
图3-7-80 侧向冲孔弹性卸料结构示意图
1—底座 2—垫板 3—滑块 4—盖板 5—斜楔 6、11、18—固定板 7、16—卸料钉 8、17—弹簧 9—压料板 10—凹模镶套 12—下模体 13—小导柱 14—小导套 15—卸料板
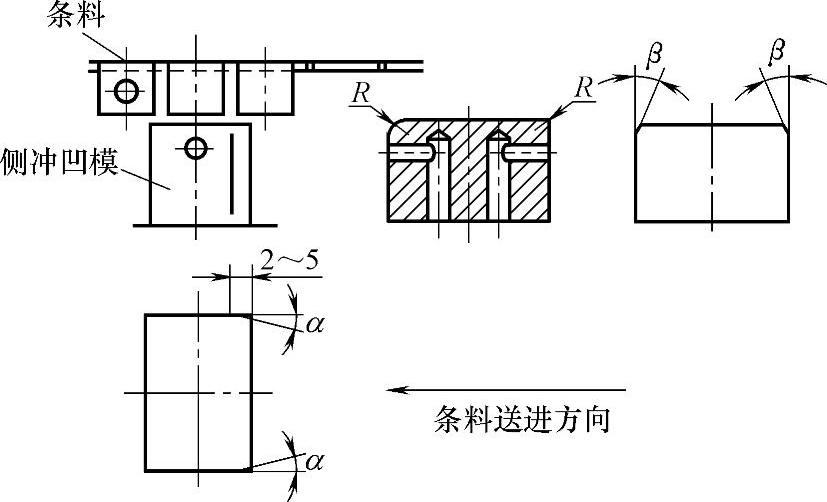
图3-7-81 侧向冲孔凹模
 (https://www.xing528.com)
(https://www.xing528.com)
图3-7-82 对称弯曲成形机构示例
1—底座 2—限位块 3—滑动模块 4—芯柱 5、10—弹簧 6—垫板 7—下模芯 8—压料板 9—卸料钉 11—斜楔
(3)侧压挤钳弯曲成形加工 图3-7-83是一弯曲件多工位级进模中的侧向弯曲成形冲压工位(D工位)模具结构简图,工件弯曲部分还要内收45°。复合型面斜楔6控制滑动模芯5和摆动凸轮块3,实现制件的侧向挤压成形。上模型芯7通过镦实垫块8对工件进行整形加工。
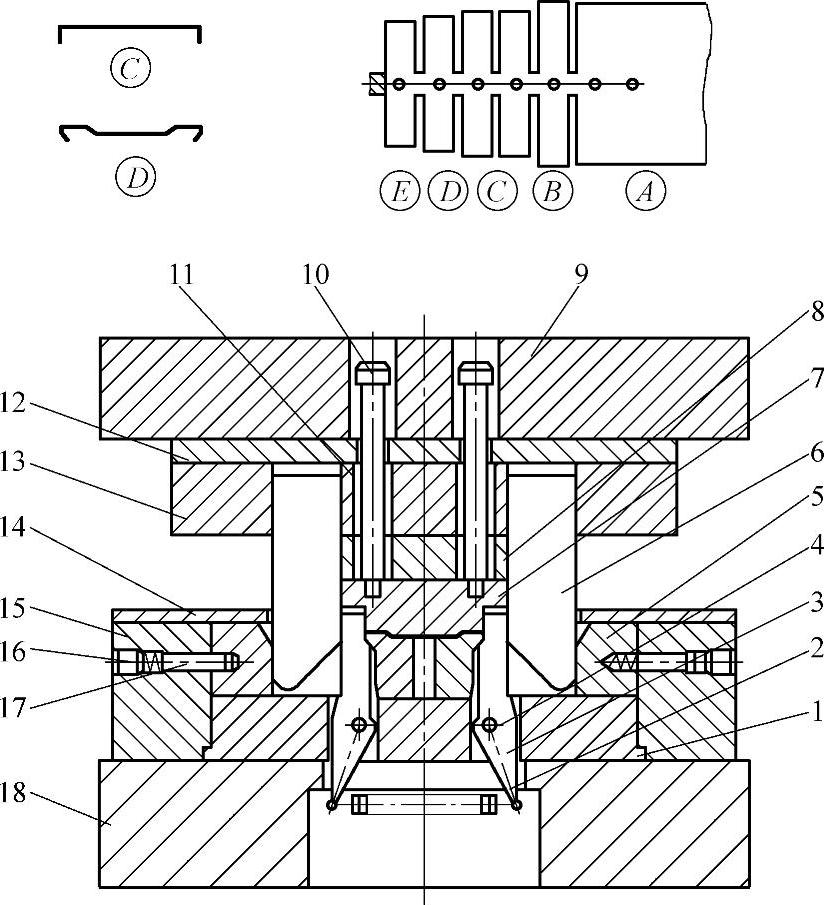
图3-7-83 侧压挤钳弯曲成型机构示例
