



1.凸模和凹模分开加工
冲裁模凸、凹模分开加工时,要分别标注凸模和凹模刃口尺寸与制造公差(凸模公差δp、凹模公差δd)。同时,为保证一定的间隙,模具的制造公差必须满足下列条件:
δp+δd≤Zmax-Zmin
或δp=0.4(Zmax-Zmin)
δd=0.6(Zmax-Zmin)
式中 δp——凸模制造公差;
δd——凹模制造公差。
凸、凹模尺寸计算公式见表3-2-1。
2.凸模与凹模配作加工
凸、凹模配作加工的特点是模具的间隙由配作保证,工艺比较简单,不需用公式δ凸+δ凹≤Zmax-Zmin来进行校核,并且还可以放大基准件的制造公差(一般可取冲裁件公差的1/4),使制造容易,因此是目前一般工厂常采用的方法。用配合加工法制造模具常用于复杂形状及薄料的冲裁件,图样上只需标注基准件的尺寸及其公差,配作件仅注基本尺寸,并注明与基准件配作及应保证的间隙值。
配作加工凸模和凹模的尺寸计算,落料件按凹模磨损后尺寸变大、变小、不变的规律分为三种,如图3-2-1所示;冲孔件按凸模磨损后尺寸变大、变小、不变的规律也分为三种,如图3-2-2所示。具体计算公式见表3-2-4。
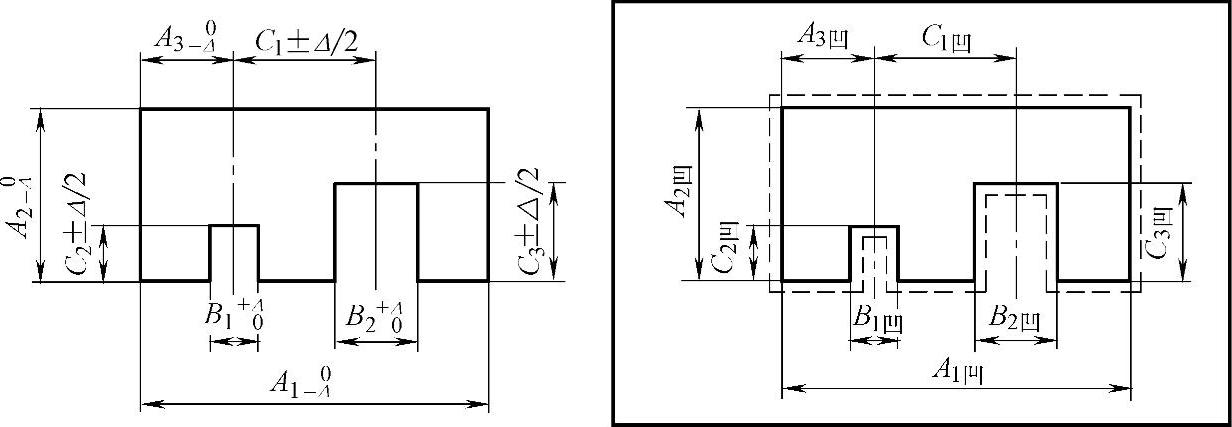
图3-2-1 落料件和凹模尺寸(https://www.xing528.com)
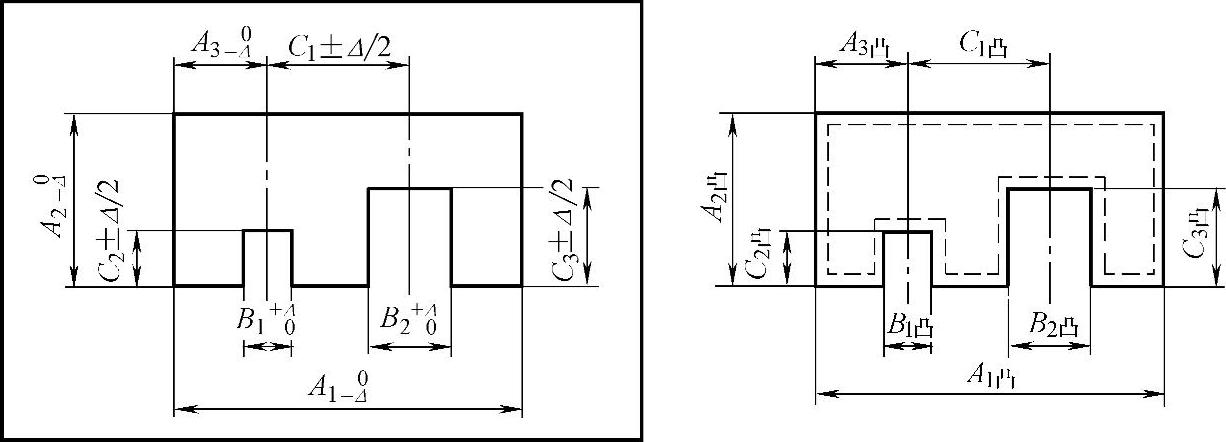
图3-2-2 冲孔件和凸模尺寸
表3-2-1 凸模与凹模分开加工工作部分尺寸和公差计算公式

