



【摘要】:图3-5-15为筒形件腰部胀形模,筒形件毛坯放置在顶件板5上,靠下模3定位。图3-5-15 筒形件腰部胀形模1—凸模 2—上模 3—下模 4—推件块 5—顶件板图3-5-16为电子管罩胀形模,此模具的凹模2和凸模3均为两瓣拼合而成,筒形件毛坯放在定位板1上。压力机滑块下行时凸模3插入筒形件毛坯内。当限位柱9接触凹模2上端面时,芯模10进入凸模3下端孔内,将凸模3张开,对毛坯进行胀形。
图3-5-15为筒形件腰部胀形模,筒形件毛坯放置在顶件板5上,靠下模3定位。上模下行时,凸模1头部插入筒形件毛坯内,其凸缘端面与毛坯口部接触后,使筒形件毛坯侧壁受压力作用而产生变形,最终形状由合模后上、下模2和3的内腔形状决定。
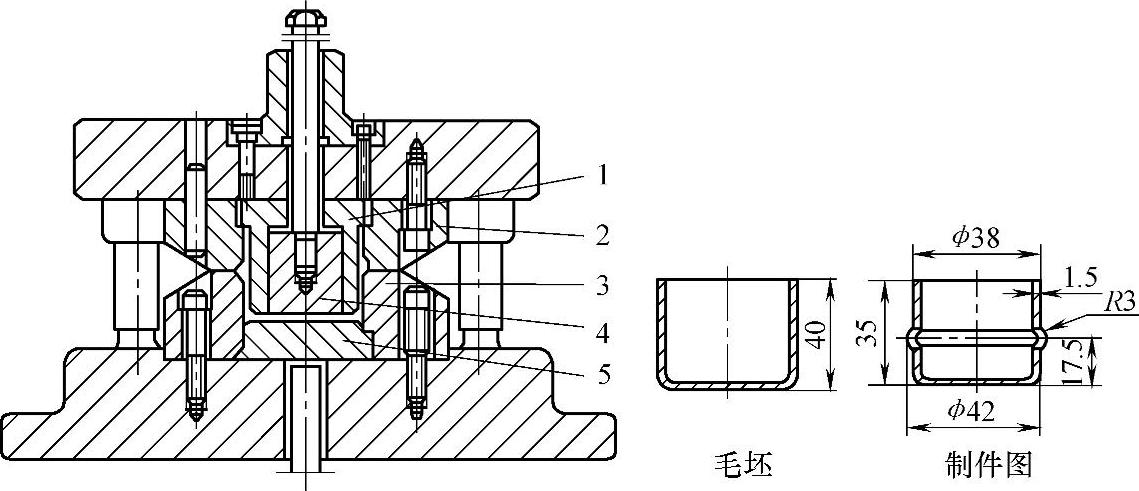
图3-5-15 筒形件腰部胀形模
1—凸模 2—上模 3—下模 4—推件块 5—顶件板
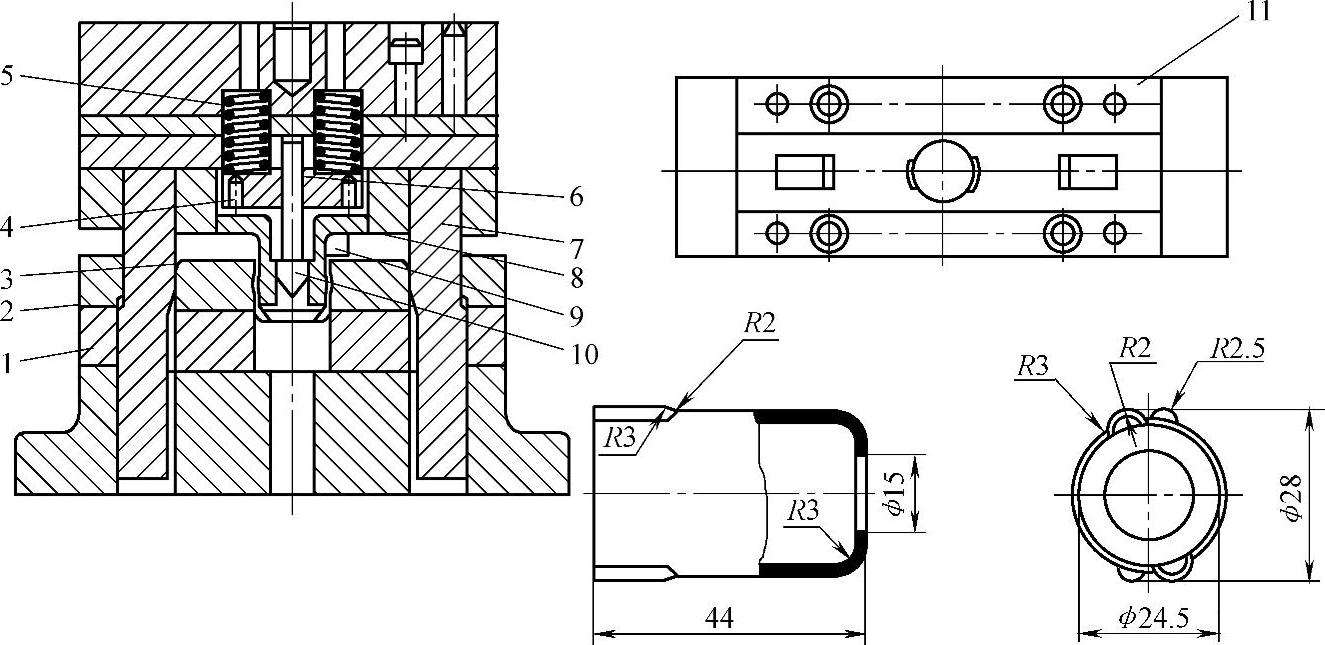
图3-5-16为电子管罩胀形模,此模具的凹模2和凸模3均为两瓣拼合而成,筒形件毛坯放在定位板1上。压力机滑块下行时凸模3插入筒形件毛坯内。同时斜楔7使凹模2合拢。