



为了使条料通畅、准确地送进,在级进模中必须使用导料系统,导料系统一般包括:左右导料板、承料板、条料侧压机构、浮顶机构、障碍检出机构等。导料系统直接影响模具冲压的效率和精度。选用导料系统应考虑到冲压件的特点、排样图上各工位的安排、压力机冲压速度、送料形式、模具结构特点等因素,并结合卸料装置进行考虑。
1.导料板
导料板一般沿条料送进方向安装在凹模型孔的两侧,对条料进行导向。具体结构见本篇第1章1.3.5节。
为了导料方便,一般在进料端都有较大的圆角或较小的斜角,导料板长度大于凹模长度以使导料准确,在导料板前端的下面装有托料板以托住条料平稳送进。导料板常采用优质钢并经淬硬处理。
对于用侧刃挡块的级进模,导料板上要压入淬火的挡料镶块,如图3-7-68所示。
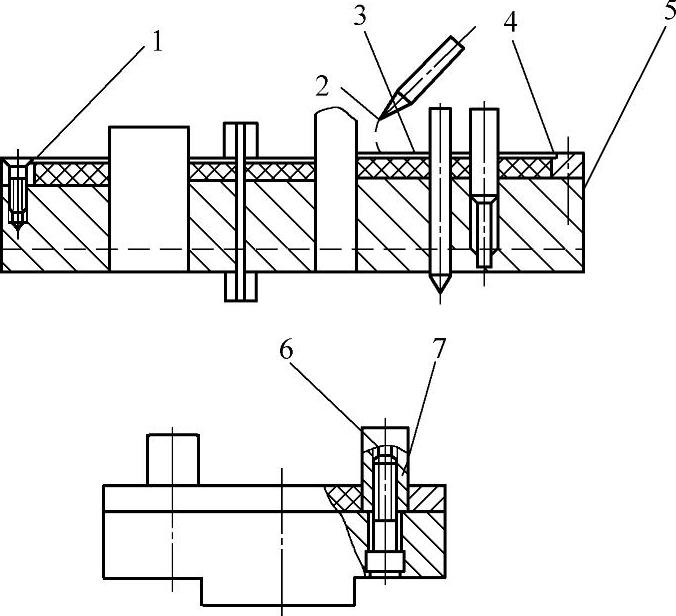
图3-7-67 卸料装置润滑示意图
1—沉头螺钉 2—油枪 3—存油毡垫 4—油垫围框 5—卸料板 6—卸料钉 7—螺钉
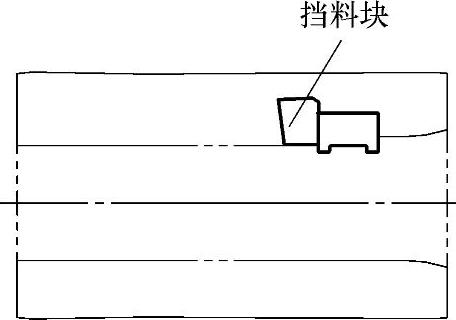
图3-7-68 带侧刃挡块的导料板
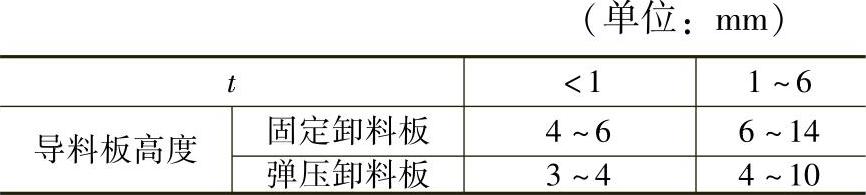
