



级进模的定距方式有挡料销定距、侧刃定距、导正销定距及自动送料机构定距四种类型。其中挡料销的形式及应用参见本篇第1章1.3.1挡料销。为了提高定位精度可以将两种或两种以上定距方式联合使用。很多级进模采用自动送料机构或侧刃作粗定距,导正销作精定距的组合定位方式,但必须保证粗、精定距互不干涉。此时侧刃长度应大于步距0.05~0.1mm,以便导正销导入孔时一条料略向后退。在自动冲压时可不用侧刃,条料的定位与送进靠导料板,导正销和送料机构来实现。
在设计模具时,作为精定位的导正孔,应安排在排样图中的第一工位冲出,导正销设置在紧随冲导正孔的第二工位,第三工位可设置检测条料送进步距的误送检测凸模。
1.侧刃
侧刃定距是在条料的一侧或两侧冲切定距槽,定距槽的长度等于步距长度。其定距精度比挡料销定距高。在多工位级进模中,通常以侧刃作粗定位,以导正销作精定位,可获得良好的定距效果。
侧刃定距既适合于手工送料,也适合于自动或半自动送料。
侧刃的形式很多,使用效果也有所不同。
(1)以侧刃孔的形状区分
1)平式侧刃,如图3-7-49a、b所示。形状简单,但其刃边变钝后,易使带料冲裁后产生毛刺(图3-7-50a),影响送料定位精度,适用于冲料厚1.5mm以下,且要求不高的一般制件。
2)凹式侧刃,如图3-7-49c、d所示。因刃边变钝而产生的带料上的毛刺,通常是藏在带料被冲去的缺口内(图3-7-50b),不影响送料精度,所以定位精度较前者高。常用于冲料厚0.5mm以下,且要求较高的制件。凹式侧刃又分为A、B两种,A型适合于大步距(一般大于12mm),B型适合于小步距。在高速连续作业的情况下最好采用B型。
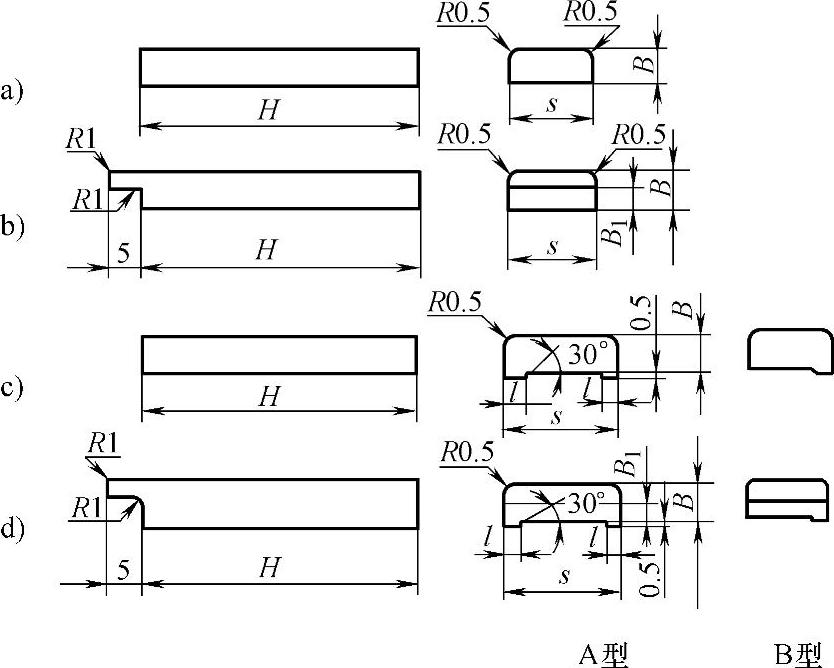
图3-7-49 侧刃凸模的种类与结构
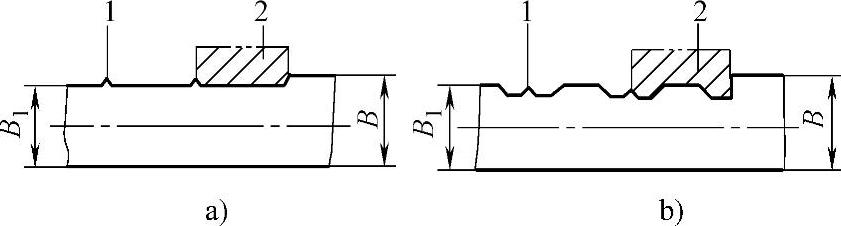