1—支板 2—拉簧 3—凸轮块 4—小轴 5—滑动模芯 6—斜楔 7—上模型芯 8—镦实垫块 9—上模座 10—卸料钉 11、17—弹簧 12—垫板 13—固定板 14—盖板15—限位挡块 16—螺堵 18—下模座
图3-7-84是一个剪切弯曲工位的模具结构图。零件在此工位从载体上切断并弯曲成形,弹顶器11将制件顶出。
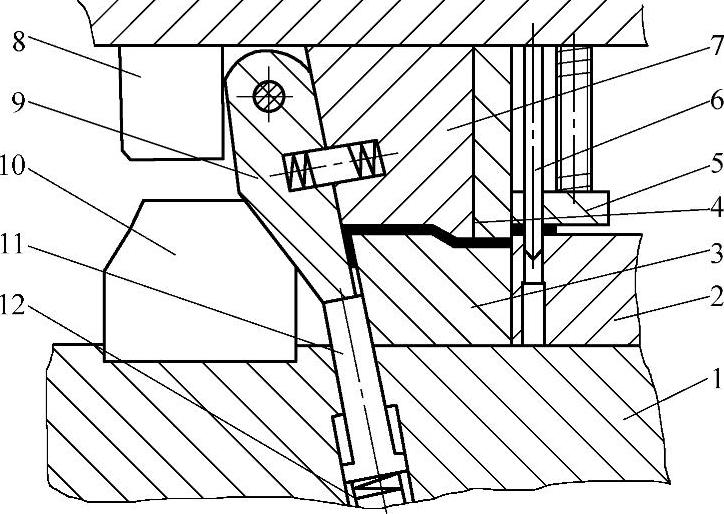
图3-7-84 弯曲压型切断侧压模具结构图
1—底座 2—切断凹模 3—压弯凹模 4—切断凸模 5—压料板 6—导正销 7—压弯凸模 8—挡块 9—压型凸轮板 10—斜楔 11—弹顶器 12—弹簧
(4)上模斜楔机构压形模 级进模中为使模具结构紧凑,常将斜楔和斜滑块都安装在上模的卸料板内。图3-7-85是单向弯曲斜楔滑块均设计在上模的一典型示例。当冲程下降时,滑动模块首先将冲件压在下模顶件器后,由于下模顶件器弹簧力F远大于上模滑动模块弹簧力Q,卸料板的弹簧力G又大于F,因此,使运动有节奏地进行。当上、下模块接触后,滑动模块9首先回升,并在斜楔8作用下作侧向运动。当滑动模块9与A面接触时,侧向运动停止。冲程继续下降,下模顶件器4被下压,工件开始进行弯曲,直至几个活动分型面镦实后,冲件即告完成。
