



1.模具结构
翻边模的结构与拉深模相似。设计时,平底凸模的圆角半径rp应尽可能大,凹模圆角对翻边成形影响不大,可按零件圆角确定。图3-5-1为常用圆孔翻边凸模的形状和尺寸。翻孔前进行预拉深的拉深凸模和同时冲孔及翻孔凸模的圆角半径应尽可能用较大的数值,但不应超过R=(D-d-t)/2。
2.翻边凸模与凹模之间的间隙
用平头凸模进行翻边时,侧壁有成为曲面的可能,若零件对竖边垂直度有要求,翻边凸、凹模之间的单边间隙可取为(0.75~0.85)t,使直壁稍微变薄,以保证翻边后的竖边成为直壁。如若翻边件的圆角半径很大,竖边高度很小,其目的是为了减轻质量,增加结构的刚性时,可取单边间隙为(4~5)t0,翻边力可降低30%~35%。若零件对翻边后的竖边垂直度无要求,应尽量取较大的凸、凹模间隙。
小的圆角半径和高的竖边的翻边,仅仅应用在螺纹底孔或与轴配合的小孔的翻边,此时单边间隙C=0.65t。
凸模凹模的间隙也可按表3-5-1选取。
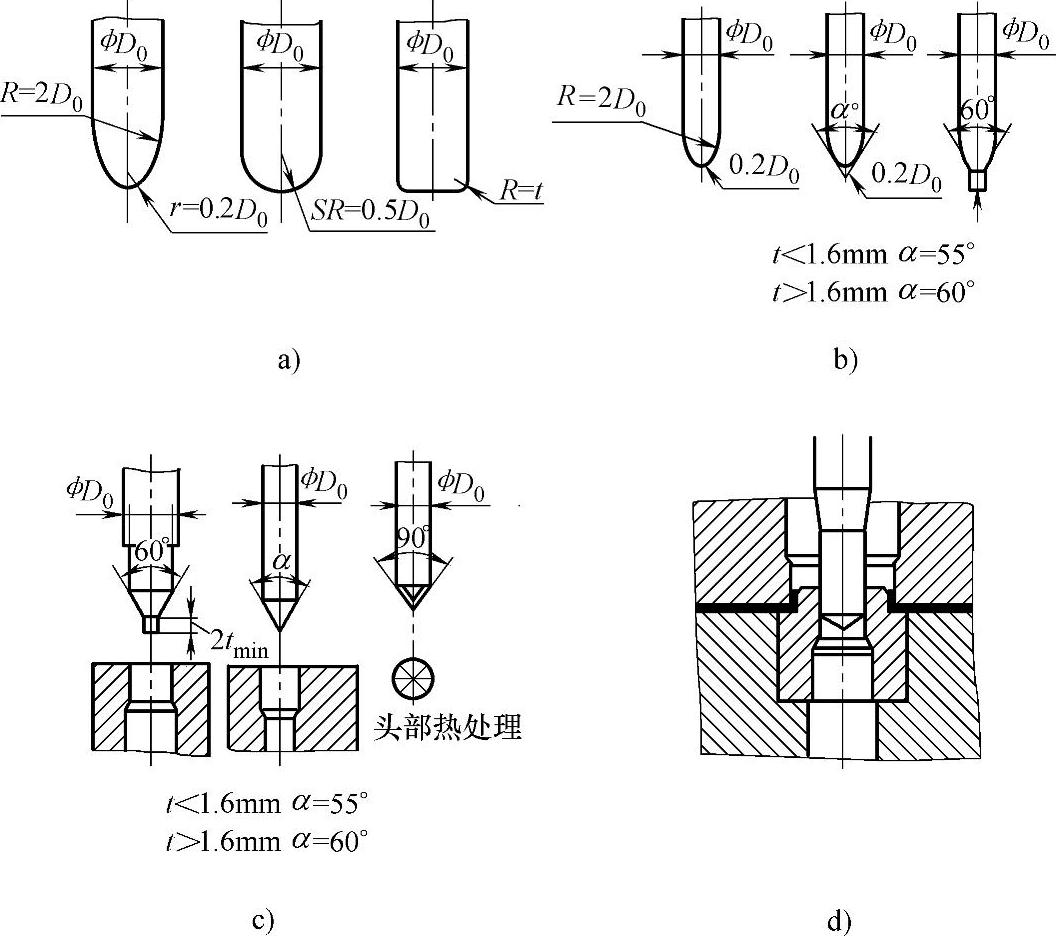
图3-5-1 常用圆孔翻边凸模的形状和尺寸
a)有预制孔的翻边 b)有预制孔的小孔翻边 c)小孔用穿孔翻边凸模 d)冲孔翻边复合模
表3-5-1 翻边时凸模和凹模的单边间隙 (单位:mm)

图3-5-2所示为内孔翻边模,其结构与拉深模基本相似。图3-5-3所示为内、外缘同时翻边的模具。
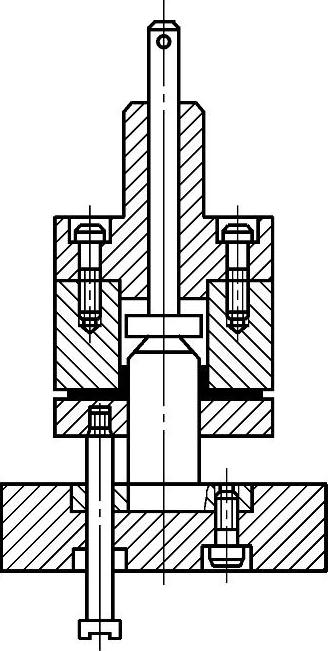
图3-5-2 内孔翻边模
凸凹模8与落料凹模4均固定在固定板7上,以保证同轴度。冲孔凸模2压入凸凹模内,并以垫片10调整它们的高度差,以此控制冲孔前的拉深高度,确保翻出合格的零件高度。该模具的工作顺序是:上模下行,首先在凸模1和凹模4的作用下落料。上模继续下行,在凸凹模1和凸凹模8相互作用下将坯料拉深,缓冲器的力通过顶杆6传递给顶件块5并对坯料施加压料力。当拉深到一定深度后由凸模2和凸凹模8进行冲孔并翻边。当上模回升时,在顶件块5和推件块3的作用下将工件顶出,条料由卸料板9卸下。