图3-7-50 侧刃刃边变钝后产生毛刺的情况
1—毛刺 2—侧刃
3)尖角侧刃。如图3-7-51中零件2所示,侧刃只在条料边缘上冲出一缺口,在下一工步中由挡块进入此缺口进行定位。它无需在条料侧边增加工艺材料,对冲制贵重金属材料节约用料很有意义。但操作不如前者方便,送料要左右移动,保证挡块紧贴料边定位可靠。
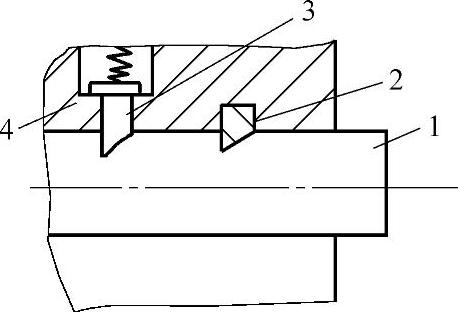
图3-7-51 尖角侧刃的应用
1—条料 2—侧刃 3—挡块 4—侧面导板
(2)以侧刃凸模进入凹模孔的状态区分
1)直入式侧刃,如图3-7-49a、c所示。它只适合于t<1.2mm板料冲压。由于刃口面为平面,制造和刃磨方便。但在冲厚料时,因单边受力,侧向力较大,使侧刃不能保持正确位置。
2)导入式侧刃,如图3-7-49b、d所示。由于在刃口面后侧长出一小段,在冲裁前先进入凹模导向,克服冲裁时产生的侧向力,定位效果较好,但制造和刃磨时较麻烦,如图3-7-52所示。
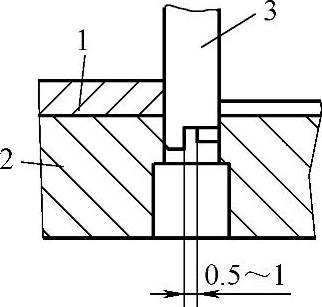
图3-7-52 导入式侧刃的应用
1—挡块 2—凹模 3—侧刃
(3)成形侧刃 成形侧刃就是将零件某局部的成形面与侧刃槽结合起来设计,可单侧或双侧设置。
侧刃的尺寸可参考GB/T 7648.1—2008。
2.导正销(https://www.xing528.com)
导正销是级进模中应用最为普遍的定距方式。采用此方式需要与其他辅助定距方式配合使用,如采用导正销与侧刃或自动送料机构联合定距。
(1)导正销工作直径与导正销孔径的关系 导正销的工作直径可参照冲导正销孔的凸模直径确定,参见表3-7-5。
表3-7-5 导正销直径
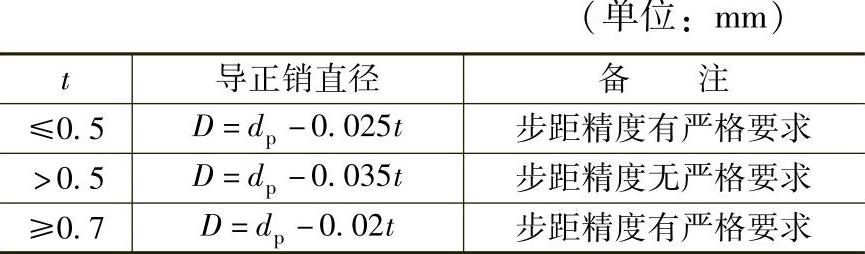
注:dp为冲导正孔凸模直径。
(2)导正销的种类 参见本篇第1章1.3.3导正销。