(5)侧向抽芯机构 多工位级进模中,由侧冲机构实现对弯曲成形加工的型芯的侧面送进和抽出。侧向抽芯机构不仅要有侧向水平运动,心轴还需要同时有上下升降运动。图3-7-86是一侧向心轴提芯机构,其结构特点是:心轴和斜滑块分为两部分。心轴11在可以浮动的心轴座13上进行滑动,滑块体3的前端装上一块淬火的垫块7,对心轴进行冲击运动。心轴在心轴座的带动下,既作上下运动,又在斜滑块的冲击下作水平运动,从而满足侧向抽芯运动要求。
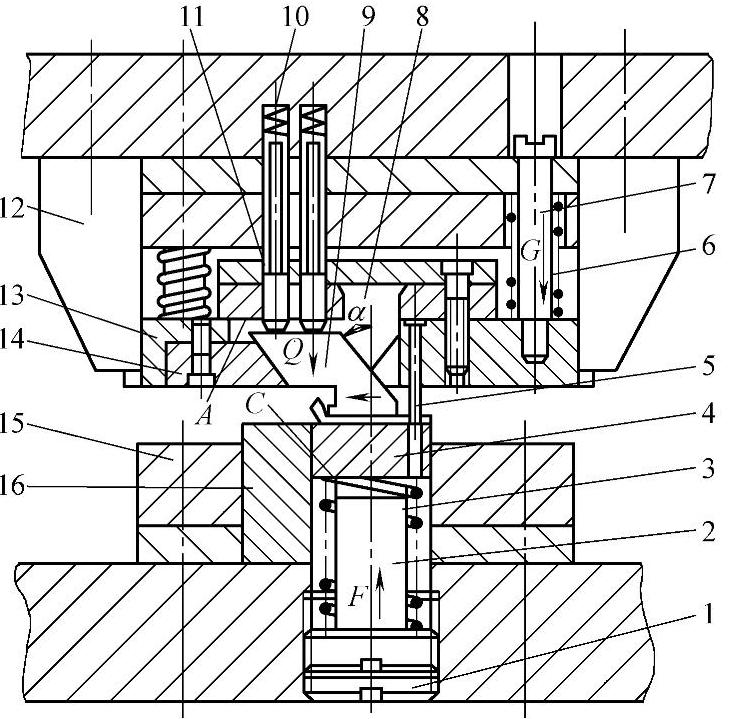
图3-7-85 单向弯曲件将斜楔斜滑块均设计在上模示例
1—螺堵 2—弹簧芯柱 3、6、10—弹簧 4—顶件器 5—导正销 7—卸料钉 8—斜楔 9—滑动模块 11—顶杆 12—导向块 13—弹压卸料板 14—斜导滑块 15—下模套 16—镶块
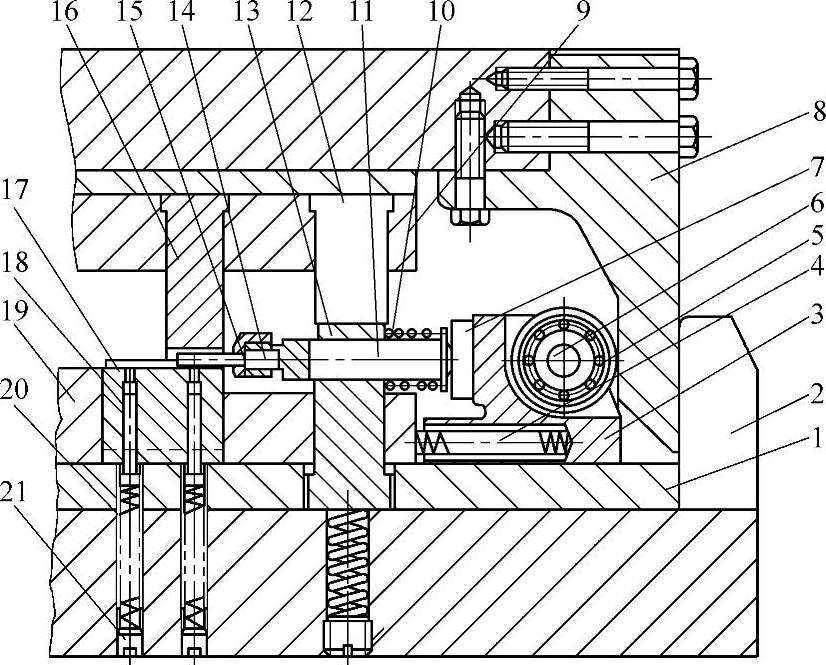
图3-7-86 侧向抽芯机构示例
1—垫板 2—挡块 3—滑块体 4、10、20—弹簧 5—轴承 6—轴 7—撞块 8—斜楔 9—固定板 11—心轴 12—压块 13—心轴座 14—轴芯 15—锁母 16—上模 17—下模 18—浮顶器 19—凹模体 21—螺堵
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。