图3-5-5为固定套翻边模,模具采用倒装结构,使用大圆角圆柱形翻边凸模,工件预冲孔套在导正销上定位,压边靠压力机标准弹顶器压边,工件若留在上模由顶出器打下,选用侧滑动导向模架。
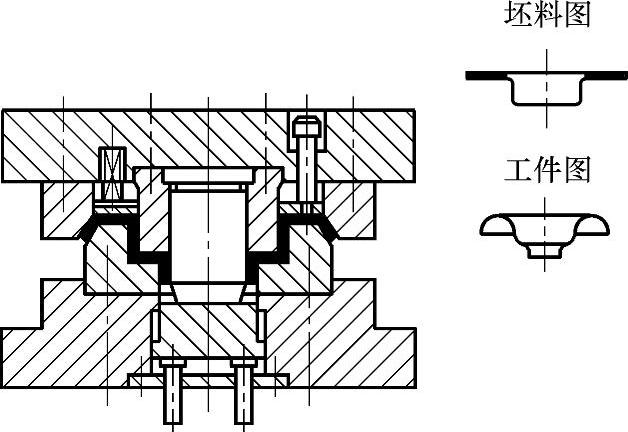
图3-5-3 内外缘翻边模
图3-5-4 所示为落料、拉深、冲孔、翻边复合模。
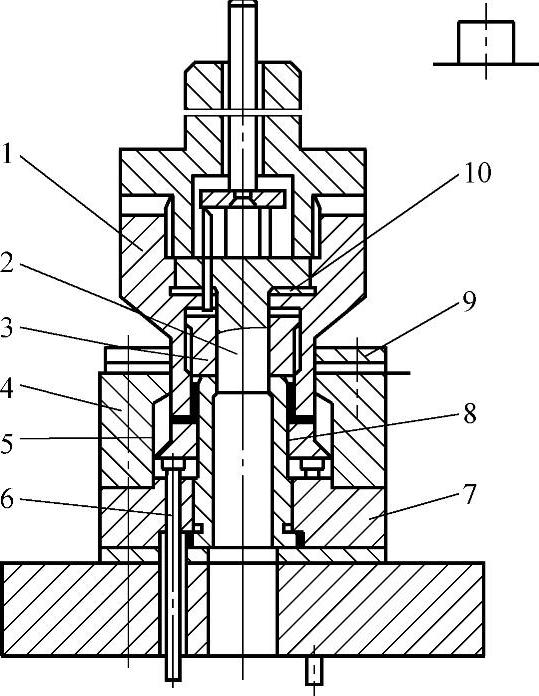
图3-5-4 落料、拉深、冲孔、翻孔复合模
1、8—凸凹模 2—冲孔凸模 3—推件块 4—落料凹模 5—顶件块 6—顶杆 7—固定板 9—卸料板 10—垫片(https://www.xing528.com)
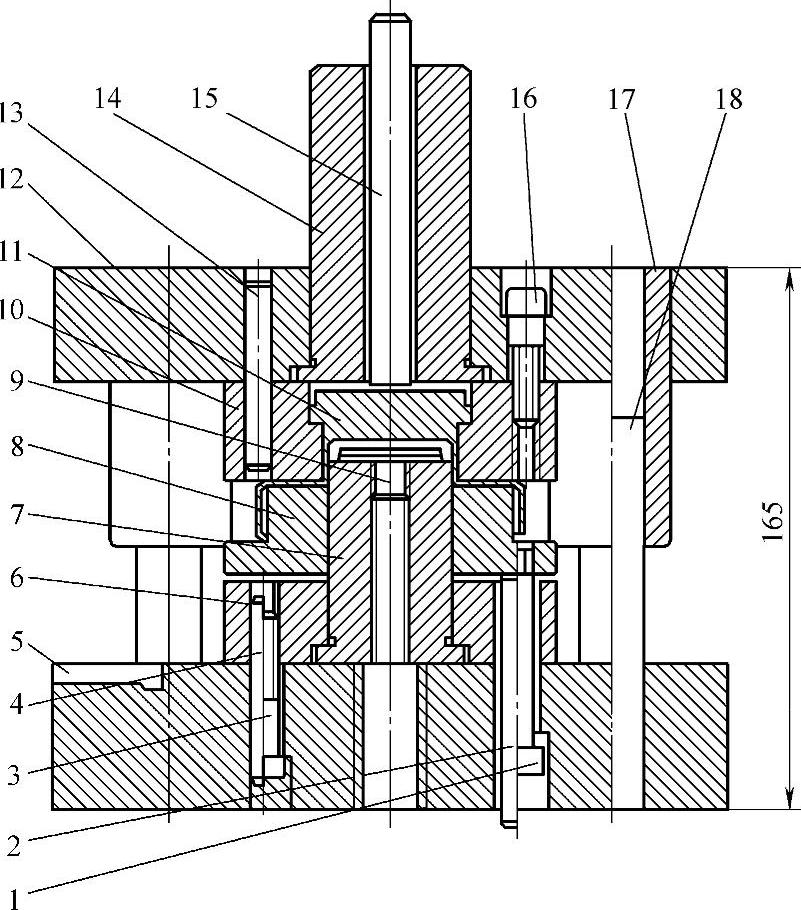
图3-5-5 固定套翻边模