对于冲裁级进模,导料板高度可参考表3-7-7确定。
表3-7-7 冲裁连续模导料板高度
JB/T 7648.5—2008给出了导料板及挡料块的标准系列尺寸。
多工位级进模采用双侧载体或单侧载体排样时,导正销孔一般设计在条料载体上。因此在设计带台式导料板时,应在导料板上让出导正销躲让口,否则导正销就无法起作用,如图3-7-69所示。
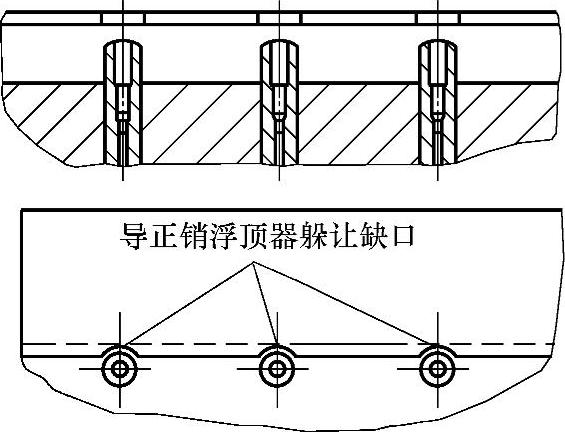
图3-7-69 带台导料板对相应浮顶器设置躲让缺口
2.条料侧压装置
侧压装置的作用是提供适当的侧压力,使条料沿着主导板的导向基面直线送进。
侧压装置类型见表3-1-25。当采用侧压装置时,应考虑其是否会妨碍条料连续送进。如果冲压零件材料极薄、材质较软,采用侧压装置时必须慎重。一般在料厚(t)和料宽(B)之比满足以下条件可以使用:
对于软质材料:
对于一般材料:
对于硬质材料:
3.条料浮顶器
对于包含弯曲、拉深等成形工序的级进模,在冲压过程中,卸料时工序件会落在凹模面之下的模腔内,浮顶器的作用就是将条料提升到一定高度,以保证连续冲压时,条料顺畅送进。浮顶器的提升高度取决于制品的最大成形高度,具体尺寸参数见图3-7-70所示。
