



连续成形是属于工序集中的工艺方法,可使切边、切口、切槽、冲孔、塑性成形、落料等多种工序在一副模具上完成。
由于用级进模冲压时,冲裁件是依次在几个不同位置上逐步成形的,因此要控制冲裁件的孔与外形的相对位置精度就必须严格控制送料步距。为此,级进模有两种基本结构类型:用导正销定距的级进模与用侧刃定距的级进模。
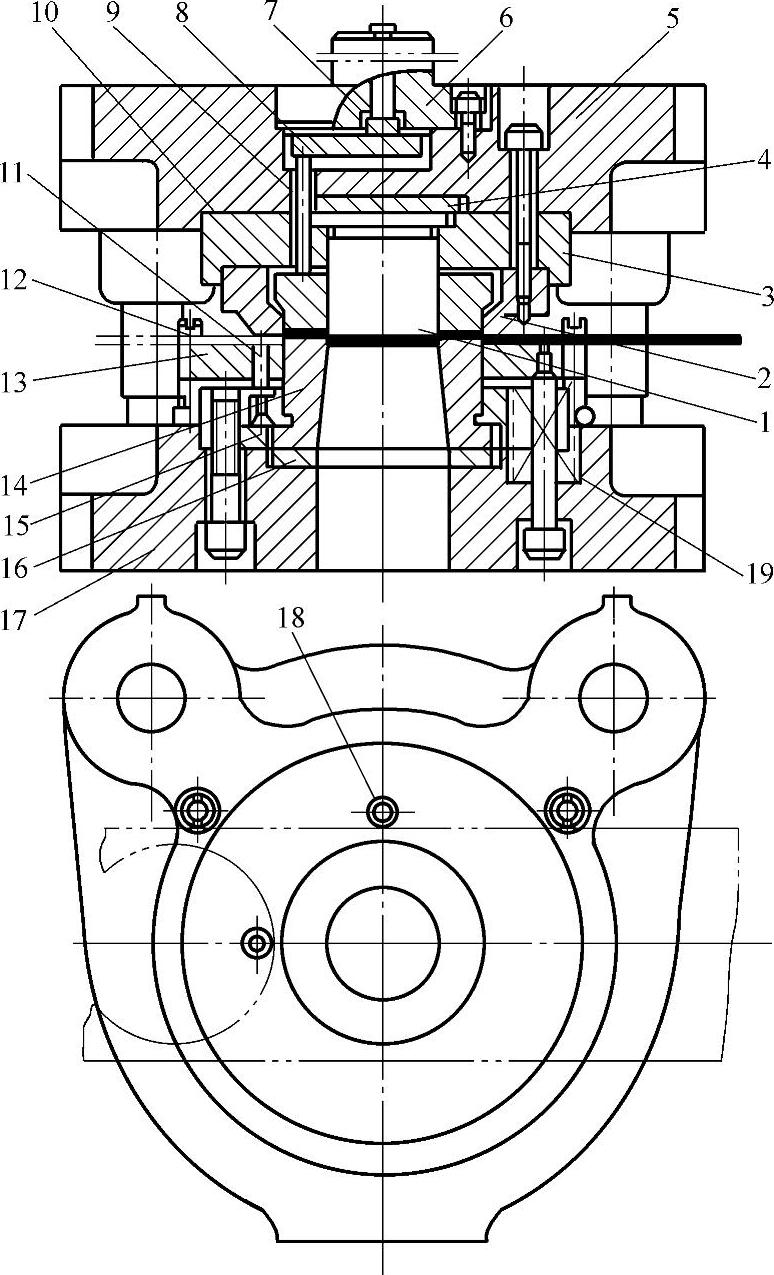
图3-2-11 垫圈复合冲裁模
1—凸模 2—凹模 3—上模固定板 4、16—垫板 5—上模板 6—模柄 7—推杆 8—推块 9—推销 10—推件块 11、18—活动挡料销 12—固定挡料销 13—卸料板 14—凸凹模 15—下模固定板 17—下模板 19—弹簧