当限位柱9接触凹模2上端面时,芯模10进入凸模3下端孔内,将凸模3张开,对毛坯进行胀形。工作完毕,上模上行,斜楔提升,凹模左右张开至原位。芯模升至凸模上端孔内,凸模下端缩拢。
图3-5-17为扩口模,毛坯放在卡爪2上用凸模3定位。模具工作时,三个卡爪2在环形楔1的作用下,向中心移动合成闭合环(卡爪2由螺钉7与花盘5相连接,其上椭圆槽允许卡爪2作径向移动),毛坯颈部在凸模3上圆角的作用下逐渐扩开,当压力机滑块降到下死点时,花盘5与下模座4相碰以矫正凸缘。压力机滑块上升时,卡爪2在弹簧6的作用下扩开,退至原位。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-5-16 电子管罩胀形模
1—定位板 2—胀形凹模 3—胀形凸模 4、5—弹簧 6—上模体 7—斜楔 8—销 9—限位柱 10—芯模 11—导轨
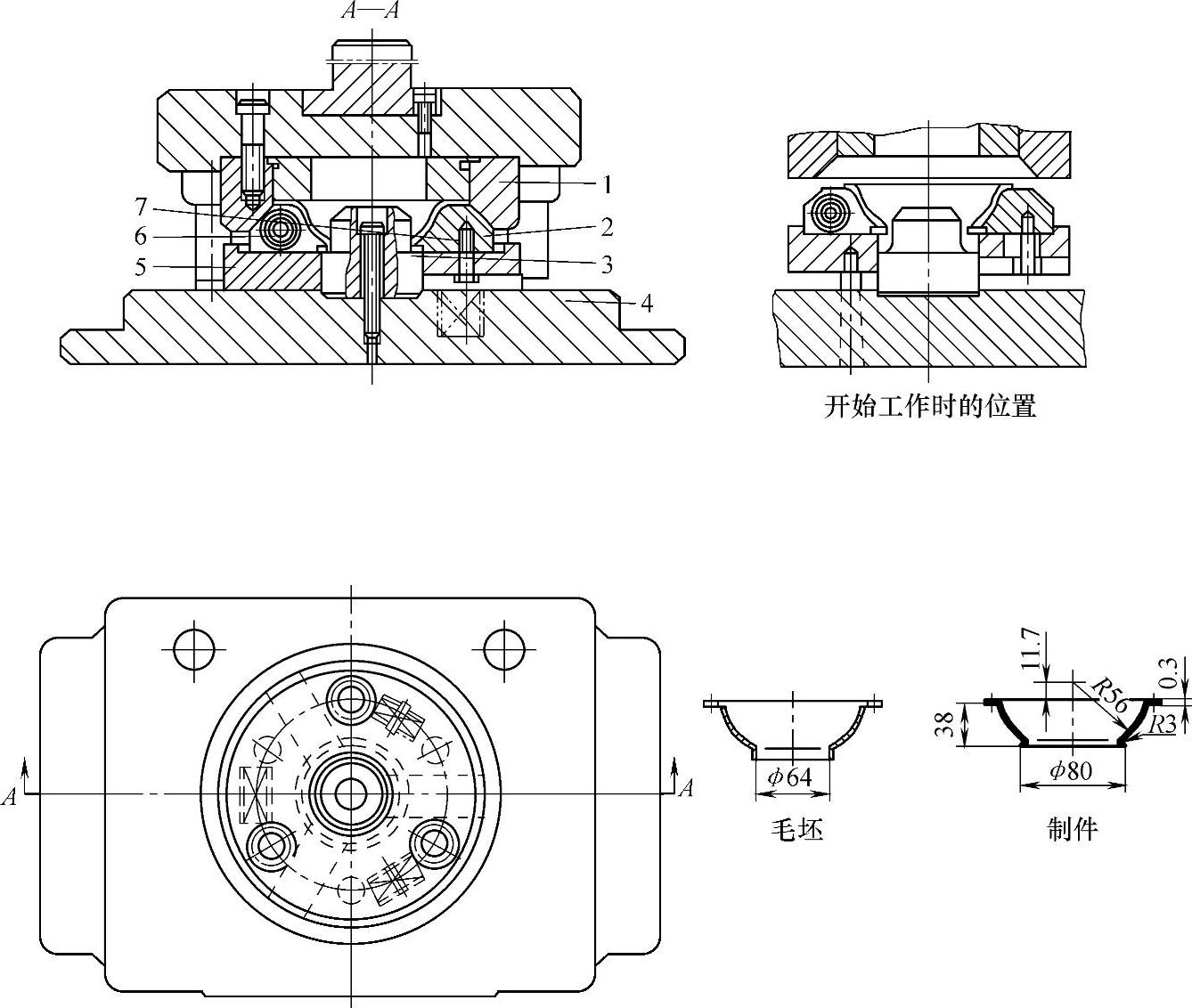
图3-5-17 扩口模
1—环形楔 2—卡爪 3—凸模 4—下模座 5—花盘 6—弹簧 7—螺钉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。