条料浮顶器与带台式导料板配合使用构成多工位级进模的导料系统。
在导正销的对应位置设置套式浮顶器,可起到对导正销的保护作用(图3-7-71)。
(1)浮顶器的种类
1)普通浮顶销,如图3-7-72所示。其中图3-7-72c是较常用的一种浮顶销。普通浮顶销只起托顶条料浮离凹模平面的作用,因此可以设在任何位置,但应注意尽量设置在靠近成形部分的材料平面上,浮顶力大小要均匀、适当。
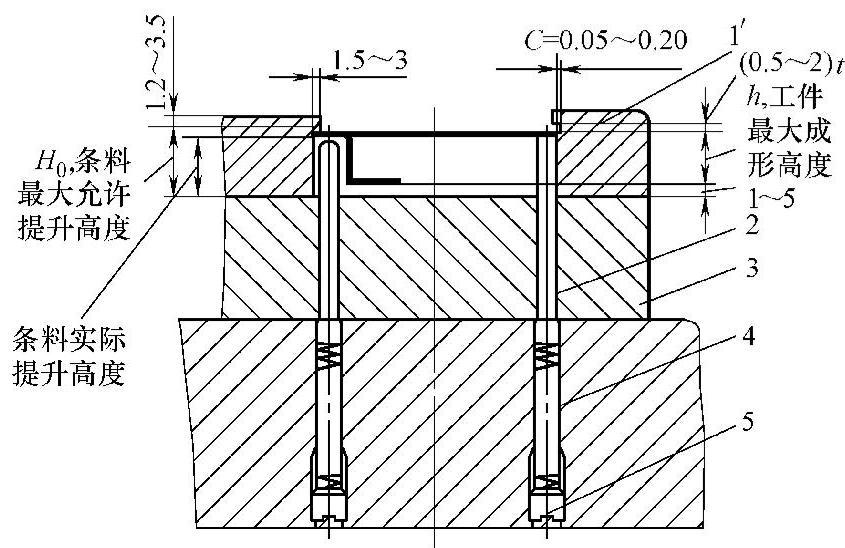
图3-7-70 条料顶出后在导料板内相互关系(https://www.xing528.com)
1—带台式导料板 2—条料浮顶销 3—凹模 4—弹簧 5—螺塞
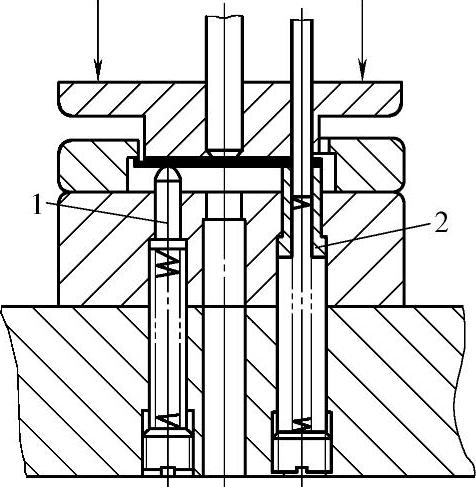
图3-7-71 浮动送料结构示意图
1—浮顶销 2—套式浮顶器
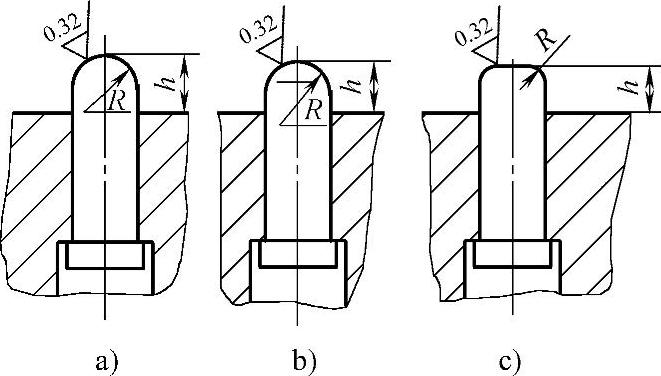
图3-7-72 圆柱形浮顶器
2)套式浮顶销。套式浮顶销设置在导正销的对应位置,对导正销起保护作用,如图3-7-73所示。套式浮顶销与凹模取H7/h6或H7/h5配合,其内孔与导正销之间有很小的间隙。套式浮顶销外形尺寸见表3-7-8。