1.用导正销定距的级进模
图3-2-13所示是用导正销定距的冲孔落料级进模。上、下模用导板导向。冲孔凸模3与落料凸模4之间的距离就是送料步距A。材料送进时由固定挡料销6进行初定位,由两个装在落料凸模上的导正销5进行精定位。导正销与落料凸模的配合为H7/r6,其连接应保证在修磨凸模时装拆方便。导正销头部的形状应有利于导正时插入已冲的孔,它与孔的配合应略有间隙。为了保证首件的正确定距,在带导正销的级进模中常采用始用挡料装置。它安装在导板下的导料板中间。在条料冲制首件时,用手推始用挡料销7,使它从导料板中伸出来抵住条料的前端,即可冲第一件上的两个孔。以后各次冲裁由固定挡料销6控制送料步距作初定位。
用导正销定距的级进模结构简单。当两定位孔间距较大时,定位也较精确。但是它的使用受到一定的限制。当板料太薄(一般为t<0.3mm)或材料较软时,导正时孔边可能有变形,因而不宜采用。
2.采用侧刃定距的级进模
图3-2-14所示为双侧刃定距的级进模。它与图3-2-14相比的特点是:用侧刃12代替了始用挡料销、挡料钉和导正销。用弹压卸料板7代替了固定卸料板。该模具采用前后双侧刃对角排列,可使料尾的全部材料都得到利用。
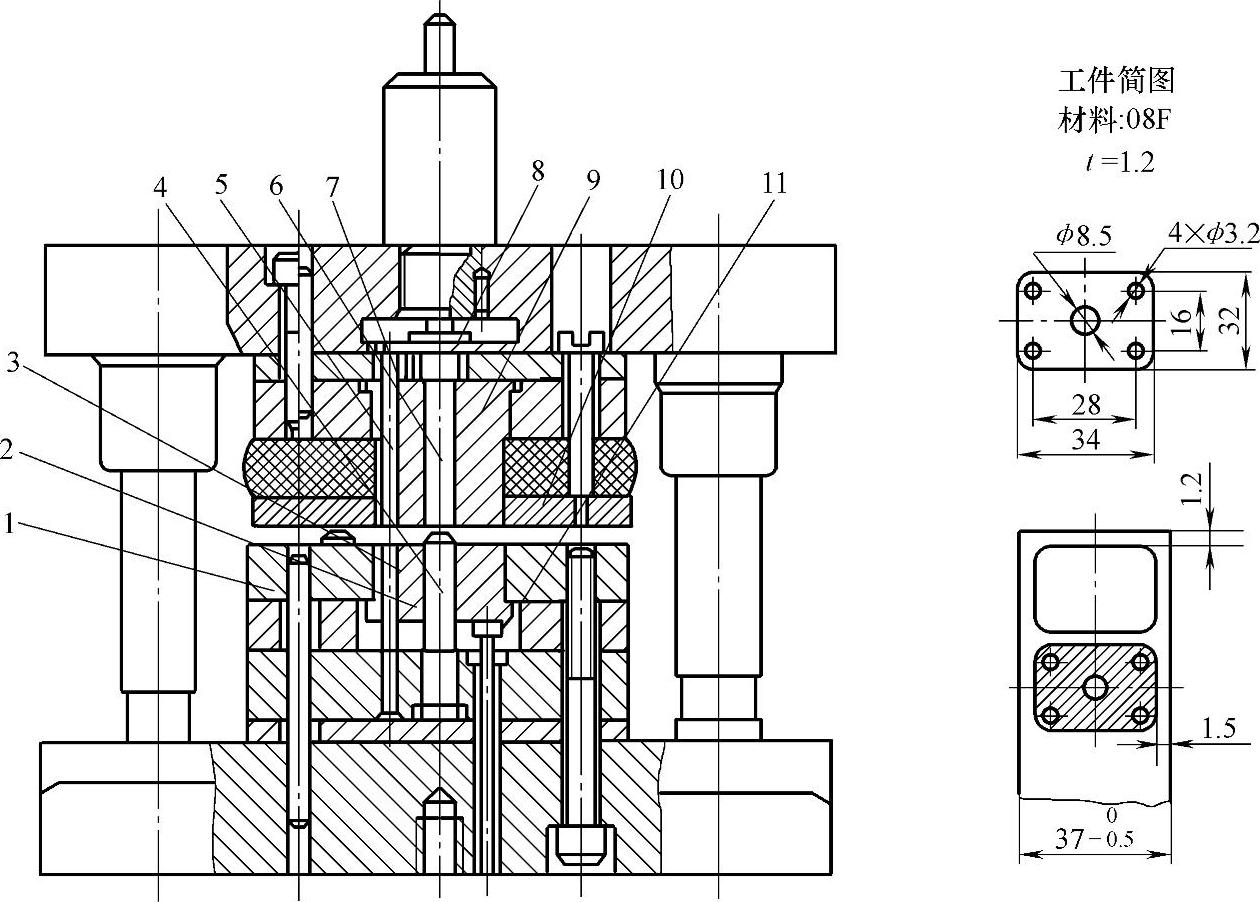
图3-2-12 正装复合冲模(https://www.xing528.com)
1—落料凹模 2—顶板 3、4—冲孔凸模 5、6—推杆 7—打板 8—打杆 9—凸凹模 10—弹性卸料板 11—顶杆