1—限位钉 2—顶杆 3、16—螺栓 4、13—销钉 5—下模板 6—下固定板 7—凸模 8—托料板 9—定位钉 10—凹模 11—上顶出器 12—上模板 14—模柄 15—打料杆 17—导套 18—导柱
图3-5-6为内翻边模,预先冲孔的毛坯放在凸模18上由定位器17定位。翻边后,由压力机的气垫通过四根顶杆19把压料板20顶起,从而把制件顶出;如制件留在凹模11内,则由推杆7和推件器9的作用把制件推出。
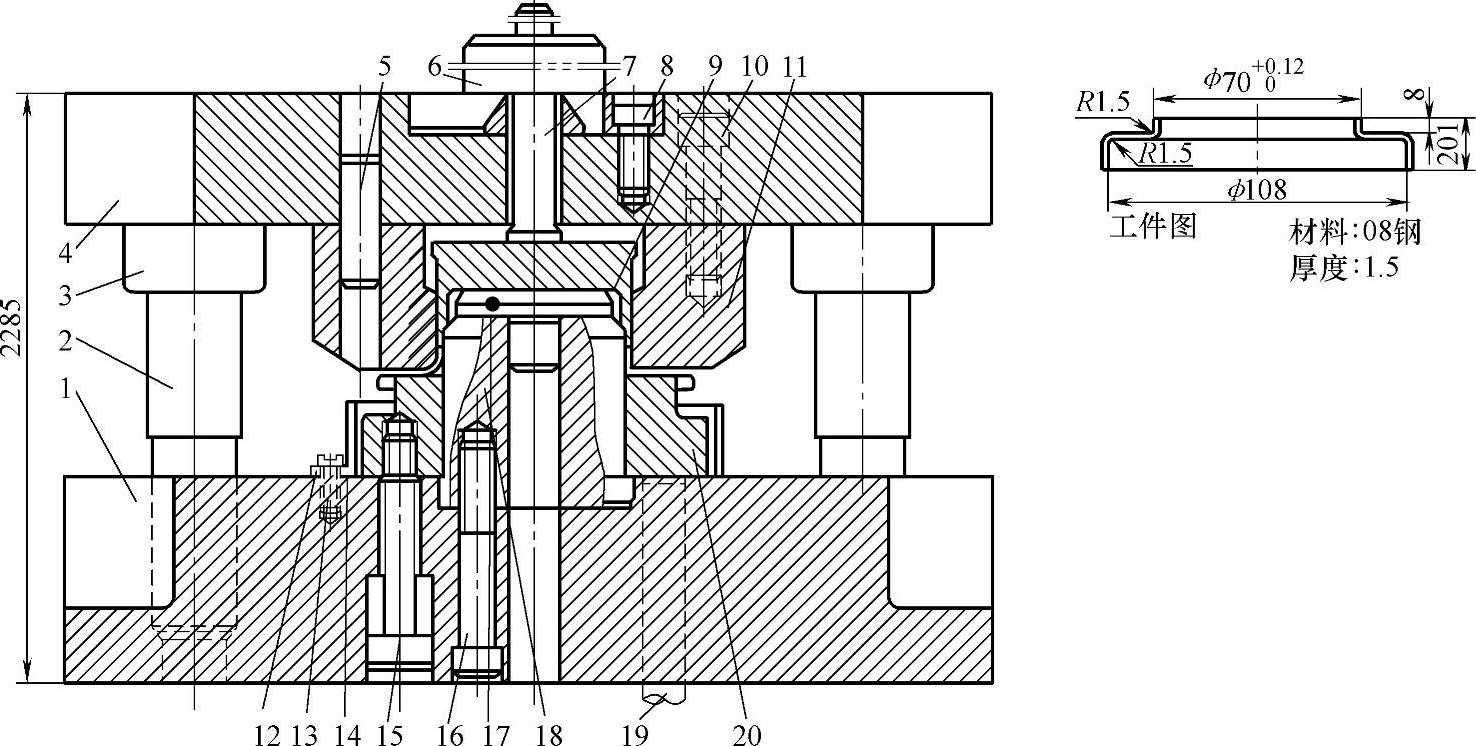
图3-5-6 内翻边模
1—下模板 2—导柱 3—导套 4—上模板 5—柱销 6—模柄 7—推杆 8、10、16—内六角螺钉 9—推件器 11—凹模 12—固定爪 13—圆头螺钉 14—防护板 15—卸料螺钉 17—定位器 18—凸模 19—顶杆 20—压料板
图3-5-7为外翻边模,此模具用于圆筒形拉深件卷边成形前的翻边工序。
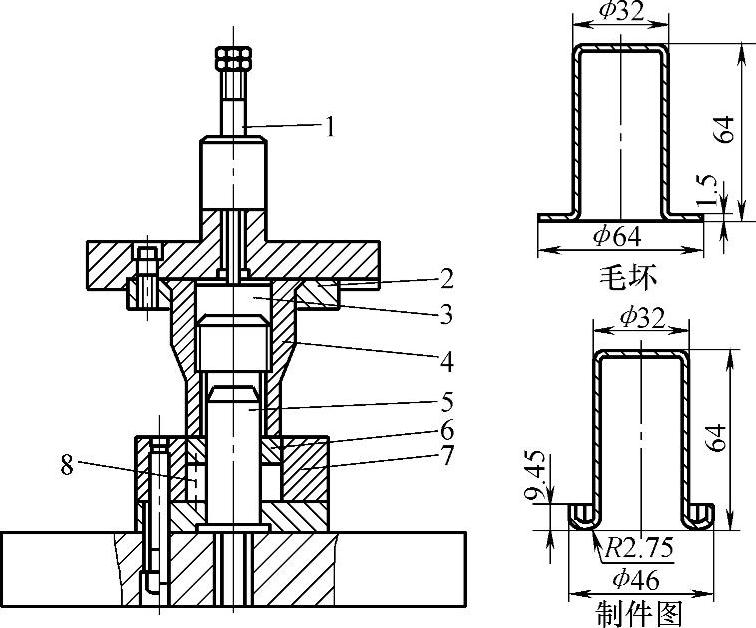
图3-5-7 外翻边模