3)导料浮顶销。有些特殊模具(如带有侧向冲压)的全长或局部,不适合采用导料板时,可以在凹模的工作型孔两侧(或一侧)平行于送料方向装有带导向槽的条料浮顶销,简称导料浮顶销,如图3-7-74所示。
表3-7-8 浮顶销系列尺寸 (单位:mm)

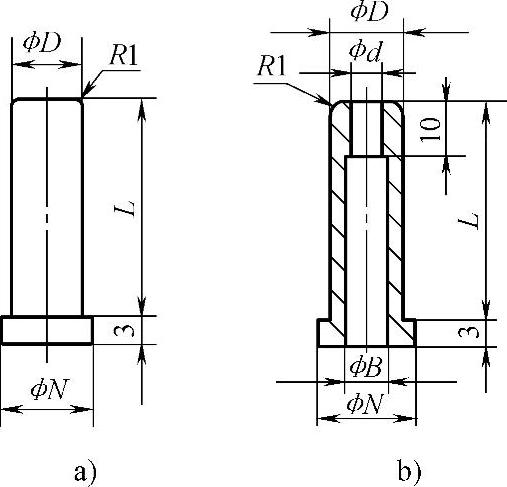
图3-7-73 套式浮顶销
(2)条料浮顶销的设置要求
1)保证条料送进平稳、可靠,浮顶销应均衡对称布置,其露出凹模的高度应当一致。浮顶销之间的间距不宜太大,以免条料波浪送进,如图3-7-75所示。
2)当条料分段切除以后,在条料不连续面上应当避免设置浮顶销。
3)在条料薄弱部位应避免设置浮顶销,以免造成制件的变形。
4)对于已经开始立体成形的部位,不能再设置浮顶器,以防阻碍条料送进。
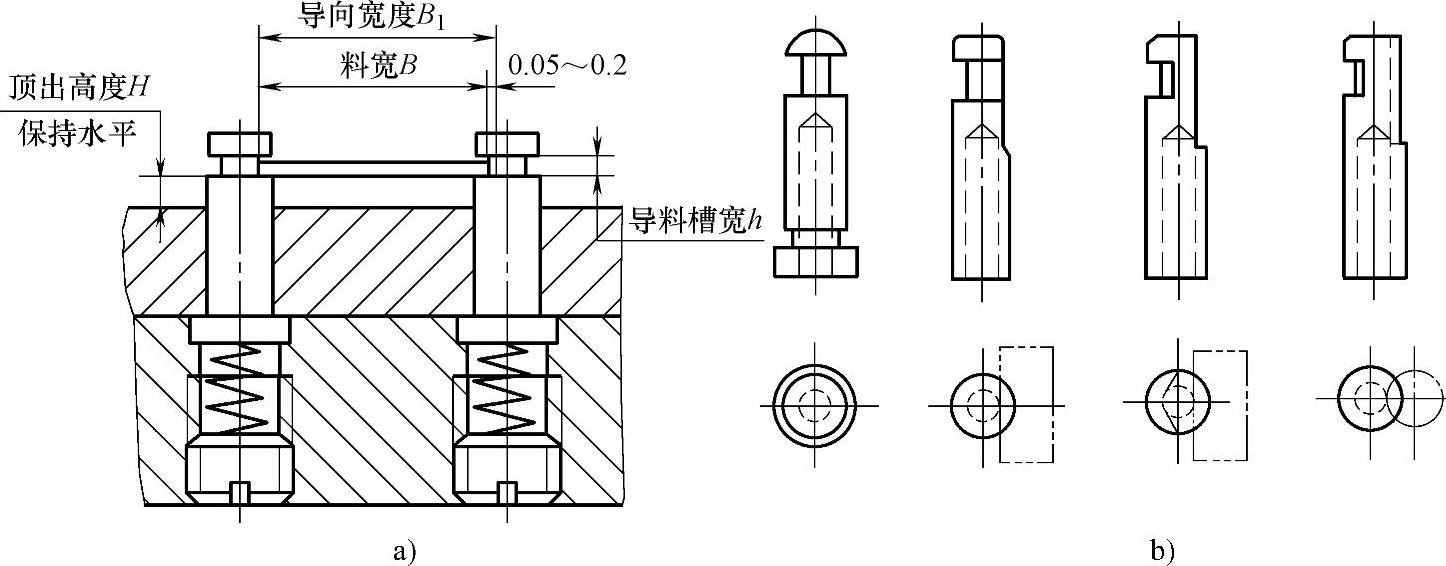
图3-7-74 导料浮顶销
a)自由状态下的导料浮顶销 b)导料浮顶销的类型
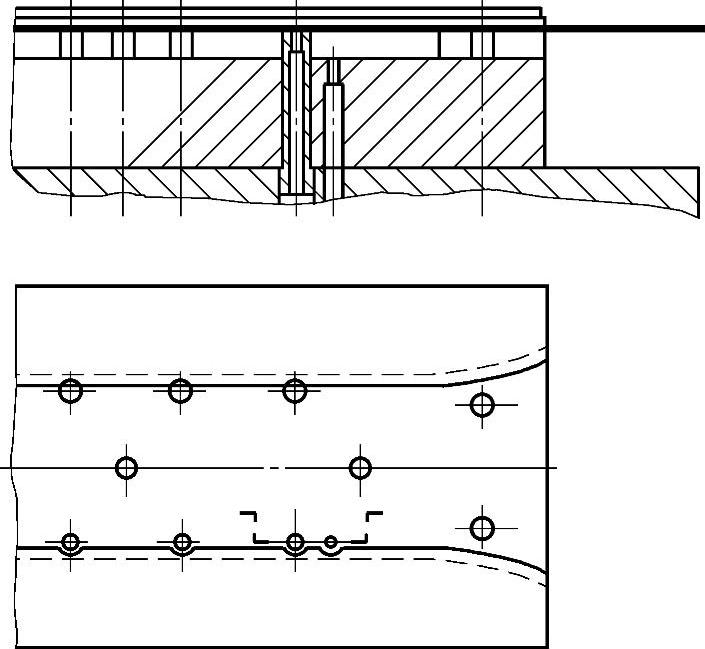
图3-7-75 浮顶销设置示意图