注:Dp、Dd——落料凸、凹模基本尺寸(mm);dp、dd——冲孔凸、凹模基本尺寸(mm);Δ——制件制造公差(mm);Zmin——最小合理间隙;x——因数,其值见表3-2-2;δp、δd——凸、凹模的制造公差,见表3-2-3。
表3-2-2 因数x

表3-2-3 凹、凸模的制造公差

表3-2-4 凸模与凹模配作加工工作部分尺寸和公差计算公式
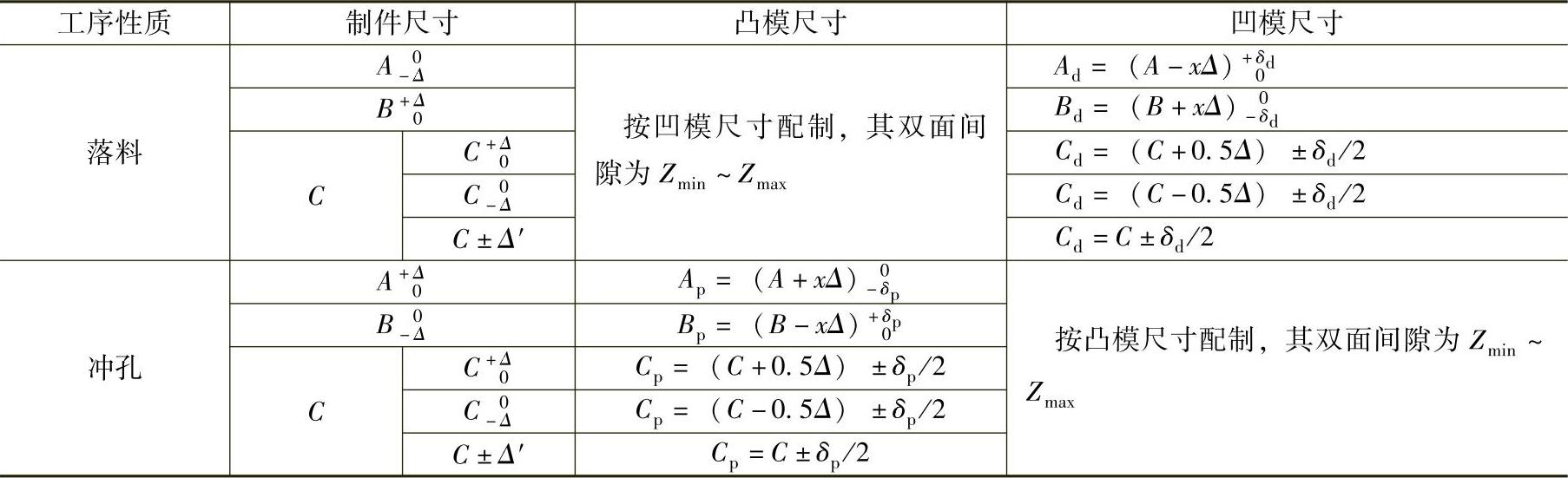
注:Ad、Bd、Cd——凹模刃口尺寸(mm);Ap、Bp、Cp——凸模刃口尺寸(mm);A、B、C——制件基本尺寸(mm);δd、δp——凹模、凸模制造公差,取值为Δ/4;Δ——制件公差(mm);Δ′——制件偏差(mm),对称偏差时Δ′=½Δ;x——因数,其值见表3-2-3;Zmin、Zmax——落料、冲孔模刃口最小、最大合理间隙。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。