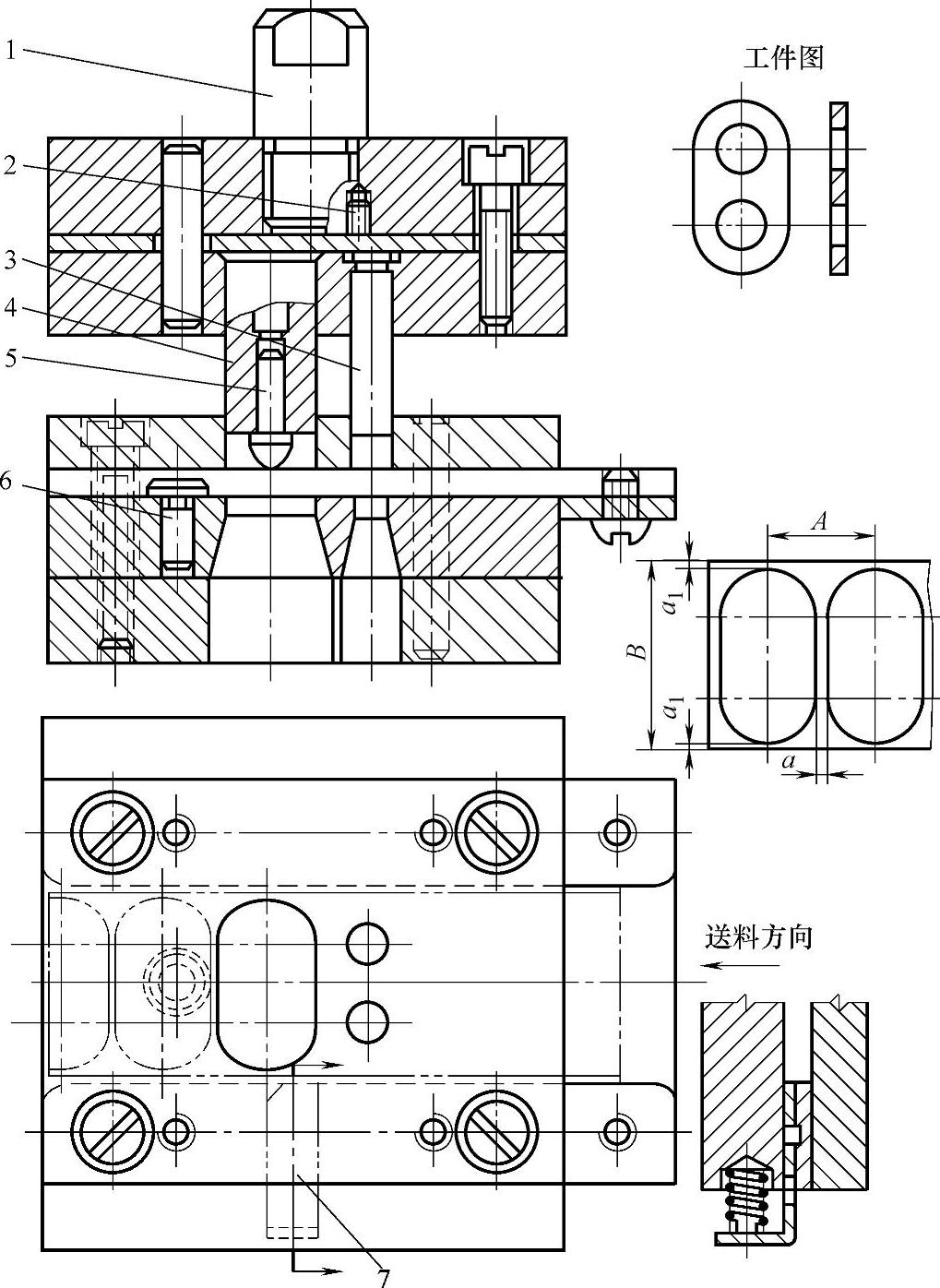
图3-2-13 用导正销定距的冲孔落料级进模
1—模柄 2—螺钉 3—冲孔凸模 4—落料凸模 5—导正销 6—固定挡料销 7—始用挡料销
弹压卸料板7装在上模,用卸料螺钉6与上模座连接。它的作用是:当上模下降进行冲裁时,弹簧11(可用橡胶代替)被压缩而压料;当上模回程时,弹簧回复推动卸料板卸料。图3-2-15所示为弹压级进模。此类模具的特点是:各凸模(如件7)与固定板6成间隙配合(普通导柱模多为过渡配合),凸模的装卸、更换方便;凸模以弹压导板导向,导向精度高;弹压导板2由安装在下模座14上的导柱1和10导向,导板由6根卸料螺钉5与上模连接,因此能消除压力机导向误差对模具的影响,模具寿命长,冲压件质量好。