(3)导正销的安装 几种常见的导正销安装形式如图3-7-53所示,主要有三种:
1)直接安装在凸模上,如图3-7-53中a,很少采用。
2)直接安装在卸料板上,如图3-7-53中b,很少采用。
3)直接安装在固定板上,如图3-7-53c~g五种,较常采用。
图3-7-53中c,导正销采用H7/n6与固定板配合,导正销直径偏大(ϕd>5mm)。这种形式用于不常拆卸的情况。
图3-7-53中d、e导正销与固定板均采用H7/h6配合,而图3-7-53中f导正销与卸料板用H7/h6配合,与固定板间有较大的间隙。图3-7-53中g属于细长的导正销的安装方式,有一保护套与固定板、卸料板采用H7/h6配合,导正销与保护套用H7/h5配合。这四种导正销便于更换、维修和刃磨。
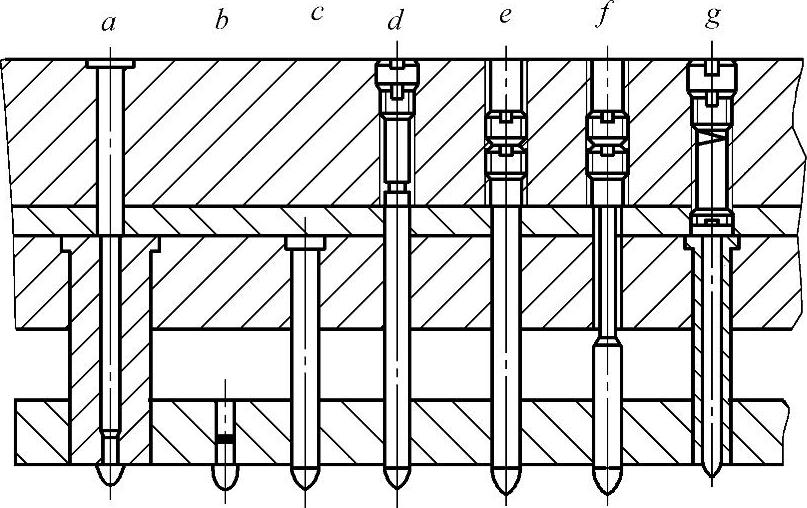
图3-7-53 导正销安装形式
导正销与各部分的配合关系,参看图3-7-54。
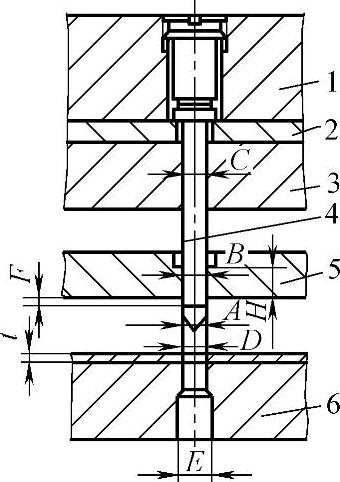
图3-7-54 导正销与有关零件配合关系示意图
1—上模座 2—垫板 3—固定板 4—导正销 5—卸料板 6—凹模
图中相互关系为:
A与B:H7/h6或H7/h5配合;
A与C:H7/n6配合,若卸料板有辅助导向装置,则A与C之间可采用H9/f9配合。B、C两件应同时加工,保证严格同心;
A与D:有严格要求时,D孔与A采用H7/k6配合,一般要求时,D=A+(0.03~0.12)mm;
D与E之间:E=D+(0.2~0.4)mm;
F长度:F=(0.8~1.2)t;
H长度:H=(1.5~2)D。
为防止导正销带起条料,影响条料正常送进,可在导正销头附近设置弹顶器,如图3-7-55所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。