1—推杆 2—固定板 3—推件板 4—凸模 5—定位芯子 6—顶板 7—凹模 8—卸料螺钉
圆筒形毛坯套在定位芯子5上,凸模4随压力机滑块一起下降时,下压毛坯凸缘并与顶板6一道向下移动,进入凹模7,对毛坯进行翻边。压力机滑块上升时,在弹顶器的作用下,顶板6升至原位。推杆1、推件板3把制件从凸模上推下。
图3-5-8为汽车门外板风窗口翻边模,此模具是将前工序已翻边成直壁的风窗口进一步翻边变成25mm宽、平底周边及左侧折边形状。工作过程如下:
工作前,托杆10将压料板17顶起,装在压料板上的凸模11在弹簧8的作用下向外张开,凹模14、15在弹簧16的作用下向内收缩,以便前工序制件进入模内。前工序制件的原窗口套在凸模型面上后,上模下行,装在上模座2上的压块3压住压料板17后继续下行,在斜楔6、7的作用下,凸模11收缩到工作位置与制件接触。压料板继续下行,装在下模座上的另一个斜楔13推动凹模镶块14、15向外扩张,完成翻边动作。上模座回升后,弹簧8、16推动各镶块回到原始位置。
该模具的最大特点是凸模和凹模采用扩张结构。凸模由8块镶块组成,凸模镶块装在滑块9上的工作位置(闭合状态)如图3-5-8的左下图所示,图中假想线为原始位置。
图3-5-8中,右下图为凹模镶块14、15的平面图。镶块14(四块)由斜楔13推动向四面扩张,镶块上的斜面又推动四个凹模镶块15沿45°角方向扩张,上模到下死点时,凹模镶块扩张到翻边完成位置。图中双点画线为原始位置。
制件材料为08Al,厚度为0.9mm。
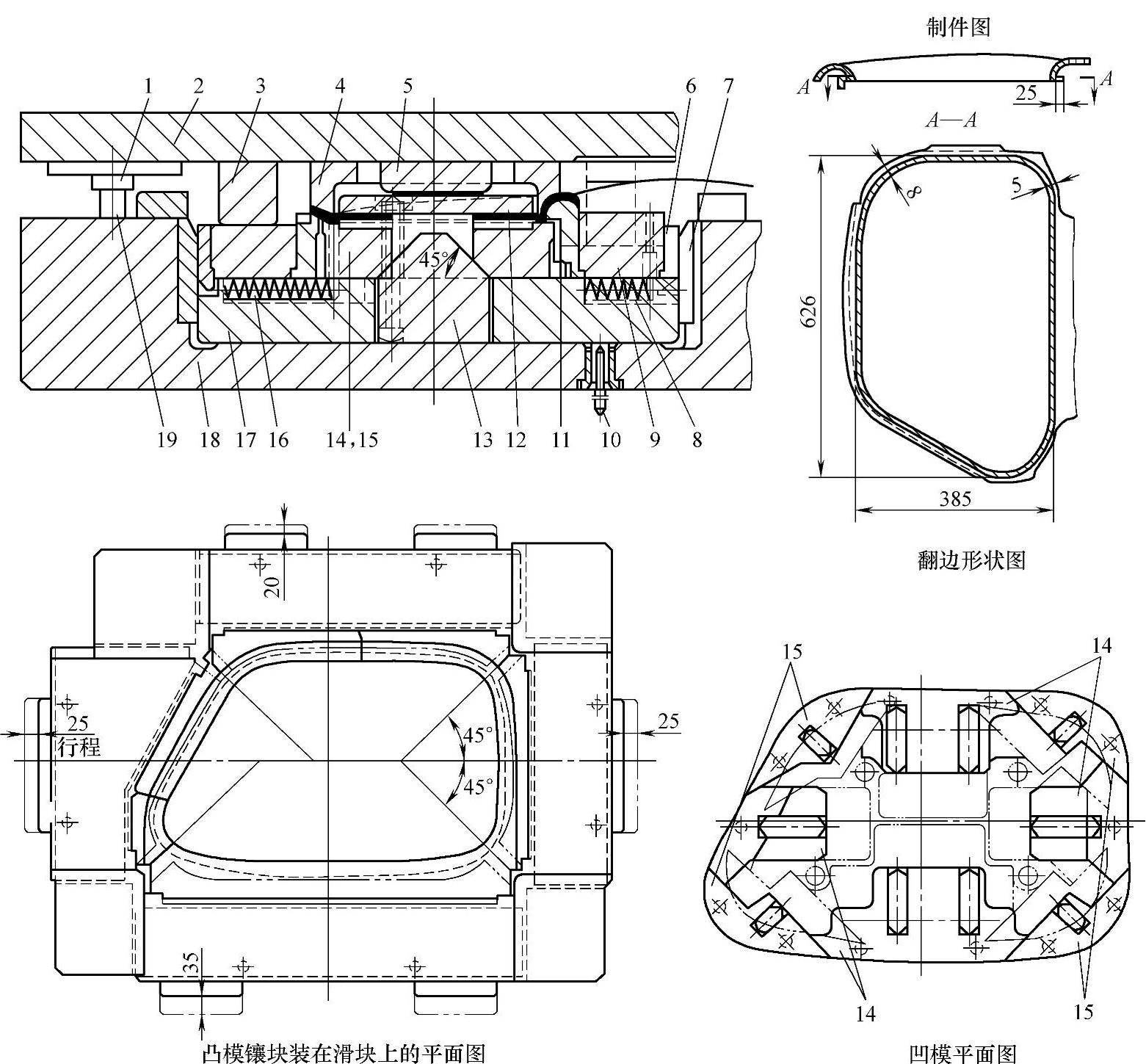
图3-5-8 汽车门外板风窗口翻边模
1—导套 2—上模座 3—压块 4—压料器 5—限制器 6、7、13—斜楔 8、16—弹簧 9—滑块 10—托杆 11—凸模镶块 12—导板 14、15—凹模镶块 17—压料板 18—下模座 19—导柱
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。