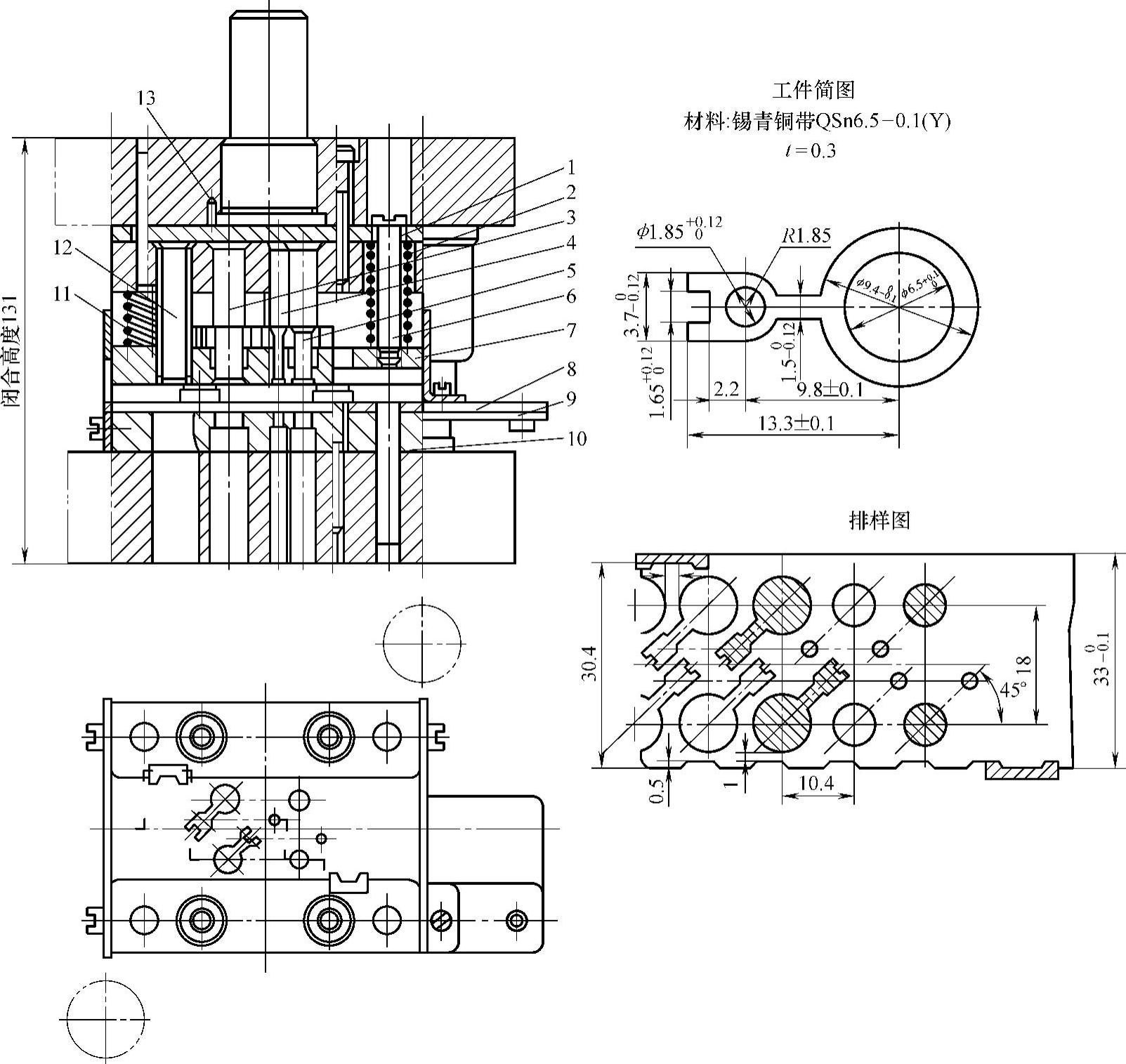
图3-2-14 双侧刃冲孔、落料级进模
1—垫板 2—固定板 3—落料凸模 4、5—冲孔凸模 6—卸料螺钉 7—卸料板 8—导料板 9—承料板 10—凹模 11—弹簧 12—侧刃 13—止转销
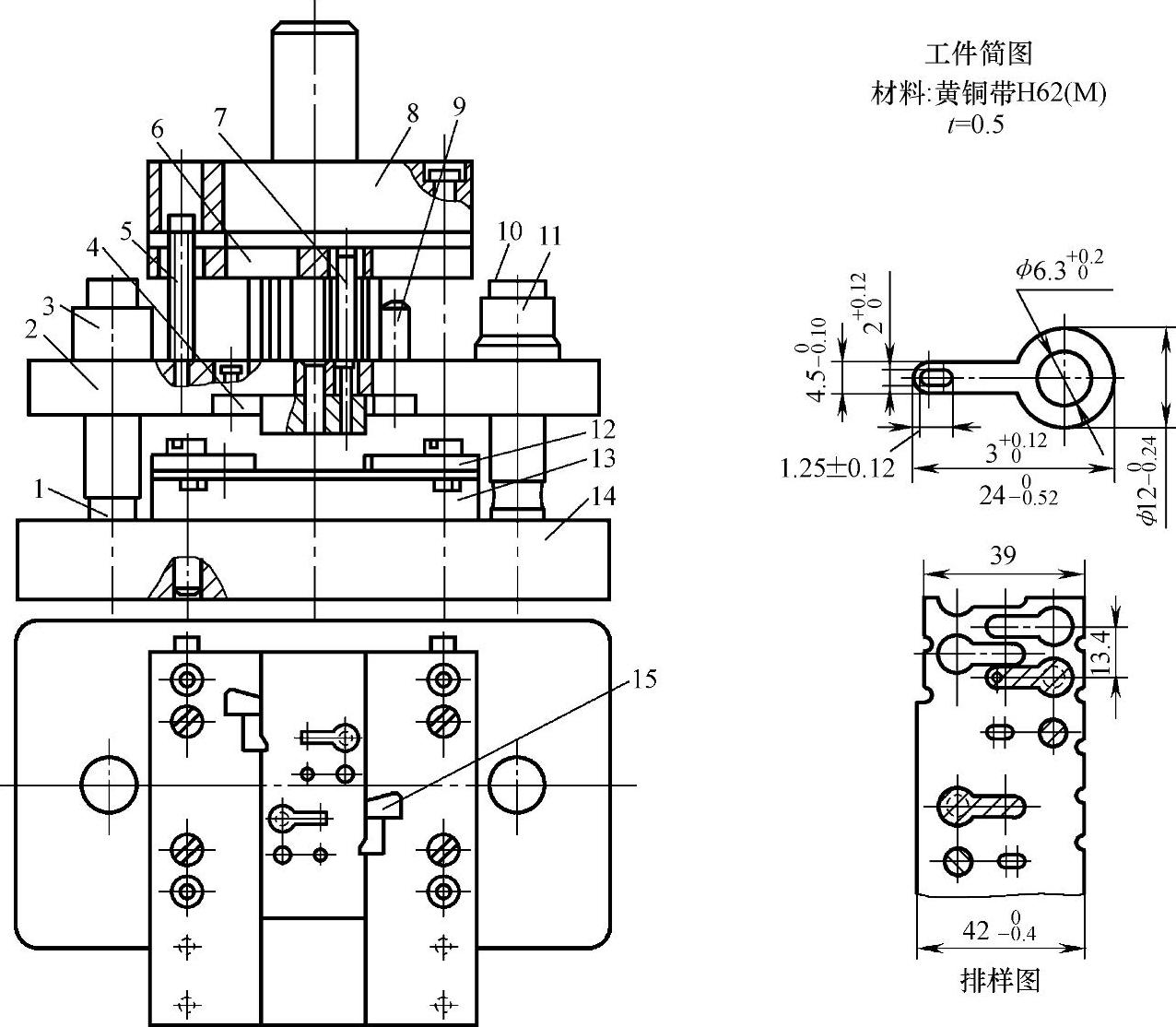
图3-2-15 弹压导板级进模
1、10—导柱 2—弹压导板 3、11—导套 4—导板镶块 5—卸料螺钉 6—凸模固定板 7—凸模 8—上模座 9—限制柱 12—导料板 13—凹模 14—下模座 15—侧刃挡块
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。