5)条料浮顶销对条料的送料导向是属于点接触间断性的,所以对条料的宽度精度和两侧的平直度(俗称镰刀弯)要求较高,否则会使送料产生较大误差。hmin=1.5mm,如图3-7-76所示。
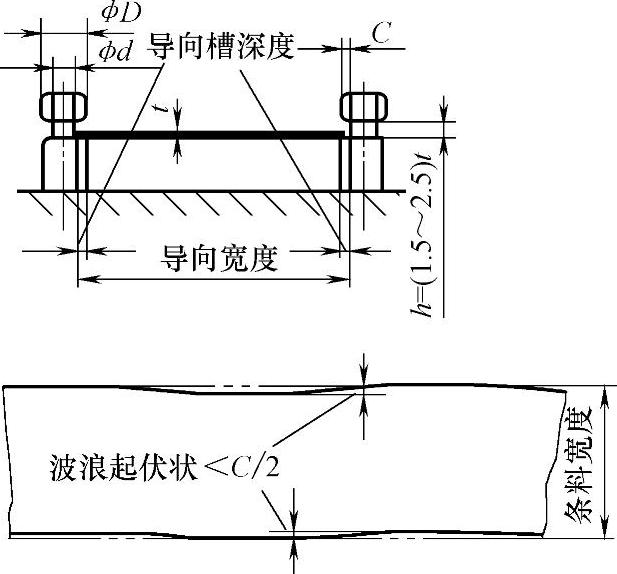
图3-7-76 浮顶销槽深与条料宽度公差的要求
6)卸料板上对应躲让沉孔深度与导料浮顶销头部有关尺寸要相适应,详见图3-7-77所示。其中图3-7-77a为正常工作位置及有关尺寸代号;图3-7-77b表示卸料板沉孔太浅,将边料向下弯曲或切断;图3-7-77c表示卸料板沉孔太深,使边料往上变形。
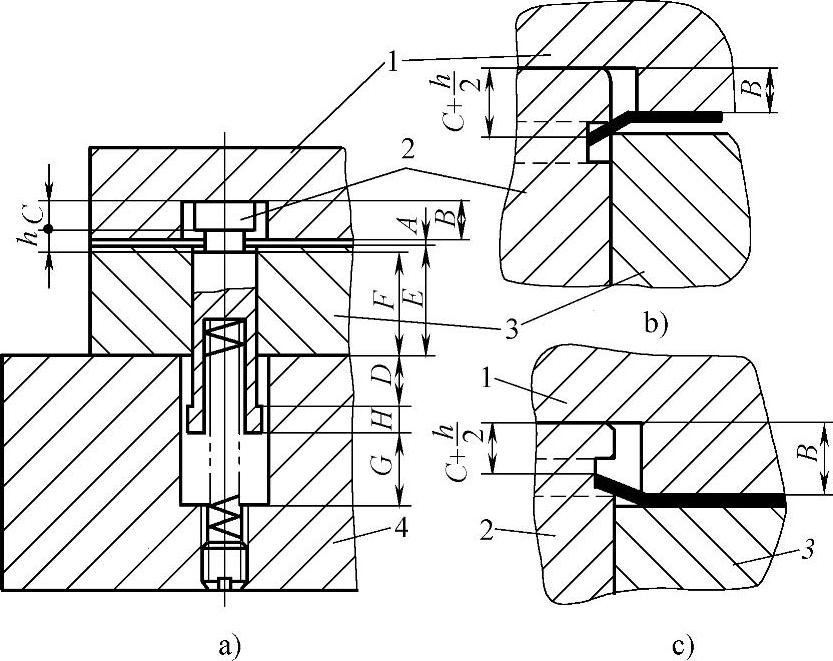
图3-7-77 导料杆的头部与卸料板沉孔深度之间关系
A—卸料板底平面至导料槽中心距离 B—卸料板沉孔(指空让导料杆头部凹平孔)深度 C—导料杆头部高度 D—导料杆活动量 E—凹模厚度+1/2料厚 F—凹模厚度 G—导料杆底面的最小留量 H—台阶量 h—导料杆的导向槽宽度
1—卸料板 2—导料杆 3—凹模 4—下模座
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。