



复合模的卸料装置形式与单工序模具相同。与单工序模不同,正装式复合模的冲孔废料嵌在上模的凸凹模内,必须通过推件装置将废料打下。推件装置的形式随制件的形状不同而不同,倒装式复合模工作时制件嵌在上模部分的凹模中。推件装置须根据制件形状设计,复合模推件装置的结构形式与特点见表3-6-3。
表3-6-3 复合模推件装置的结构形式与特点

(续)

为使推件力分布均匀,将打杆的一点力分为几点力,就需要推板作为过渡。推板通过推杆,将力均匀地传递到推件块上,使推件块平稳地将制件推下。
推板的形状按制件的形状来设计,既要推杆(着力点)少,又要能平稳地推下制件,且不能因推板而过多地削弱模柄或上模座的强度。常用的推板形状参见图3-1-8。
推板厚度可根据推件力的大小和推件块的形式来决定,一般不应小于5mm。推件装置的设计参见本篇第1章1.4卸料与推(顶)件装置,同时应注意以下几点:
1)推杆应能使推件块有效地推下制件,但不可太长,避免在压力机滑块行程的下死点推板或推件块的上平面与模具其他零件接触而受力,合理的设计应保证留有一定的间隙e(图3-6-2)。
2)推件装置要有足够的位移量,一般应在上模接近上死点之前就完成推件动作。

图3-6-2 推杆的长度要求(https://www.xing528.com)
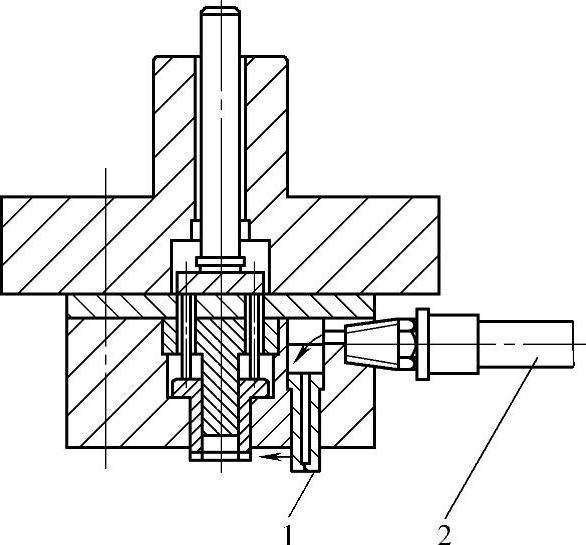
图3-6-3 使用压缩空气吹走制件 1—喷嘴 2—气管
3)有气源的车间,应尽量利用压缩空气将制件吹离模具工作区(见图3-6-3)。如果推件块有足够位置,应安装弹簧顶销,以方便压缩空气从工件和推件块之间吹过,如图3-6-4所示。也可在推件块上开孔,见图3-6-5:压缩空气一路从推件块中通过,使制件与推件块分离;另一路压缩空气将制件吹走。
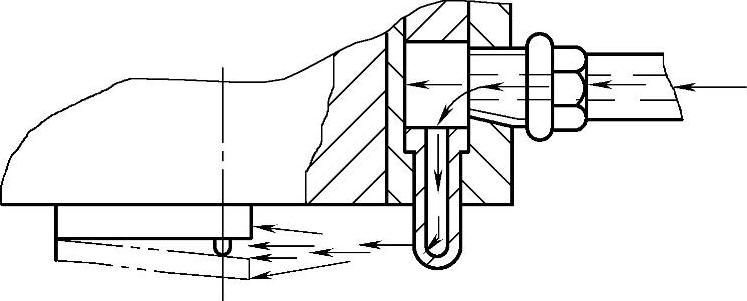
图3-6-4 推件块上安装弹簧顶销
因结构原因不能在推件块上安装弹簧顶销或开气孔时,可在推件块上开通气槽以利于压缩空气将制件与推件块分离(图3-6-6)。

图3-6-5 在推件块上开气孔
1—通气槽 2—气塞 3—模块 4—喷嘴 5—制件 6—推板

图3-6-6 推件块上的通气槽
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。